Лекции ТО и монтаж электрооборудования. Содержание Введение. Общие вопросы монтажа и эксплуатации электроустановок и электрооборудования
 Скачать 0.71 Mb. Скачать 0.71 Mb.
|

|
Электропроводки в трубах является более дорогим и трудоемким видом проводок, позволяющим защитить провода и кабели от механических повреждений, пыли и вредных воздействий окружающей среды. Для монтажа используются стальные водопроводные , электросварные, полиэтиленованые, полипропиленованые и винопластовые трубы в зависимости от состояния безопасности помещения. На начальном этапе выполняют заготовку труб, проводов и кабелей, маркировку их жил в МЭЗ по проектным чертежам или эскизам. Монтаж трубопроводов начинают с мест, имеющих точную привязку к силовым пунктам, ответвительным щитам и т.п..При открытой проводке трубопроводы крепят к элементам зданий и сооружений на опорных поверхностях скобами, хомутами, накладками - сварка не допускается. Расстояния между точками крепления для стальных труб должно быть не больше 2,5-3-3,5 и 6 метров при их диаметрах соответственно: 15-25-40 и 100мм. При монтаже пластмассовых следует учитывать большой коэффициент их температурного линейного расширения и обеспечить возможность их свободного перемещения. В местах соединения и разветвления проводок устанавливают протяжные коробки или ящики, а при обходе препятствий и для подключения электродвигателей и аппаратов применяют металлорукова. Расстояния между протяжными коробками – не более 75м.- на прямых участках, 50м.- при одном, 40м.- при двух и 20м.- при трех изгибах. Соединения и ввод труб в помещениях с повышенной опасностью выполняются с помощью муфт с уплотнением на сурике. Затяжку проводов в очищение трубы производят с помощью стальной проволоки и механизма с ручным или электрическим приводом. При протяжке для защиты проводов от повреждения на концы труб устанавливают пластмассовые втулки. Монтаж на лотках и в коробах. Приведенные способы прокладки кабелей применяют при небольшом их количестве. При увеличении числа кабелей проложить их по элементам зданий и в трубах становится практически невозможным. В таких случаях кабели прокладывают на лотках и в коробах. Лотки представляют собой открытую металлическую конструкцию двух типов: сварные и перфорированные. В отличие от лотков короба имеют закрытую полую конструкцию прямоугольного типа. Они могут быть глухими, со съемными или открывающимися крышками. Короба обеспечивают защиту кабелей и проводов от механических повреждений, пыли и других загрязнений. В комплект лотков и коробов входят элементы, обеспечивающие создание трассы с необходимыми поворотами и разветвлениями в горизонтальной и вертикальной плоскостях, а также элементы для их соединения и закрепления. При соединении лотков обеспечивается непрерывная электрическая связь для создания цепи заземления. Прямые секции лотков и коробов изготовляются длиной, равной 2 и 3 м. Рабочая ширина перфорированных лотков 50 и 100 мм, сварных — 200 и 400 мм. Короба изготовляются высотой равной 50, 100 мм, и шириной,равной 100, 150 и 200 мм. Монтаж электропроводок в лотках или коробах сводится к их установке и креплению на опорные конструкции, укладке в них заготовленных мерных отрезков кабелей и проводов, закреплению их и выполнению необходимых соединений. На лотках кабели, как правило, укладывают в один ряд с зазором или без зазора между ними. Однако возможна прокладка и пучками вплотную друг к другу в два-три слоя. В пучке должно быть не более 12 проводов. В коробах как кабели, так и провода могут прокладываться многослойно с произвольным расположением. Суммарная площадь их сечения, рассчитанная по наружным диаметрам, не должна превышать 40% сечения короба в свету. Пучки кабелей и проводов скрепляют бандажами — на горизонтальных участках на расстоянии не более 4—5 м, а на вертикальных — не более 1 м. При горизонтальной установке лотков и коробов крепление проводов и кабелей на прямых участках не требуется, при вертикальной же установке — провода кабели закрепляются на расстоянии, не превышающем 1 м, а в метах поворота трассы или ответвления — 0,5 м до и после поворота или ответвления. . 