Билеты. магистратура. Сертификация
 Скачать 175.78 Kb. Скачать 175.78 Kb.
|

|
Ответ: По методу неполной взаимозаменяемости допуск  где  Затраты подготовительно-заключительного времени;оперативное время;обслуживание рабочего места;дополнительное время перерывов на отдых и личные надобности рабочих. Вопрос 32 Tмаш = (L·i)/Sмин = (L·i)/(n·S),где L - длина пути инструмента в процессе обработки;i - количество рабочих ходов;n - частота вращения шпинделя;S - подача на 1 оборот шпинделя;Sмин -минутная подача инструмента. Вопрос 31 Шероховатость поверхности Rz, полученной при предшествующей обработке, дефектный слой этой поверхности, погрешность формы, погрешность поворота, погрешность установки на данной операции. Вопрос 30 Заготовительная, Термическая (улучшение)1. Подрезка торца, предварительная обработка базового отверстия.2. Чистовая обработка базового отверстия (протягивание отверстия, протягивание шлицев и шпоночного паза).3. Черновая и чистовая обработка колеса по контуру с базированием на оправке по внутреннему отверстию.4. Сверление плановых отверстий.5. Нарезание зубьев колеса.6. Термическая обработка (при необходимости).7. Отделка шлифованием базового отверстия и торца.8. Шлифование зубьев.9. Контроль. Вопрос 43 Особенности достижения точности при сборке конических зубчатых передач. Ответ: При сборке конической зубчатой передачи необходимо обеспечить совпадение вершин делительных конусов зубчатых колес в двух координатных направлениях, а также требуемый угол скрещивания осей делительных конусов. Вопрос 39 Поправка вводится с целью обеспечения на компенсирующем звене минимального и достаточного припуска для компенсации всех возможных отклонений путем снятия необходимого слоя материала. Вопрос 40 На выбор организационной формы сборки влияют конструкционные особенности изделия, его размеры и масса, программа и сроки выпуска, а также принятый тип производства. По формам организации работы сборка подразделяется на стационарную и подвижную. Какие разновидности достижения точности по методу регулировки Вы знаете. Ответ: При методе регулировки требуемая точность замыкающего звена достигается изменением (регулировкой) одного из звеньев, которое называется компенсационным.Роль компенсатора обычно выполняют специальные звенья конструкторского плана в виде прокладок, упоров, клиньев, регулировочных; винтов и т.д. При этом остальные звенья размерной цепи обрабатываются со сравнительно большими допусками.Регулировка с использованием подвижного компенсатора; регулировка с применением неподвижных компенсаторов. Вопрос 42-растачивание, сверление, зенкование Групповым Т П называется совокупность групповых тех. операций, обеспечивающих обработку различных заготовок группы (или нескольких групп) по общему тех. маршруту. При групповом тех. маршруте некоторые заготовки или их группы могут пропускать отдельные операции.ГТП предназначен для совместного изготовления или ремонта группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах.ГТП разрабатывается с целью экономически целесообразного применения методов и средств крупносерийного и массового производств в условиях единичного, мелкосерийного и серийного производств.Группой называется совокупность деталей, характеризуемая при обработке общностью оборудования, оснастки, наладки всего технологического процесса или отдельных его операций.Создание групповых процессов базируется на разных методах группирования.1. Группирование по конструкторско-технологическим признакам (шестерни, втулки, валики и т.д.);2. Группирование деталей по элементарным поверхностям, которым соответствуют элементарные технологические процессы;3. Группирование деталей по преобладающим методам обработки, единству технологического оснащения и общности наладки станка. Во всех случаях учитывается назначение детали, ее конструкция, точность размеров, шероховатость, сходство маршрутов обработки, однородность заготовки и др. факторов Под комплексной деталью понимают реальную или условную, искусственно созданную деталь, содержащую в своей конструкции все основные элементы, характерные для деталей данной группы. Под основными элементами понимаются поверхности, определяющие конструкцию детали и технологические задачи, решаемые в процессе обработки. Заводской уровень: инструментальный цех; центральный инструментальный склад; общезаводские службы обеспечения инструментом и оснасткой.