Техническая и эксплуатационная характеристики станции
 Скачать 1.6 Mb. Скачать 1.6 Mb.
|

|
3 Организация работы сортировочной горки 3.1 Определение времени на расформирование состава с горки Расформирование составов производится на механизированной сортировочной горке, оборудованной тремя тормозными позициями. Время расформирования включает в себя время заезда горочного локомотива под состав, надвига состава на горку, роспуска и осаживания вагонов. Технологическое время на расформирование одного состава определяется по формуле Тр-ф= tз + tнад + tросп + tос, (3.1) где tз – среднее время на заезд локомотива от вершины горки до хвоста состава в парке прибытия; tнад – среднее время надвига состава из парка прибытия до вершины горки; tрос – среднее время роспуска состава с горки; tос – среднее время на осаживание вагонов на путях сортировочного парка, приходящееся на один расформировываемый состав. Заездгорочного локомотива производится после отрыва от вершины горки последнего отцепа очередного распускаемого состава. Время заезда горочного локомотива в хвост состава в парке прибытия определяется в зависимости от расстояния заезда по формуле t з = где Vз – средняя скорость заезда (принимается Vз = 18 – 25 км/ч); Tн. д – время на перемену направления движения локомотива (tн. д= 0,15 мин). Длины полурейсов Длина первого полурейса заезда (расстояние от вершины горки до входной горловины парка прибытия) определяется по формуле где Длина второго полурейса определяется по формуле  Рис. 3.1. Схема заезда маневрового локомотива под состав в парке прибытия Рис. 3.1. Схема заезда маневрового локомотива под состав в парке прибытияНадвиг – это процесс передвижения состава вагонами вперед с пути приема на путь надвига до горочного сигнала на горбу горки. Время надвига состава на горку определяется по формуле  , (3.5) , (3.5)где Vн – средняя скорость надвига (Vн = 8 – 10 км/ч ). Роспуск – это процесс сортировки вагонов с горки. Время роспуска состава с горки определяется по формуле t рос = где m– число вагонов в составе; Vр – средняя скорость роспуска, которая определяется по таблице 3.1. в зависимости от среднего количества вагонов в отцепе (m/g); g– число отцепов, принимается из задания (приложение Е). Осаживание Время на осаживание вагонов со стороны горки для ликвидации «окон» на путях сортировочного парка определяется по формуле tос = 0,06 · m · nц , (3.7) где n – количество роспусков составов между двумя последовательными операциями осаживания. Осаживание производится после роспуска трёх составов. Рассчитанное значение округляется до целого значения. Таблица 3.1 Расчетная скорость роспуска
3.2 Определение горочного технологического интервала Параметром, характеризующим работу сортировочной горки, является горочный технологический интервал ( tг ) – среднее время занятия горки расформированием одного состава. Горочный технологический интервал определяется по формуле tг = где Tц. – горочный технологический цикл работы горки; nц – количество составов, распущенных за время цикла. Горочный технологический цикл – повторяющаяся последовательность технологических операций на горке от начала (окончания) одного осаживания до начала (окончания) следующего осаживания. Для определения Тц необходимо построить технологический график работы горки. Пример Построить технологический график работы горки и определить горочный цикл и горочный интервал при следующих расчетных данных: t з = 4 мин, t н = 3 мин, t р = 9 мин, t о = 4 мин.  