2.3 Соединение и присоединение проводов и кабелей Надежность работыэлектропроводок иэлектроустановок в значительной степени определяется качеством контактных соединений жил проводов и кабелей.В месте соединения проводников возникаетпереходноесопротивление электрического контакта, обусловленное поверхностями оксидными пленками и микрошероховатостями контактируемых поверхностей. Переходное сопротивление зависит от физических свойств соприкасающихся материалов, их состояния (загрязненности, окисления) силы сжатия в месте контакта, площади соприкосновения, температуры нагрева и др. Во время эксплуатации контактные соединения подвергаются разрушающему воздействию агрессивной окружающей среды, ударным и вибрационным нагрузкам, действию температур нагрева токопроводящих жил. Поэтому способу соединения, качеству заполнения и обеспечению стабильности контактного сопротивления уделяется большое внимание. Контактные соединения могут быть разборными и неразборными. В разборных соединениях разъединение, соединение осуществляются без его разрушения, а в неразборных разъединить их можно, только разрушив соединение. Разборные соединения дороже неразборных, в процессе эксплуатации необходимы их периодический контроль и подтягивание. Неразборные соединения обеспечивают стабильность переходного сопротивления и практически исключают надзор и обслуживание при эксплуатации. Поэтому разборные соединения применяют, когда по условиям эксплуатации необходимо отсоединять провода и кабели: в электрических машинах и аппаратах, светильниках, распределительных устройствах, во вторичных цепях и т. п. Исполнение выводов и устройств для соединения жил должно обеспечивать удобство монтажа, не допускать передачу давления на проводник через изоляцию, выдерживать воздействие агрессивной окружающей среды. Площадь устройств соединения должна быть достаточной, чтобы при максимальной нагрузке температура не превышала допустимых значений, а их конструкция исключала разрушение проводника и расчленение проволок. Жилы к электрооборудованию могут присоединяться с помощью плоских, штыревых, гнездовых, штифтовых, лепестковых и желобчатых выводов. Присоединение жил сечением до 10 мм2 к выводам может выполняться без наконечника, более 16 мм2 - с наконечниками. Способы соединения, оконцевания жил наконечниками определяются уровнем напряжения, материалом и сечением жил, требованиями обеспечения надежности, а также наличием соответствующего оборудования и материалов. Длина разделки жил зависит от способа соединения и сечения жил и приводится в соответствующих инструкциях. При соединении и оконцевании жил проводов и кабелей применяют медные гильзы серии ГМ и алюминиевые серий ГД, ГАО, медные наконечники серий Т и П , медноалюминиевые серий ТАМ и ШП, алюминиевые серий ТА, ЛАТ, ЛАС, ШАС. Для обеспечения надежного контактного соединения проводники жил очищают от грязи и пропиточного состава и зачищают до блеска. Для предохранения алюминиевых жил от быстрого окисления зачистку выполняют под слоем нейтральной смазки. Соединения, не требующие стабилизации электрического сопротивления, могут выполняться стальными крепежными изделиями, защищенными от коррозии. Для стабилизации электрического сопротивления применяются крепежные изделия из цветных 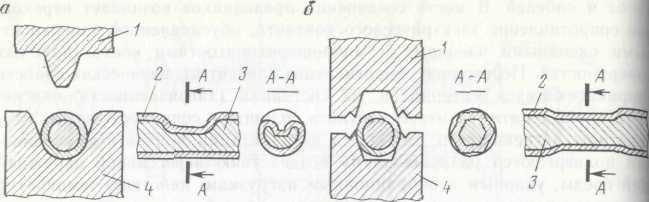 Рис.2.1. Способы соединения жил опрессованием: а-вдавливанием; б- сплошной прессовкой металлов, тарельчатые пружины, переходные детали в виде пластин, наконечников, шайб увеличенного размера и др. Для неразборных контактных соединений и оконцевания применяют опрессовку, пайку и сварку. Oпpecсование. Применяется для присоединения и ответвления медных и алюминиевых жил проводов и кабелей сечением от 0,75 до 240 мм2напряжением до 10 кВ и для оконцевания напряжением до 35 кВ, а также для соединения и ответвления проводов и