Цеховой уровень: секция сборки и настройки инструмента; инструментально-раздаточная кладовая; секция обслуживания инструментом рабочих мест; отделение по восстановлению инструмента, отделение ремонта оснасткиОсновное время определяется в соответствии с соотношением Какие инструменты следует применять при массовом производстве болтов Ответ:. При массовом производстве болтов следует применять резьбонакатные инструменты: плашки или ролики. Угол подъема резьбы и шаг на инструменте должны быть равны соответствующим параметрам накатываемой резьбы. Так как накатанные ролики делают большего диаметра по сравнению с диаметром накатываемой резьбы, то резьба на роликах делается многозаходной, причем число заходов равно отношению размеров средних диаметров ролика и изделия. Влияние температуры на износ инструмента. Ответ: 1. Температурные поля в режущей части инструмента определяют расположение превалирующих очагов износа. При малых подачах максимальная температура в вершине режущего клина - превалирующий износ на задней поверхности; при больших подачах максимальная температура на площадке контакта передней поверхности - превалирующий износ на передней поверхности.2. С ростом температуры могут изменяться основные свойства инструментального материала, в частности падает твердость - повышается интенсивность изнашивания инструмента3. Температура оказывает влияние на изменение природы изнашивания - абразивный износ, адгезионный и диффузионный. В каких случаях применяются затылованные фрезы и почему. Приведите формулу для расчета. Ответ: . Фрезы изнашиваются по задней поверхности и заточку их целесообразно проводить по этой поверхности. Но если профиль фрезы фасонный, например, у червячных зуборезных или шлицевых фрез, то при заточке по задней поверхности нужно вновь шлифовать профиль фрезы, что экономически не оправдано. Поэтому подобные фрезы делают затылованными и заточку их производят по передней поверхности. Величина затылования К определяется по формуле: К = (d/z)tg. На практике применяются три способа затылования: радиальное, при котором затыловочный резец перемещается перпендикулярно оси фрезы; угловое, при котором резец перемещается под некоторым углом к оси фрезы; осевое, при котором резец перемещается параллельно оси фрезы. Наибольшее применение имеют радиальное и угловое затылование. где z - число зубьев, d - диаметр фрезы, - величина заднего угла. Какие инструменты следует выбрать для нарезания шлицев в шлицевом отверстии. Какие параметры инструмента рассчитываются. Приведите эскиз одного из них. 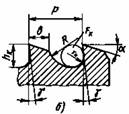 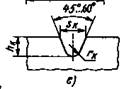 Ответ: Для обработки шлицевых отверстий применяются шлицевые протяжки обычно комбинированные, обрабатывающие отверстие, фаски и шлицы. Рассчитываются стружечные канавки на размещение стружки, делается расчет на прочность в опасном сечении (по хвостовику или впадине первого зуба) и определяется продольная длина. 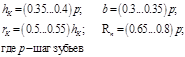 Перечислите элементы режимов резания при сверлении. Назовите порядок их определения. Ответ: . Элементами режима резания при сверлении являются подача и частота вращения.Рассчитывают подачу по прочности стержня и кромок сверла; по точности отверстия и прочности механизма подачи станка. В качестве расчетной принимают наименьшую. Сравнивают с подачей по паспорту станка. Если 1,1[S]Sp, то S=Sp+1. если 1,1[S] Определите крутящий момент при сверлении отверстия Ø20 мм в заготовке из углеродистой стали σв=750 при S=0,4 об/мин. Ответ: Для определения крутящего момента Мкр используется эмпирическая формула Какой инструментальный материал следует применять при точении закаленных сталей твердостью HRC 60...62. Приведите конструкцию резца и укажите режимы резания. Ответ: При обработке закаленной стали следует применять композиционные инструментальные материалы на базе нитридов бора.