Рис. 3.2. Технологический график работы горки при работе одного горочного локомотива Для данного примера горочный интервал в соответствии с формулой 3.8 равен t и = Рациональное взаимодействие процессов расформирования поездов с их прибытием на станцию проверяется условием, при котором расчетный интервал прибытия поездов в разборку должен быть больше или равен горочному интервалу, т. е. Если условие взаимодействия не выполняется, необходимо принять меры по сокращению горочного интервала, в частности, можно ввести дополнительный горочный локомотив. Технологический график работы горки при вводе второго горочного локомотива представлен на рисунке 3.3. 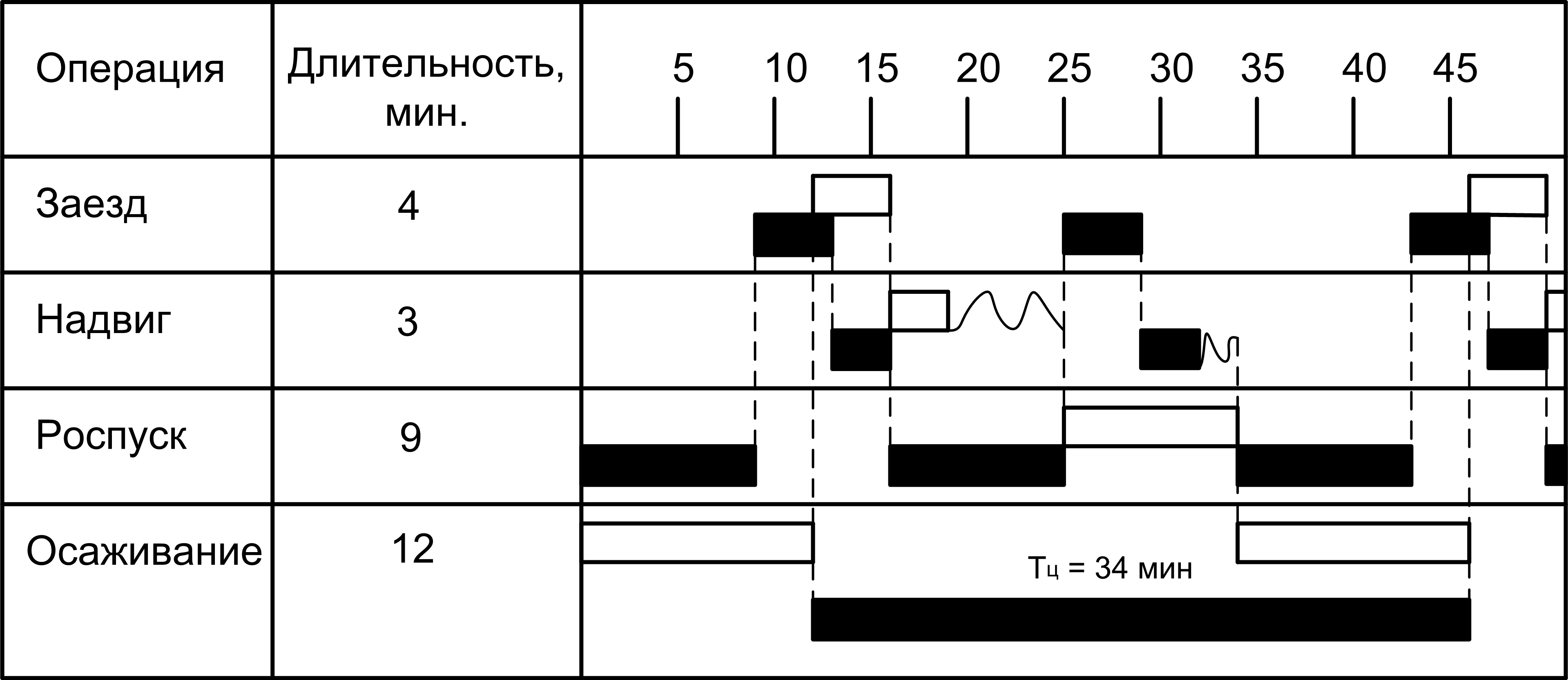 Рис. 3.3. Технологический график работы горки при наличии двух путей надвига и двух локомотивов В соответствии с формулой 3.8. горочный интервал для данного случая равен tи = Как видно из примера, ввод дополнительного локомотива на горке при наличии двух путей надвига существенно сокращает горочный интервал. В курсовом проекте необходимо построить технологический график работы горки для своих расчетных значений и определить горочный интервал. 3.3 Перерабатывающая способность сортировочной горки Перерабатывающая способность сортировочной горки рассчитывается по формуле n гор =  , (3.10) , (3.10) где αг – коэффициент, учитывающий возможные перерывы в использовании горки из-за враждебных передвижений (αг = 0,95); ρг – коэффициент, учитывающий отказы технических устройств, потери из-за нерасцепов и др. (от 0,06 до 0,08); μповт – коэффициент, учитывающий повторную сортировку вагонов из-за недостатка числа и длины сортировочных путей (равен 1,05 для сортировочных систем с парками отправления и 1,12 – без парков отправления); mс – число вагонов в расформировываемом составе; N гпост – число повторно перерабатываемых вагонов на горке (местных, из ремонта и др.). При определении величины N гпост следует иметь в виду, что вагоны после грузовых операций или после ремонта целесообразно сортировать через горку, если эти вагоны на горку могут быть поданы быстрее, чем на вытяжку, или когда их достаточно много в маневровом составе. Если операции выполняются на вытяжных путях, то значение N гпост в формулу не входит. Далее необходимо определить резерв перерабатывающей способности горки, т. е. проверить, справится ли горка с заданным вагонопотоком. Резерв перерабатывающей способности определяется по формуле 3.11 где nпотргор – потребная перерабатывающая способность, т. е. вагонопоток, фактически прибывающий на станцию в расформирование (определяется по таблице 1.4). Резерв перерабатывающей способности должен быть не менее 15 %. В противном случае необходимо разработать меры по повышению перерабатывающей способности горки. 4 Организация работы сортировочного парка и вытяжек формирования В процессе расформирования на пути сортировочного парка поступают вагоны в соответствии с их назначением. На путях сортировочного парка происходит накопление вагонов согласно плану формирования. План формирования станции приведен в задании (приложение З). 