тросов воздушных линий электропередачи. Преимущества этого метода соединения - простота, автономность, достаточно высокая производительность и широкий диапазон сечений жил. Однако этот способ требует строгой соблюдения технологии соединения, а в процессе эксплуатации возможно повышение переходного сопротивления в результате образования оксидных пленок в соединении, что вызывает необходимость их периодического контроля. Соединение опрессованнем может быть выполнено местным вдавливанием или сплошной опрессовкой. Опрессовку жил валюминиевых наконечикахпроизводят двухзубым вдавливанием, а в медных – однозубым. При соединении жил в гильзах выполняют соответственно четырех- и двухзубое вдавливание. Для опрессования соединении применяют механические и гидравлические пресс-клещи ПК-2м и КП-1м и клещи ГКЯ а также механические и гидравлические прессы РГП-7м, РМП-7мВ ПГЭП-2. Опрессовка производится с помощью сменного уиифицип ванного инструмента для двух- и однозубого вдавливании УИИ-21 УНИ-IA, УСА и др. Для сплошного обжатия наконечников и гильз применяют инструмент НИСШО и пресс ПГР-20м. Опрессовку следeт производить до упора пуансона в плечики матрицы. Высокое качество и надежность выполненного соединения и оконцевания опрессовкой могут быть обеспечены только при правильном подборе гильз и наконечников, инструмента и механизмов, а также при соблюдении технологии работ. Пайка. Применяется для соединения и ответвления многопроволочных жил в гильзах или специальных формах непосредственным оплавлением припоя или способом полива, при оконцевании жил наконочника. 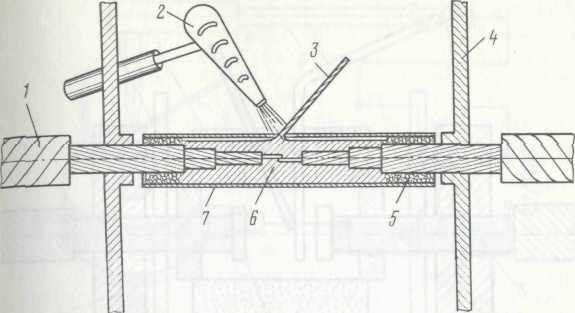 Рис.2.2 . Схема пайки жил кабеля: / _ жила кабеля. 2- горелка; 3-палочка припоя. 4 - тепловые экраны; 5 — асбестовая подмотка. 6 - рас плавленный припой, 7 - форма ми типа П и пропайки жилы, оформленной в монолитный стержень или кольцо, а также для соединении и ответвления медных и алюминиевых жил сечением до 10 мм2 в скрутках с пропайкой. Этот способ обеспечивает высокую стабильность контактного соединения, возможность соединения медных и алюминиевых жил. К недостаткам соединения жил в широком диапазоне сечением до 240 мм2 для алюминиевых и до 300 мм2 для медных следует отнести его малую производительность и возможность разрыва контактного соединения при сквозных токах короткого замыкания в случае применения оловянистых припоев. Поэтому пайку следует применять, когда нельзя применить сварку и опрессовку. Дли пайки алюминиевых жил используют припой оловянно-медно-цинковый марки А, цинко-оловнниетый — ЦО-12 и цинко-алюминие-выи— ЦА-15, для пайки медных жил — оловянно-свинцовый ПОС-40 и ПОС-61. Последний применяется для тонких медных проводников. Пайку медных жил выполняют с флюсом (канифолью, КСп или ЛТИ-120), наносимым на место пайки перед сплавлением припоя. Перед пайкой производят лужение жил. Инструмент для пайки должен соответствовать ее технологии. Схема пайки жил кабеля непосредственным сплавлением припоя приведена на рис.2.2. При соединении и ответвлении алюминиевых жил используют разъемные или неразъемные стальные формы , стандартные соединительные и ответвительные медные луженые гильзы. После нанесения припоя концы жил помещают в форму и палочку припоявносят в пламя горелки.Для предотвращения повреждения края изоляции обматывают асбестовым шнуроми надевают тепловые экраны. Соединение и ответвление поливом для алюминиевых жил производят в стальных разъемных формах, а медных жил — в гильзах. Установку и уплотнение форм выполняют так же, как при пайке, непосредственым 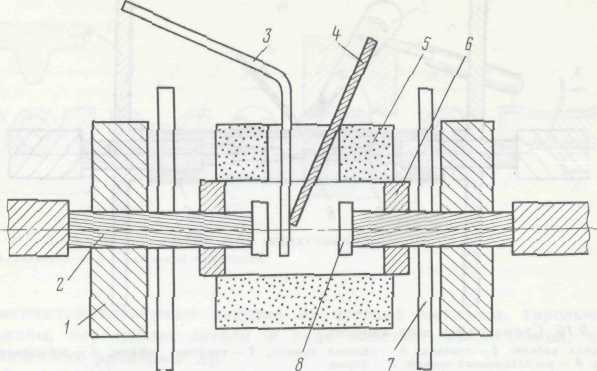 Рис 2.3 Схема термитной сварки: / — охладитель, 2 — жила кабеля; J — мешалка: 4 — присадочный пруток; 5 — термитный патрон 6 - уплотнение асбестовым шнуром; 7 -экран. 