Содержание Введение 7 1 Описание конструкции 9
 Скачать 427.94 Kb. Скачать 427.94 Kb.
|

2.2 Источник питанияРучная электродуговая сварка в настоящее время остается одним из самых распространенных способов сварки. Это объясняется возможностью сварки в различных пространственных положениях и в местах, недоступной для механизированных способов сварки, также простотой и мобильностью применяемого оборудования. Для выполнения сварочных работ и изготовления вертикального резервуара выпрямитель ВДМ – 1601(Приложение 2), так как он наиболее удобен. При использовании выпрямителя легко можно подобрать силу тока.  Выбор источника питания зависит от внешней вольт - амперной характеристики. Работа выполнялась ручной дуговой сваркой, используя выпрямитель, имеющий жесткую вольт - амперную характеристику. Сварочный выпрямитель многопостовой ВДМ–1600 предназначен для питания сварочной дуги постоянным током, от сети трехфазного переменного тока при ручной дуговой сварки. Он состоит из сварочного трансформатора с подвижной первичной катушкой, выпрямительного кремниевого блока с вентилятором, пусковой и защитной аппаратуры. При параллельном соединении обмоток в электрическую цепь получают диапазон больших токов (рисунок 3). Первичная обмотка подвижна, с помощью ее ведется регулирования силы тока. 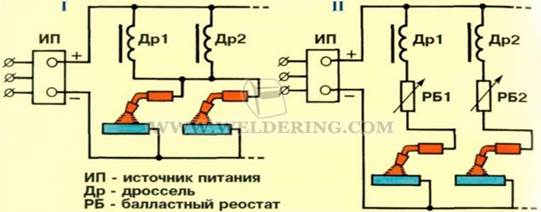 Рисунок 3 - Электрическая схема подключения выпрямителя Техническая характеристика выпрямителя ВДМ 1601 Напряжение 3x380 В Частота 50 Гц Номинальный сварочный ток 1600 А (100%) Коэффициент одновременности работы постов 0,5 Номинальный сварочный ток одного поста 315 А (100%) Количество одновременно работающих постов 9 шт Напряжение холостого хода 75 В Номинальное рабочее напряжение 60 В Потребляемая мощность 96 кВА Коэффициент полезного действия, не менее 80 % Габаритные размеры 1010х690х810 мм Масса 300 кг Для выполнения работы целесообразно для изготовления ограждения в качестве сварочного оборудования, использовать сварочной выпрямитель, сварочный инвертор, так как при постоянном токе удобно проводить сварочные работы. 2.3 Расчет режимов сваркиРасчет режимов сварки продольного шва С7 ГОСТ 5264-80 Для сварки продольного шва изделия применяем двухсторонний стыковой шов без разделки кромок по ГОСТ 5264-80. Условное обозначение сварного соединения – С7.Данный шов является наиболее оптимальным для данного изделия, т.к. обеспечивает надежную сварку деталей. Толщина металла S-10 мм; величина зазора -b = 0+1 мм; ширина шва - е = не более 23 мм; высота усиления - q = 3 мм. 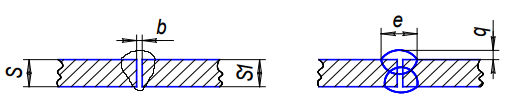 Рисунок 2.1 - Сварное соединение С7 ГОСТ 5264-80 для сварки продольного шва Сила сварочного тока, А, рассчитывается по формуле: где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм. Сила сварочного тока примерно 80 А. Расчет скорости сварки, м/ч, производится по формуле: где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2; ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3). Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле: где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3). Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле: где FНП – площадь наплавляемой поверхности, см2; hН – требуемая высота наплавляемого слоя, см. Время горения дуги, ч, (основное время) определяется по формуле: Полное время сварки (наплавки), ч, приближенно определяется по формуле: где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55. |