4.1 Специализация путей сортировочного парка За каждым назначением плана формирования закрепляется определенный путь сортировочного парка. Такое закрепление называется специализацией путей. Пути сортировочного парка специализируются по назначениям плана формирования и направлениям вагонопотоков. Специализация путей должна производиться с учетом количества и мощности отдельных назначений. Для одногруппных поездов каждого назначения требуется выделение отдельного пути. Для двухгруппных поездов желательно выделение двух смежных путей, расположенных в одном пучке сортировочного парка. Для накопления сборных поездов выделяют по одному пути на каждое примыкающее к станции направление. Эти пути должны обслуживаться по возможности разными вытяжками. При суточном поступлении на одно назначение более 200 вагонов желательно выделение двух сортировочных путей. Для накопления местных вагонов выделяют отдельные, наиболее короткие пути для каждого назначения (ГД, ПП) с учетом наиболее удобной их подачи к грузовым пунктам. Если вагонопоток невелик (не более 30 вагонов в сутки) отдельный путь сортировочного парка за ним не закрепляется. Для неисправных («больных») вагонов следует выделять крайние пути сортировочного парка, расположенные ближе к вагоноремонтному депо и имеющие хороший подъезд для доставки запасных частей автотранспортом. Специализации путей сортировочного парка должно предшествовать установление потребного их количества. Это целесообразно оформить в виде таблицы 4.1. В первой графе указывается назначение вагонов, прибывающих в расформирование (в соответствии с исходными данными). Во второй графе – суточное количество вагонов каждого назначения (заполняются по таблицам 1.1, 1.2, 1.3). С учетом вышеизложенных рекомендаций определяется потребное количество путей в сортировочном парке (графа 3). Затем сопоставляется общее потребное число сортировочных путей с их фактическим наличием по схеме станции. Если потребность в путях превышает их наличие, то вагоны сравнительно маломощных местных назначений можно накапливать на меньшем числе путей с последующей повторной сортировкой. Таблица 4.1 Специализация путей сортировочного парка
Кроме того, чтобы уменьшить объём повторной сортировки вагонов, рекомендуется применение скользящей специализации части путей. Для этого за вагонопотоками нескольких пар назначений с суточным поступлением более 200 вагонов выделяется не 4, а 3 пути, специализация которых будет меняться в зависимости от складывающейся оперативной обстановки. Возможно выделение в разных пучках сортировочного парка диспетчерских путей, используемых по принципу скользящей специализации, если для мощных вагонопотоков закрепляется по одному пути. Например, для назначения Б (215 ваг) требуется выделить 2 пути и для назначения В (261 ваг) – 2 пути. Поскольку потребное количество путей (28) превышает наличное количество путей (24), то предлагается выделить на эти назначения не 4, а 3 пути. Эти пути будут специализированы следующим образом: один путь для накопления вагонов на Б, второй путь – на В, третий путь будет являться диспетчерским и использоваться по принципу скользящей специализации в зависимости от складывающейся обстановки на станции. Общее количество выделенных путей (итог графы 4) должно соответствовать их фактическому наличию в сортировочном парке (по схеме станции). Затем производится специализация сортировочных путей и заполняется графа 5. 