8 — алюминиевый колпачок сплавлением припоя. При этом исключаются лужение жил и установка экранов и охладителей. Припой расплавляют в тигиле. После разогрева тигиля форму или гильзу заливают расплавленные припоем через литниковые отверстия паяльной ложкой. Длительность пайки поливом не должна превышать 1 —1,5 мин. После снятия формы удаляют излишки припоя и зачищают соединение. Медные жилы с алюминиевыми соединяют такими же способами Для оконцевания медных и алюминиевых жил используют медные штампованные наконечники типа П. После установки наконечника на жилу к нижней части подматывают асбестовый шнур и выполняют пайку нагреванием цилиндрической части наконечника введением в негоприпоя. Пайка скруток медных жил небольшого сечения может выполняться паяльником. Сварка. Существенными преимуществами применения сварки являются возможность соединения жил большого сечения и обеспечение стабильного контактного соединения. Наиболее широко применяют электросварку термитную и газовую. Термитнуюсварку применяют для соединения, оконцевания алюминиевых и сталеалюминиевых жил суммарным сечением до 800 мм2. Для сварки используют термитные патроны ПА и ПАТ предусматривающие термитный муфель, кокиль и алюминиевый колпачок. При выполнении сварки используют набор приспособлений НТС 2М, содержащий охладители и соединительные планки для их установки, раздвижной штатив, кисточки, ключи, защитные очки и др. Подготовленный к сварке патрон поджигают термитной спичкой и в литниковые отверстия вводят покрытый флюсом присадочный пруток. По окончании горения, когда расплавятся жилыи литниковые трубы заполнятся жидким металлом, который перемешивают мешалкой для устранения раковин и выпуска газов и шлаков. После застывании металла скалывают муфель, удаляют кокиль и литниковую прибыль. Неровности от сварки сглаживают напильником. При оконцевании жил термитной сваркой применяют наконечники ЛАС и ЛАШ. Электросваркаконтактнымразогревом. Соединения и ответвления скрутки однопроволочных жил суммарным сечением до 10 мм2 могут осуществляться клещами с угольными электродами и аппаратом ВКЗ-1. Аппарат ВКЗ-1 состоит из сварочного пистолета, в котором имеются губки для зажима проводов, угольный электрод и контактная система для управления подачей напряжения для сварки. Зачищенные и скрученные жилы зажимают в губках аппарата так, чтобы их концы упирались в лунку угольного электрода. При нажатии спускового крючка включают ток. Угольный электрод под действием пружины автоматически подается вперед по мере оплавления жил. Сварка прекращается после оплавления жил на заданной длине. Для соединения многопроволочных жил сечением от 10 до 240 мм2 по торцам методом контактного разогрева используют формы из графитного угля или стали. Для сварки применяют трансформаторы переменного токамощностью 1,5—2 кВт со вторичным напряжением 8—12 В. Обмотки трансформатора подключают одним концом к охладителю, адругим к электродержателю. Жилы сечением более 70 мму предварительно сплавляют в монолит, после этого их сваривают. Оконцевание жил производят так же, как и соединение. При этом применяют наконечники типов А и ЛА. Газоваясварка. Для газовой сварки применяют сжиженные газы: бутан, пропан или их смеси. При пропано-воздушной сварке горение поддерживается кислородом воздуха, при пропано-кислородной -кислородом, поставляемым в баллонах к месту выполнения работ. Пропан-воздушная сварка применяется для соединения скруток жил суммарным сечением до 20 мм2. Для ее выполнении используют серийно изготовляемый набор ОГК-19. состоящий из горелки, рукава с баллонным штуцером, двух баллонов вместимостью I л и других приспособлений. После подготовки скрутки жил ее нагревают пламенем горелки до образования капли на конце скрутки, свидетельствующей о том, что жилы сварились. Пропан-кислородную сварку применяют для сварки скруток одно-проволочных алюминиевых жил суммарным сечением до 35 мм2 и медных — до 20 мм2, соединения встык одно- и многопроволочных жил иответвлений типов кабель — кабель и кабель—пластина сечением до 1500 мм', сварки алюминиевых и сталеалюминиевых проводов воздушных линий и ответвлений сборных шин сечением до 700 мм2, а также для оконцевания жил сечением до 150 мм2. В комплект