Краткий справочник гальванотехника - 1993 - Ильин. Справочник гальванотехника санктПетербург " политехника"
 Скачать 3.02 Mb. Скачать 3.02 Mb.
|

22. Палладирование и родированиеПалладирование. Палладий обладает большей стойкостью в агрессивных средах, чем серебро, и, будучи более дешевым материалом, широко применяется в радиоэлектронике вместо золота. Таблица 124. Скорость осаждения палладия, мкм/ч
Этому также способствует повышенная твердость и износоустойчивость. В герметизируемых системах при наличии органических продуктов из-за высокой каталитической активности палладия на его поверхности образуются продукты полимеризации, которые повышают переходные сопротивления до недопустимо большой величины. Палладиевые покрытия наносятся на детали из медных сплавов непосредственно или же по подслою никеля или серебра. Принимаются следующие значения: толщины покрытия: для защиты серебра от потемнения — 1—2 мкм; для трущихся контактов подслою никеля — 3—6 мкм. Для осаждения палладия и его сплавов применяют аминохлоридные, сульфаматные, фосфатные, хлоридные электролиты. Разряд палладия происходит из двухвалентного иона при различных выходах по току. Скорость осаждения палладия при различных плотностях тока представлена в табл. 124. Состав аминохлоридных электролитов (г/л) следующий: хлорид палладия — 15—25; хлористый аммонии — 15—20; аммиак водный до рН = 8,8÷9,5. Режим осаждения: температура 15-25 °С, катодная плотность тока 0,7—1,0 А/дм2, выход по току 80—98%. При перемешивании плотность тока может быть повышена до 4—5 А/дм2, однако выход по току при этом падает до 80%. Аноды нерастворимые: палладий, платинированный титан. Палладиевые аноды частично растворяются, из общего количества палладия в электролите около 2% приходится на долю анодов. Для приготовления электролита расчетное количество РdCl2 следует растворить в концентрированном растворе аммиака, взятом в трехкратном избытке, до получения прозрачного раствора тетрааминохлорида палладия желтого цвета. Процесс протекает по реакции PdCl2 + 4NH4OH Таблица 125. Основные неполадки при палладировании в тетрааминохлоридном электролите
Неполадки, встречающиеся при палладировании в тетрааминохлоридном электролите, приведены в табл. 125. Состав сульфаматного электролита (г/л) следующий: хлорид палладия (в пересчете на металл) — 10—14; хлорид аммония — 50; сульфаминовая кислота — 70—100; нитрит натрия — 40—80; аммиак до рН = 8,0÷9,0. Режим осаждения: температура 28—35 °С, катодная плотность тока 0,5—1,5 А/дм2, выход по току 40—50%. Электролит обеспечивает возможность получения гладких покрытий толщиной до 50—100 мкм без трещин при повышении концентрации палладия. Аноды нерастворимые — палладий или платинированный титан. Для приготовления сульфаматного электролита расчетное количество NН4С1 и NaNO3 растворяют в воде, затем в отдельном сосуде растворяют PdCl2 в минимальном объеме аммиака (25%-ного) при нагреве. Оба раствора сливают, вводят сульфат аммония и доводят раствор до рН 8÷9 аммиаком. Состав фосфатного электролита (г/л) следующий: хлорид палладия — 15—20; натрий фосфат двузамещенный — 100—120; аммония фосфат двузамещенный—50÷60; кислота бензойная — 1,5—3,0. Величина рН 6,5÷7,0, температура электролита 45—55 °С, катодная плотность тока 0,1—0,3 А/дм2. Аноды нерастворимые. Выход по току 75—80%. Фосфатные электролиты характеризуются стабильностью и меньшей чувствительностью к примесям, чем аминохлоридные и сульфаматные. Очень важно поддерживать величину рН в указанных пределах: при рН < 6,3 образуются пятнистые покрытия, при рН > 7 электролит мутнеет. В настоящее время разработано большое количество различных сплавов палладия; наиболее широкое применение получил сплав палладия с никелем, содержащий до 20% никеля. Этот сплав отличается более высокой твердостью и износостойкостью, но несколько меньшим переходным сопротивлением. Большим пре- Таблица 126. Состав электролитов и режимы осаждения сплавов