Скорость резания при этом должна быть 80-100 м/мин., глубина резания 0,1-0,2 мм. и подача до 0,1 мм/об. Геометрия проходного резца. Выбор углов в плане φ и φ1 с целью обеспечения необходимой шероховатости обрабатываемой поверхности. Ответ: . Геометрия проходного резца характеризуется углами:- передний угол : положительный передний угол создается для облегчения процесса стружкообразования.- главный задний угол - создается для снижения трения на задней поверхности;- вспомогательный задний угол 1 ;- угол наклона главной режущей кромки ;- углы в плане и 1; влияют на интенсивность изнашивания, и стойкость инструмента, точность обработки и шероховатость обработанной поверхности, т.к. высота неровностей зависит от и 1.h = S/(ctg + ctg 1)Из формулы следуют рекомендации по назначению в связи с шероховатостью обрабатываемой детали. Геометрия отрезного резца. Выбор заднего угла α с целью получения максимальной стойкости резца и прочности режущего клина. Ответ: . К геометрии отрезного резца относится:- передний угол γ;- главный задний угол α;- вспомогательный задний угол α1;- главный угол в плане φ;- вспомогательный угол в плане φ1.С увеличением заднего угла стойкость сначала увеличивается, так как уменьшается износ, а затем уменьшается, так как увеличивается напряжение в инструменте и уменьшается его сопротивление изнашиванию.Выбирается оптимальный задний угол αоп, т.е. угол α, при котором стойкость будет максимальной Приведите эскиз круглой протяжки с указанием наименования ее частей. Какие параметры протяжки рассчитываются. Можно ли протяжкой, спроектированной для обработки отверстий диаметром 27,5+0,025 мм, длиной 50 мм обработать отверстие такого же диаметра, но длиной 75 мм. Ответ обоснуйте. Укажите исполнительные размеры калибрующих зубьев указанной протяжки. Ответ:. Рассчитывают стружечную канавку на размещение стружки, делают расчет на прочность в опасном сечении (по хвостовику или по впадине первого зуба) и определяют предельную длину - не более 40 диаметров. Если протяжка была спроектирована для обработки отверстия длиной 50 мм, то обрабатывать отверстие длиной 75 мм нельзя, потому что не будет обеспечена размещение стружки в канавке.Диаметр калибрующих зубьев - 27,02-0,01 (0,005 запас на разбивку отверстия, 0,01 - допуск на изготовление калибрующих звеньев). Геометрия спирального сверла. Влияние угла наклона винтовой канавки ω на стойкость сверла. Ответ: К геометрии спирального сверла относятся:- диаметр сверла D;- двойной угол в плане 2;- угол наклона винтовой канавки ;- передний угол ;- задний угол ;- угол наклона поперечной режущей кромки .С увеличением угла наклона винтовой канавки стойкость сверла сначала увеличивается, затем уменьшается. Угол , при котором стойкость максимальная, называется оптимальным. Наростообразование при резании. Влияние нароста на износ инструмента и шероховатость обработанной поверхности. Ответ: Если при резании, сопровождаемой адгезией, происходит разрушение застойной зоны, то на передней поверхности инструмента периодически образуется нарост из упрочненных частиц материала. Нарост уменьшает деформацию материала при резании, предохраняет переднюю поверхность от изнашивания и ухудшает качество обработанной поверхности, увеличивая ее шероховатость. Сила резания при точении и использование ее составляющих Px, Py, Pz при расчете узлов станка, инструмента. Формулы расчета сил резания. Ответ: . Силу резания при точении раскладывают на 3 составляющие:Pz - направленную по касательной к траектории движения резания;Py - направленную по нормали к траектории движения резания;Px - направленную по бинормали к траектории движения резания.По составляющей Pz рассчитывают мощность привода движения резания и прочность резца.По составляющей Py рассчитывают деформацию изделия.По составляющей Px рассчитывают привод движения подачи. Укажите причины широкого распространения в машиностроении резцов, оснащенных многогранными пластинами. Перечислите варианты крепления многогранных пластин на резцах. |