принадлежностей и приспособлений для пропано-кислородной сварки входят: кислородные баллоны, редукторы, переходные вентили, резино-тканевые рукава, двух- и трехфакельные горелки, охладители клещевого и разъемного типов и др. Сварку выполняют в формах ФС при соединении жил и в формах ФА — при ответвлении. Для оконцевания жил применяют наконечники Л А и ЛАС. После полготовки жил к сварке формы с помощью горелок разогревают до красного цвета и вводят присадку. Расплавленный металл перемешивают нихромовой мешалкой. После остывания форму разбирают, удаляют литниковую прибыль и напильником зачищают неровности. Контроль качества соединения осуществляют внешним осмотром и применением специальных средств проверки и измерения. В соединениях, выполняемых опрессовкой, наконечники и гильзы должны соответствовать сечению и конструкции жил, а материалы и пуассоны — наконечникам и гильзам. В местах вдавливания не должно быть порывов, трещин, неровностей, заусениц, а лунки должны быть расположены соосно и симметрично относительно середины гильзы или хвостовика наконечника. Правильность глубины вдавливания проверяют специальным измерителем или штангенциркулем с насадкой. 2.4 МОНТАЖ ТОКОПРОВОДОВ Передачу энергии большой мощности в одном направлении рекомендуется осуществлять гибкими или жесткими токопроводами. Они представляют собой изолированные или неизолированные проводники с относящимися к ним изоляторами, защитными оболочками, ответвительными устройствами, поддерживающими и опорными конструкциями. Токопроводы могут быть гибкими при использовании проводов и жесткими при использовании шин. Жесткие токопроводы до 1 кВ, изготовляемые серийно комплектными секциями, получили название шинопроводов. В комплект шинопровода входят прямые, угловые, тройниковые, присоединительные, ответвительные и переходные секции, позволяющие собирать шинопроводы любой конструкции. Магистральные электрические сети напряжением до 660В выполняют шинопроводом ШМА на токи 1600, 2500 и 4000 А. К ним присоединяют мощные электроприемники, силовые распределительные пункты и распределительные шинопроводы. Распределительные шинопроводы серии ШРА изготовляют на токи 250, 400 и 630 А. Последние предназначены для присоединения к ним электроприемников сравнительно небольшой мощности. Для питания передвижных электроприемников (кранов, кран-балок, тельферов) применяют троллейные шинопровода ШТМ или ШТА соответственно с медными и алюминиевыми троллеями на ток 250—400 А. Для осветительных сетей используют осветительные шинопроводы серии ШОС на токи 25—100 А. Монтаж шинопроводов сводится к сборке серийно изготовляемых секций на линии (трассе) и предусматривает подъем, установку и крепление секций или блоков, их соединение и изолирование мест соединения, выполнение заземления, проверку правильности фазировки и замер сопротивления изоляции. Шины блоков или секций могут соединяться специальными болтовыми сжимами или сваркой. Техника безопасности при монтаже электропроводок и токопроводов. Помимо соблюдения общих правил по технике безопасности должен выполняться ряд мер, характерных для монтажа электропроводок. С целью исключения падения материалов и изделий при подъеме и расположении на высоте они должны надежно укладываться и закрепляться. Прокладка проводов и кабелей разрешается только после окончательного закрепления труб, лотков и коробов. Ходить по ним не разрешается. Концы труб для прокладки проводов должны быть опилены и зачищены от заусенцев. Монтажник, подающий провод или кабель в трубы, должен работать с особой осторожностью, остерегаясь затягивания рук в трубу, для этого расстояние между руками и трубой должно быть не менее 0,3 м. Пайка способом заливки расправленного припоя в форму должна производиться в брезентовых удлиненных рукавицах, при передаче тигля с расплавленным припоем его следует установить на землю, а не передавать из рук в руки. Разбивка форм после окончания пайки разрешается только после их охлаждения. 