4.2 Окончание формирования составов на вытяжках После накопления составов данного назначения до установленной длины и массы с ними производятся операции по окончанию формирования. Формирование – это комплекс маневровых операций по расстановке вагонов в составе согласно требованиям ПТЭ (постановка вагонов прикрытия, устранение несовпадения продольных осей автосцепок более 100 мм). В соответствии с планом формирования, представленным в задании, на станции «H» формируются поезда трех категорий: одногруппные, двухгруппные и сборные (приложение З). 4.2.1 Определение времени окончания формирования одногруппных поездов Технологическое время на окончание формирования одногруппного состава при накоплении вагонов на одном пути определяется по формуле T´оф = Тптэ + Тпод, (4.1) где Т птэ – технологическое время на выполнение маневровых операций, связанных с расстановкой вагонов в соответствии с ПТЭ (постановка вагонов прикрытия, перестановка вагонов при несовпадении осей автосцепок и др.); Т под – время на подтягивание вагонов со стороны вытяжных путей для лик - видации «окон» между вагонами на путях сортировочного парка. Время на выполнение операций, связанных с расстановкой вагонов по ПТЭ, определяется по формуле Тптэ = В + Е· m, (4.2) где В и Е – нормативные коэффициенты, зависящие от среднего числа операций по расцепке вагонов, приходящихся на один вагон формируемого состава (nо). Значение nо выбирается по заданию (приложение Е). Значения коэффициентов В, Е приведены в таблице 4.2; m – количество вагонов в формируемом составе. Время на подтягивание вагонов Тподт = 0,08 · m . (4.3) Таблица 4.2 Значение коэффициентов В, Е, Ж, И для определения технологического времени на расстановку вагонов в соответствии с ПТЭ, мин
Пример Определить время на окончание формирования одногруппного состава из вагонов, накапливаемых на одном пути, если состав поезда равен 55 вагонам, а количество операций, необходимых для расстановки вагонов в составе в соответствии с правилами технической эксплуатации, равно 0,3. Решение Время на расстановку вагонов по ПТЭ при nо = 0,3 и значении коэффициентов B = 0,96 и E = 0,06 (таблица 4.2) равно Tптэ = 0,96+0,0655 = 4,26 мин, а время на подтягивание вагонов Tпод = 0,0855 = 4,4 мин. Технологическое время на окончание формирования одногруппного состава определяется по формуле 4.1. T´оф = 4,26+4,4 = 8,66 ≈ 9 мин. 4.2.2 Определение времени на окончание формирования двухгруппного состава Технологическое время на окончание формирования двухгруппного состава, накапливаемого на двух путях (головная группа накапливается на одном пути, а хвостовая – на другом), определяется по формуле T´´ф = Tптэгол + TПТЭхв + Тпод , (4.4) где TПТЭгол, TПТЭхв – время на расстановку вагонов по ПТЭ соответственно в головной и хвостовой группах состава, мин. Время на расстановку вагонов по ПТЭ для части состава, которая после выполнения этой операции размещается на том же пути накопленная, нормируется по формуле (4.2) , т. е., если головная группа не переставляется, то Tптэгол = B + E · m гол , (4.5) где m гол – количество вагонов в головной (непереставляемой) группе. Время