курсовая. Борис Зарубин 2000(05.03). Содержание введение Основная часть
 Скачать 240.65 Kb. Скачать 240.65 Kb.
|

|
2.6. Расчет производства площади поста Обслуживание будет осуществляться на тупиковых универсальных постах, поэтому площадь зоны будем рассчитывать по формуле:  (37) (37) площадь, занимаемая автомобилем в плане (по габаритным размерам) площадь, занимаемая автомобилем в плане (по габаритным размерам) число постов число постов коэффициент удельной площади помещения, занимаемой автомобилем на 1м² площади коэффициент удельной площади помещения, занимаемой автомобилем на 1м² площади для зон ТО и ТР = 4 – 5м², для маленького автомобиля – 5, большого – 4 для зон ТО и ТР = 4 – 5м², для маленького автомобиля – 5, большого – 4 Выбираем сетку колонн для автомобилей ВАЗ-2110 «12*6». Так как у нас 2 поста, то 12*6*2=144  Для дальнейших расчётов принимаем площадь зоны 144 .Расчёт освещения Расчёт естественное освещение Световая площадь оконных проёмов Fок= Fз*α (38) Fок= 144*0,3 = 43,2м2 Fз – площадь зоны (участка) α – световой коэффициент (определяется по межотраслевым правилам по охране труда приложение №5) Определение числа окон  (39) (39)   Из-за недостатка стен оконных проёмов, в верхней части здания устанавливаем фрамугу. Число окон установленных в стенах равно 8, площадь одного окна равна 3м2. 8*3=24м2 – площадь, занимаемая окнами установленными в стенах. Определяем площадь фрамуги  (40) (40)Площадь фрамуги равна 19,2м2 . Окна будут располагаться с двух сторон, поэтому длина одного окна равна 9,6м, высота 1м. Расчёт искусственного освещения  (41) (41)  - коэффициент запаса мощности, учитывающий снижение мощности в процессе эксплуатации (1,1 – 1,3) - коэффициент запаса мощности, учитывающий снижение мощности в процессе эксплуатации (1,1 – 1,3)Е – норма освещённости, люкс (ПОТ-Р-М027-2003)  - коэффициент использования светового потока (0,5 – 0,6) - коэффициент использования светового потока (0,5 – 0,6) - КПД источника света (0,6 – 0,9) - КПД источника света (0,6 – 0,9)Определение количества ламп  (42) (42) n – количество ламп   Лампа люминесцентная ЛБ40, световой поток 3000 лм, световая отдача 75,0 лм/Вт. Расчёт вентиляции Определение мощности вентилятора  (43) (43)       (44) (44)  К – кратность обмена воздуха  (45) (45)   Высота потолка участка равна 3 метра, так как отсутствуют подвесные устройства. По рассчитанной мощности выбираем вентилятор типа А041-6: диаметр колеса – 500мм, мощность – 1кВт, скорость вращения – 930 об/мин. 3.1. Технологическая часть 3.2. Техника безопасности Меры безопасности при работе на фрезерных станках Перед включением автоматической подачи (самохода) подвести фрезу без ударов к материалу от руки и немного в него врезать, затем включить самоход. Не останавливать станок без полного выхода режущего инструмента с обрабатываемой детали. Во избежание травм не допускается на ходу станка: -проверка рукой чистоты обрабатываемой поверхности детали и остроты режущей кромки фрезы; -удаление с режущей грани и из-под фрезы стружки; -измерение обрабатываемых деталей; -охлаждение фрезы мокрой ветошью; -смазки и чистка станка; -подвод трубопровода эмульсионного охлаждения к фрезе и его крепление. При смене фрезы или по окончании работы, выбивая фрезу, придерживать её рукой сбоку, а не с торца. Сборные фрезы должны иметь устройства, предотвращающие вылет вставленных зубьев во время работы фрезы. Вращающааяся