2.5 МОНТАЖ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ Воздушные линии электропередачи находят широкое применение как для внешнего электроснабжения, так и для передачи и распределения электроэнергии между потребителями горных предприятий. В таких линиях электроэнергия передается по голым проводам, расположенным на открытом воздухе и закрепляемым при помощи изоляторов и арматуры к опорам или кронштейнам и стойкам на зданиях и инженерных конструкциях. ВЛ внешнего электроснабжения могут быть одно- или двухцепными. К основным элементам воздушных линий относятся: опоры, провода, изоляторы и арматура. Опоры. По характеру воспринимаемых нагрузок они разделяются на два вида: полностью воспринимающие тяжение от проводов и тросов и не воспринимающие такого тяжения. В зависимости от этого применяют следующие типы опор: промежуточные — устанавливаемые на прямых участках трассы; анкерные — устанавливаемые в местах изменения трассы, числа, марок и сечения проводов, а также на пересечении ВЛ с различными сооружениями. На базе анкерных опор могут выполняться концевые и транспозиционные опоры. Для монтажа ВЛ применяют типовые унифицированные опоры. Они могут быть деревянными, комбинированными (стойки деревянные, пасынки железобетонные), железобетонными, а для линий 110 кВ и выше — металлическими. Основной недостаток деревянных опор — сравнительно небольшой срок службы, а металлических — большая стоимость. Поэтому в настоящее время широкое распространение получают железобетонные опоры, которые имеют большой срок службы и исключают большие капитальные и эксплуатационные расходы. Деревянные опоры изготовляют из леса не ниже III сорта, пропитанного антисептиками. Глубина зарубов, затесов и отколов не должна превышать 10% диаметра бревна и отличаться от проектного значения более чем на 5 мм. Для железобетонных опор напряжением до 10 кВ применяют, как правило, вибрированные стойки, а для опор напряжением 35 кВ 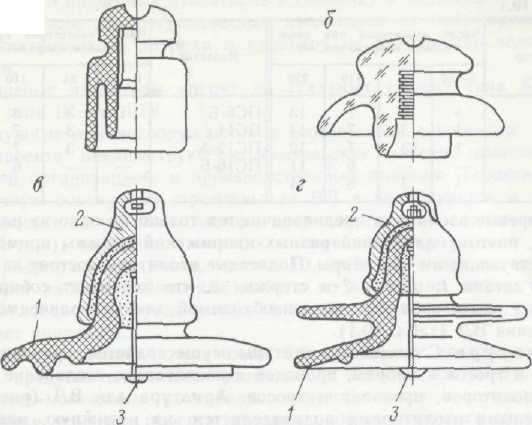 Рис.2.4 Изоляторы для воздушных линий: а — штыревой ТФ; б — штыревой ШС- 10А; в — подвесной нормальный ПФ6-А; г — подвесной для загрязненных районов н выше — центрифугированные. С целью предохранения арматуры от коррозии опоры на заводе-изготовителе покрываются гидроизоляцией. Поверхность опор не должна иметь раковин и выбоин более 10 мм по длине, ширине и глубине, а при меньшем размере их должно быть не более двух на 1 м длины опоры. Стальные опоры изготовляют в виде отдельных секций, элементы которых соединяются сварным или болтовым креплением. Конструкция этих опор должна соответствовать требованиям главы СНиП на изготовление, монтаж и приемку металлических конструкций. Провода. Применяемые на ВЛ провода должны иметь высокую электрическую проводимость, достаточную механическую прочность и быть устойчивыми против коррозии. При сооружении ВЛ применяют медные провода марки М, алюминиевые — А, сталеалюминиевые — АС, стальные — ПС, стальные тросы — ТК. Стальные оцинкованные тросы применяют для защиты ВЛ от грозовых перенапряжений. Изоляторы. На ВЛ до 1000 В применяют штыревые изоляторы, на ВЛ 6—35 кВ — штыревые и в обоснованных случаях подвесные, на ВЛ НО кВ и выше — только подвесные (рис. 10.1). Как штыревые, так и подвесные изоляторы изготовляют фарфоровыми или стеклянными. Они должны иметь высокую механическую и электрическую прочность, а также обладать достаточной теплостойкостью в широком диапазоне изменения температуры воздуха. При сооружении ВЛ в районах с загрязненной средой должны применяться специальные изоляторы, предназначенные для работы в таких условиях и обеспечивающие требуемую надежность. Штыревые изоляторы предназначаются только на одно напряжений ВЛ, поэтому для линий разных напряжений должны применяться соответствующие им изоляторы. Подвесные изоляторы состоят из изолирующей детали , шапки и стержня,что позволяет собирать из отдельных изоляторов гирлянды необходимой длины в зависимости от напряжения ВЛ .
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||