расстановки вагонов по ПТЭ хвостовой части состава, которая переставляется на путь сборки, нормируется по формуле Тптэхв = Ж + И · m хв, (4.6) где Ж и И – нормативные коэффициенты, зависящие от количества операций по расцепке вагонов и затрат времени на перестановку хвостовой части на путь сборки (таблица 4.2). Пример Определить время на окончание формирования двухгруппного поезда назначением (М+Л), состоящим из m=60 вагонов, если суточные вагонопотоки, из которых составляются группы, равны: М = 109 ваг, Л =185 ваг. Накопление групп вагонов производится на двух путях, среднее количество расцепок при формировании двухгруппного поезда nо = 0,4. Маневровая работа по окончании формирования производится с хвоста формируемого состава. Решение Определим доли групп вагонов пропорционально суточному вагонопотоку: для первой группы, назначением на М – для второй группы, назначением на Л – Тогда величина групп вагонов равна Определим значение nо для каждой группы вагонов: для первой группы –  для второй группы –  Для головной (непереставляемой) группы при n о = 0,16 коэффициенты В = 0,48 и Е = 0,03, следовательно, ТПТЭгол = 0,48 + 0,03 · 22=1,14 мин. Для хвостовой (переставляемой) группы при nо = 0,24 коэффициенты Ж = 2,35 и И = 0,37 , тогда Тптэхв = 2,35 + 0,37 · 38 = 16,41 мин. Время на подтягивание вагонов Тпод = 0,08 · 60 = 4,8 мин. Технологическое время на окончание формирования двухгруппного состава равно Т´´оф = 1,14 + 16,41+ 4,8 = 22,35 ≈ 23 мин. 4.2.3 Определение времени на формирование сборного поезда Сборный поезд производит развоз местного груза по промежуточным станциям участка. В курсовом проекте сборные поезда работают на участках Н-Е, Н-Л и Н-Ж. Накопление вагонов этих поездов производится на отдельных путях сортировочного парка. После накопления состава сборного поезда необходимо произвести его формирование. Формирование сборного поезда заключается в расстановке подобранных групп вагонов по географическому расположению промежуточных станций на участке. Пример расположения групп в составе сборного поезда при отцепке с головы состава приведен на рис. 4.1. г в б а Е Н    а б в г г    Рис. 4.1. Схема расположения групп вагонов в сборном поезде По прибытии на первую промежуточную станцию (а) группа вагонов, назначением на эту станцию, отцепляется с головы состава, а в хвост прицепляется группа вагонов, подготовленная к вывозу с этой станции. Формирование сборного поезда заключается в выполнении двух операций: сортировке вагонов и сборке групп вагонов в соответствии с географическим расположением промежуточных станций на участке. Технологическое время на формирование состава сборного поезда определяется по формуле Тофсб = Тсорт + Тсб, (4.7) где Тсорт – технологическое время на сортировку состава на вытяжке; Тсб – время на сборку групп вагонов на одном пути. Технологическое время на сортировку вагонов определяется по формуле Тсорт= А·g + Б·m, (4.8) где А, Б – нормативные коэффициенты зависящие от способа сортировки (толчки, осаживание) и приведенного уклона, определяются по таблице 4.3; g – среднее число отцепов при формировании сборного поезда пред- ставлено в задании (приложение Е); m – среднее число вагонов в составе сборного поезда. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||