Содержание Введение 7 1 Описание конструкции 9
 Скачать 427.94 Kb. Скачать 427.94 Kb.
|

|
Для изготовления вертикального резервуара выбрана сталь 12X18Н9Т. Данная сталь относится к коррозионностойким жаропрочным сплавам. Обладает достаточно высокой жаростойкостью: 600 - 800°С. Область применения 12X18Н9Т довольно широка: - детали, стойкие к электрохимической и химической, межкристаллитной коррозии, а также коррозии под напряжением; - слабонагруженные или ненагруженные элементы, стойкие к химически активным газовым средам и работающие при температурах 550- 800°С; - нагруженные детали, эксплуатирующиеся в течение 5000-10000 часов при температуре до 600°С; - для изготовления сварной аппаратуры, труб и деталей печной арматуры, а также муфелей, теплообменников, деталей выхлопных систем, сортовых и листовых деталей. Таблица 1.2 - Общая характеристика стали 12Х18Н9Т 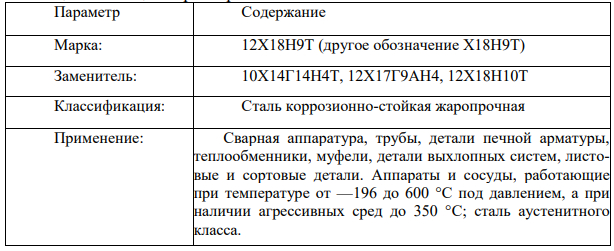 Таблица 1.3 - Химический состав в % стали 12X18Н9Т ГОСТ 5632 - 72  Свариваемость стали - без ограничений. Таблица 1.4 - Механические свойства при Т=20°С материала 12Х18Н9Т.  Расшифровка обозначений для таблицы 1.4: • σв- Предел кратковременной прочности, МПа • σT- Предел пропорциональности (предел текучести для остаточной деформации), МПа • σ5- Относительное удлинение при разрыве, % • φ - Относительное сужение, % 1.3 Выбор сварочных материаловРоссийские предприятия, выпускающие подобные изделия, работают в соответствии с ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки низколегированных сталей с особыми свойствами». Общепринятая квалификация продукции: сварочные электроды ОЗЛ-6-2; ОЗЛ-6-2,5; ОЗЛ-6-3; ОЗЛ-6-4; ОЗЛ-6-5. Где применяются ОЗЛ-6 Из-за своих особенностей такие расходники используются тогда, когда нужно изготовить швы и соединения низкоуглеродистых сталей, металлов с малым содержанием легирующих добавок, жаропрочных сплавов, литых и катаных конструкций, устанавливаемых в местах с агрессивной средой. Рабочие характеристики сохраняются при температурах до + 1000 °С. Режимы сварки Методика работы с электродами представлена в таблице:
Технические характеристики Применение ОЗЛ-6 связано с их техническими характеристиками:
|