Шапарев А.В. - Обзор лазерной резки металлов. Шапарев - Обзор лазерной резки от 23.09.2016. Содержание анализ и систематизация поставленной задачи
 Скачать 2.11 Mb. Скачать 2.11 Mb.
|

|
Шапарев А.В. - Обзор лазерной резки металлов СОДЕРЖАНИЕ1.1. АНАЛИЗ И СИСТЕМАТИЗАЦИЯ ПОСТАВЛЕННОЙ ЗАДАЧИ1.1.1 Анализ научно-технической литературы, нормативно-технической документации и других материалов по теме проекта1.1.1.1 Существующие типы лазеров для резки металловСО2-лазерыВ CO2-лазере лазерное излучение испускается молекулами CO2. Молекула CO2 состоит из одного атома углерода и двух атомов кислорода. Они образуют цепочку, в которой атом углерода располагается между атомами кислорода. Когда молекула возбуждается, она начинает совершать колебания. Различные формы колебаний соответствуют различным по величине энергетическим уровням. Процесс формирования излучения в CO2-лазере происходит с использованием 4-х энергетических уровней. Уровень накачки и верхний лазерный уровень находятся очень близко друг другу. Однако активная среда лазера состоит не только из CO2. Она представляет собой смесь гелия (He), азота (N2) и углекислого газа (CO2). Гелий и азот выполняют роль вспомогательных газов. Они лишь поддерживают процесс непосредственного формирования лазерного излучения в молекулах CO2. За счет разряда электротока высокого постоянного или высокочастотного переменного напряжения в газовой смеси образуются свободные электроны, которые, соударяясь с молекулами азота, возбуждают их. Молекулы азота начинают совершать колебания. Соударяясь, они передают свою энергию молекулам CO2 и переводят их из основного состояния на верхний лазерный уровень, - в колебательное состояние, при котором все три атома молекулы находятся в движении. При переходе на