головка затяжного винта (шомпола) у горизонтальных-фрезерного станка опасна, особенно при небольших расстояниях между станками, так как она может захватить одежду рабочего. Поэтому надо быть осторожным при обходе работающего станка сзади. Запрещается применять тиски со сработанной насечкой губок. Меры безопасности при работе на токарных станках Устанавливать на станок только исправный инструмент, надежно и правильно закреплять его. Аккуратно обращаться с твердосплавными резцами при заточке и в процессе резания, а также предохранять резцы от ударов, так как твердые сплавы обладают повышенной хрупкостью. Резец должен устанавливаться по центру обрабатываемой детали. Установка (навинчивание), снятие (свинчивание) патрона или планшайбы со шпинделя производится при ручном вращении патрона. Не свинчивать патрон (планшайбу) внезапным торможением шпинделя. Не пользоваться зажимными приспособлениями, если изношены рабочие плоскости кулачков или губок. При закреплении деталей в центрах: -потереть и смазать центровые отверстия; -не применять центры с изношенными или забитыми конусами; -следить за тем, чтобы размеры токарных центров соответствовали отверстиям обрабатываемой детали; -не затягивать туго задний центр, надежно закреплять заднюю бабку и пиноль. При обработке длинных и тонких деталей в центрах ( длина более 10-12 диаметров) необходимо пользоваться люнетом. При обработке пруткового материала конец прутка, выступающий из шпинделя, ограждать на всю длину. Ограждение должно быть прочным, устойчивым и обеспечивать бесшумную работу. При нарезании резьбы плашками придерживать клупп суппортом, а не руками. Во избежание травм из-за поломки инструмента необходимо соблюдать следующие требования безопасности: включать сначала вращение шпинделя, а затем подачу, при этом обрабатываемую деталь следует привести во вращение до соприкосновения её с резцом, врезание производить плавно и без ударов; перед остановкой станка сначала отвести от обрабатываемой детали режущий инструмент, выключив при этом подачу, а затем выключить вращение шпинделя. Отводить инструмент на безопасное расстояние при выполнении следующих операций: -центрирование деталей на станке; -зачистке, шлифовании деталей наждачным полотном; -опиловке, шабровке, измерении деталей. При смене патрона и детали отводить подальше заднюю бабку. Не тормозить вращение шпинделя, нажимая рукой на вращающиеся части станка или детали. При отрезании тяжелых деталей или заготовок не придерживать отрезаемый конец детали руками. При опиловке, зачистке и шлифовке обрабатываемых деталей на станке: -не прикасаться руками или одеждой к обрабатываемой детали; -стоять лицом к патрону, держать ручку напильника левой рукой, не перенося правую руку за деталь; -запрещается пользоваться напильниками, шаберами и другими инструментами, не имеющими деревянных (пластмассовых) ручек. Заключение Для дальнейшего улучшения техническо-экономических показателей необходимо: -эффективно использовать имеющиеся оборудование; -эффективно использовать материалы, запчасти путем разработки научно-обоснованных норм их расходов; -снизить себестоимость работ путем ведения режима экономии по всем статьям затрат; -научиться работать в условиях самофинансирования, в условиях конкуренции; -укреплять финансовую дисциплину, путем четкой организации производственного процесса. Приложение 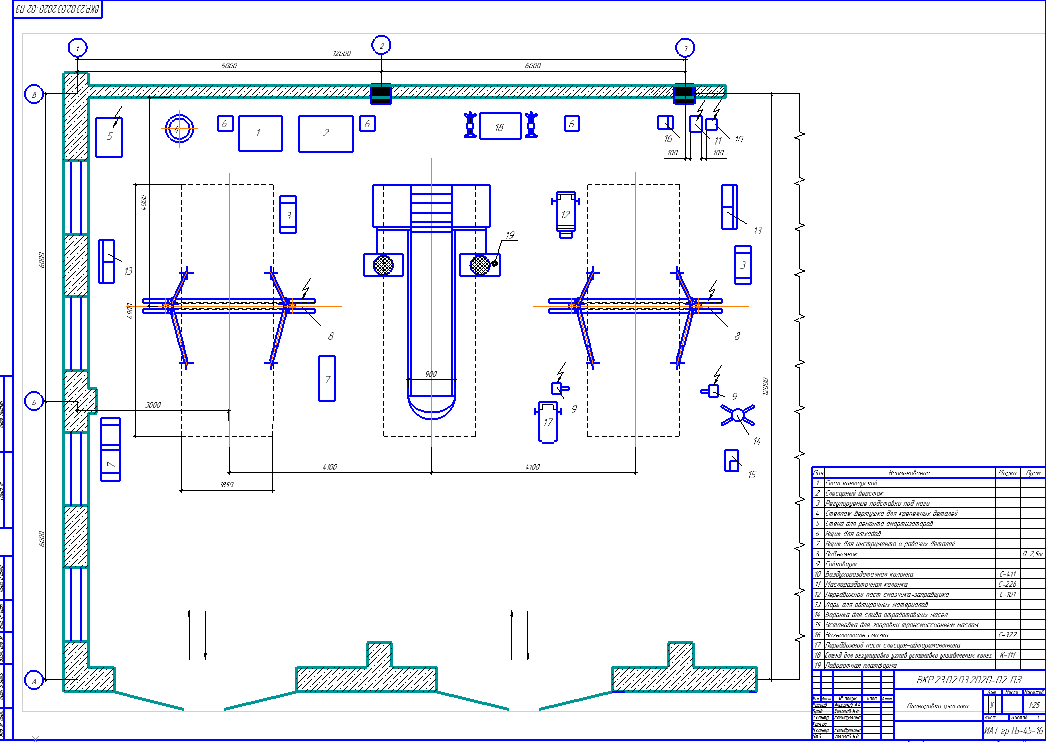 |