имуществом сплава является отсутствие каталитических свойств, что делает это покрытие более надежным в контактных системах. Для осаждения сплава Pd—Ni применяют аминохлоридный или сульфаматный электролит, представленные в табл. 126. Регенерация палладия из отработанных растворов осуществляется следующим образом: к отфильтрованному раствору добавить небольшими порциями 20—35%-ный раствор НС1 до рН 1. При этом происходит разрушение тетрааминохлорида палладия и образование желто-оранжевого осадка диаминохлорида палладия. Осадок отфильтровать и во влажном виде растворить в возможно малом количестве NH4OH. Полученный тетрааминохлорид использовать для добавки к рабочим электролитам. В фильтрате остается до 15% палладия от содержания его в электролите, который восстанавливается из кислого раствора металлическим цинком в виде черного порошка. Осадок промыть 10%-ным раствором НС1, а затем растворить в смеси концентрированной НС1 и 30%-ной H2О2. Полученный раствор PdCl2 прокипятить для разложения избытка Н2О2 и затем PdCl2 использовать для приготовления тетрааминхлорида палладия. Родирование. Родий обладает особо высокой стойкостью к воздействию кислот, щелочей, сернистых соединений и других агрессивных соединений. Родиевые покрытия длительное время coxpaняют неизменной высокую проводимость в контактах. Сочетание большой твердости и износостойкости родиевых покрытий с высокой электропроводностью определяет основное применение этого покрытия в электронике Толщина слоя родия для декоративных целей, мкм 0,12—0,25 Покрытия малонагруженных контактов, мкм . . . . 0,3—0,5 » нагруженных контактов, мкм ...... 4—5 Покрытия контактов, подвергающихся сильному ме- ханическому воздействию, мкм. ........ . . 10—20 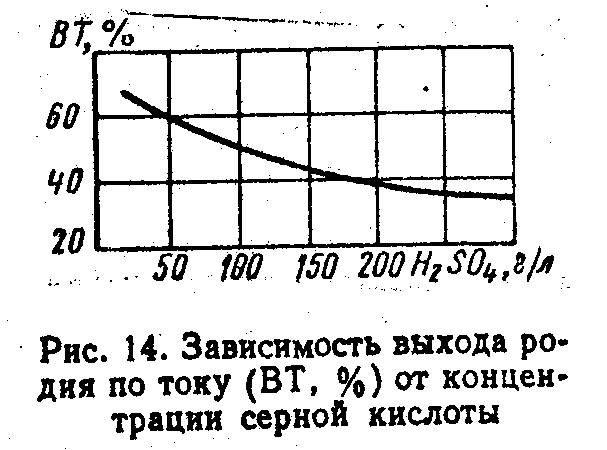 Для электроосаждения родия применяют главным образом сульфатные, сульфаматные и фосфатные электролиты. Ниже приведен состав (г/л) и режим работы сульфатного электролита как наиболее распространенного. Сульфат родия — 4—40 г/л, кислота серная — 50—160 г/л. Катодная плотность тока 0,5— 1,5 А/дм2 при температуре 18—25 °С; 2 А/дм2 при температуре 40—50 °С и 4—5 А/дм2 — при 80 °С. Аноды платиновые или из платинированного титана. Выход по току зависит от концентрации родия и серной кислоты — он увеличивается с увеличением концентрации родия и падает с ростом концентрации серной кислоты. Эти зависимости показаны на рис. 14. Наиболее простой и надежный способ приготовления электролита — растворение родия под воздействием переменного тока в присутствии перекиси водорода. Перед растворением родиевые пластины активируют в растворе НС1 (1:2) переменным током плотностью 50 А/дм2 в течение 5—10 мин, затем промывают, погружают в раствор H2SО4 (50 г/л) и включают в сеть переменного тока через понижающий трансформатор напряжением 12—18 В. Через 10—20 мин при плотности тока 20—30 А/дм2 вводят в раствор Н2О2, поддерживая ее концентрацию исходя из данных о скорости разложения Н2О2, приведенных в табл. 127. Из приготовленного таким образом электролита получают плотные осадки родия толщиной от 2 до 20 мкм без трещин и пор. Электрохимическим способом можно так же и корректировать электролит по родию. Таблица 127. Скорость разложения Н2О2 в зависимости от режимов растворения родия
Вредными примесями в электролите являются органические вещества и катионы Сu, Zn, Fe. При концентрации их более 0,001—0,002 г/л возникают трещины, питтинг. В присутствии Pb, Ag, Hg при содержании их до 0,001 г/л покрытия становятся темно-серыми, пятнистыми. | ||||||||||||||||||||||||||||||||||||||||||||||||