нижний лазерный уровень молекулы CO2 испускают лазерное излучение с длиной волны 10,6 микрометра. С него, выделяя тепло, они снова возвращаются в основное состояние. Теперь вступают в действие атомы инертного газа гелия: соударяясь с молекулами CO2, они ускоряют расселение ниңнего лазерного уровня, поглощают и отводят тепло. Лазер состоит из следующих узлов: генератор излучения; распределительный шкаф; холодильный агрегат. В генераторе излучения смесь лазерного газа, проходящая через резонатор, под воздействием высокочастотного разряда приводится в состояние испускания лазерного излучения. Состав лазера представлен ниже на рис.1. 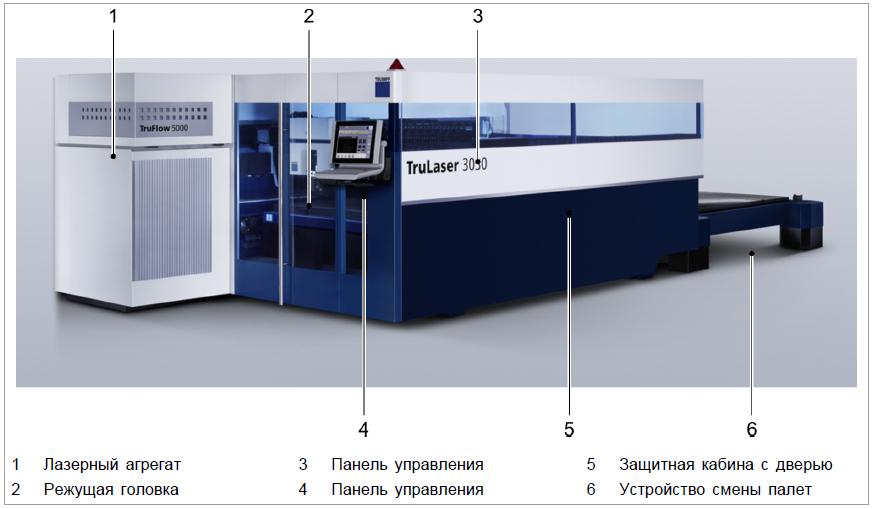 Рис.1. Лазерный станок TruLaser 3030 Достоинства CO2-лазера TruFlow (рисунок 1): высокая мощность лазера и ее стабильность; высокий КПД; оптимальное распределение интенсивности по сечению луча; оптимизированный режим ожидания во время проведения наладки и во время ожидания; отсутствие износа и необходимости техобслуживания: вал центробежного турбокомпрессора выполнен магнитным, поэтому имеет бесконтактные опоры, не требующие никакой смазки; возбуждение активной среды лазеров TruFlow происходит за счет подачи высокочастотного переменного напряжения; возбуждение высокой частотой приводит к гомогенизации газового разряда и достижению очень высокого качества излучения; для возбуждения лазерного газа требуется меньшее напряжение, чем при подаче энергии от источника постоянного тока. Как следствие: снижение интенсивности разложения CO2 и уменьшение расхода газа; так как электроды не имеют непосредственного контакта с активной средой лазера и, следовательно, не подвержены воздействию газового разряда, отпадает проблема их износа. Кроме того, материал электродов не загрязняет резонатор и зеркала. При этом сокращаются затраты на техобслуживание (т.е. простои станка) и расход газа; мощность лазера остается на постоянном уровне в течение многих лет, что значительно повышает надежность планирования и калькуляций для пользователя; значительно сниженное потребление мощности благодаря оптимированному режиму ожидания; Режущая лазерная головка (рис.3) является основным конструктивным элементом установки. Линза (ZnSe) преломляет параллельные лазерные лучи и собирает их в фокус, в котором излучение достигает максимальной плотности своей энергии. В зависимости от используемого типа линзы фокусное расстояние составляет 130 мм или 250 мм. 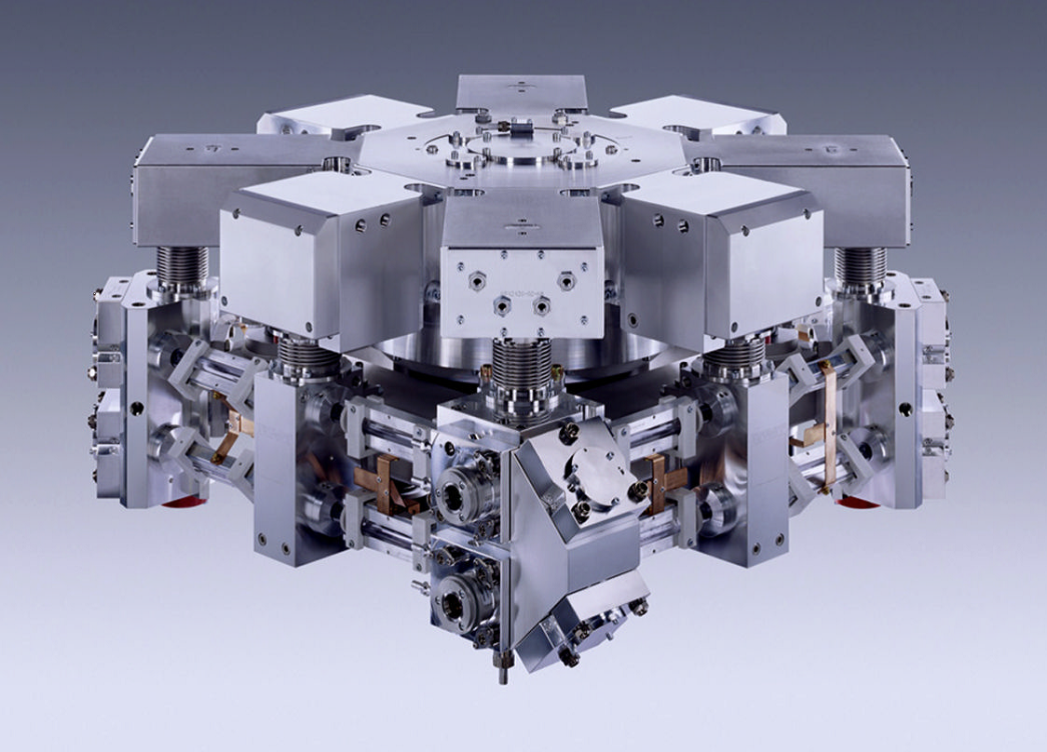 Рис.2. Внутренняя головка лазера TruFlow 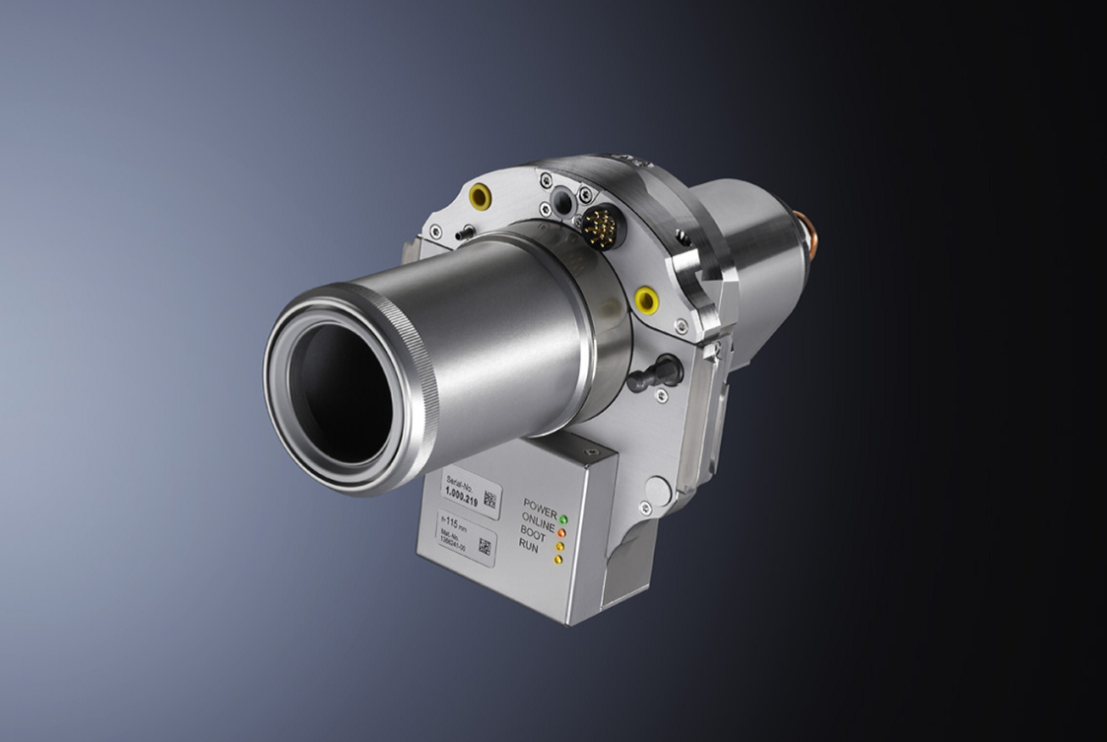 Рис.3. Режущая головка CO2-лазера TruFlow Для оптимального результата работы фокус должен быть настроен в определенной точке на поверхности заготовки. Все соединения для питающих шлангов и кабелей были интегрированы в интерфейс. Таким образом, для автоматического создания всех соединений достаточно установить режущую головку в крепление. Механизм отклонения посредством системы считывания данных режущей головки, контролируемой датчиками, немедленно останавливает движение в случае столкновения и предотвращает повреждение подключения режущей головки. Режущая головка отклоняется; затем ее снова можно установить в исходное положение вручную. При небольшом столкновении режущая головка автоматически переходит в нужное положение. Затем без необходимости проведения других наладочных работ можно продолжать обработку. Через режущее сопло, которое дополнительно охлаждается очищенным сжатым воздухом, излучение и режущий газ подводятся на заготовку для ее обработки. |