Бабенко. Технологические процессы сварки, наплавки, обработки
 Скачать 1.79 Mb. Скачать 1.79 Mb.
|

|
Размеры деталей
ЗАКЛЮЧЕНИЕ Специфика развития народного хозяйства страны в целом и железно- дорожного транспорта в частности требует неуклонного повышения рабо- тоспособности технических устройств. Одним из путей решения такой за- дачи является разработка наиболее рациональных технологий поддержа- ния надежности подвижного состава на необходимом уровне. К подобным технологиям относятся изготовление деталей давлением, восстановление сваркой и наплавкой с последующей механической обработкой наплав- ленных поверхностей. В учебном пособии изложены основные этапы решения отмеченной проблемы, освоение которых позволит будущему инженеру-механику ква- лифицированно решать производственные задачи по повышению ресурса деталей подвижного состава, путевых машин и других изделий путем обоснованного подбора материалов различного функционального назна- чения для формирования заданных свойств восстанавливаемых поверх- ностей, оптимизации режимов, обеспечения технологических процессов наиболее рациональным оборудованием. ПРИЛОЖЕНИЕ 1 ИСХОДНЫЕ ДАННЫЕ К КОНТРОЛЬНОЙ РАБОТЕ № 1 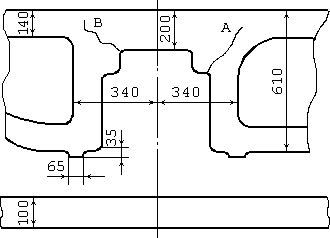 Рис. 1  Рис. 2 Продолжение прил. 1  Рис. 3  Рис. 4 Продолжение прил. 1 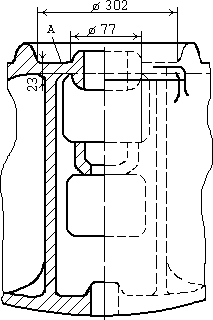 Рис. 5  Рис. 6 Продолжение прил. 1  Рис. 7 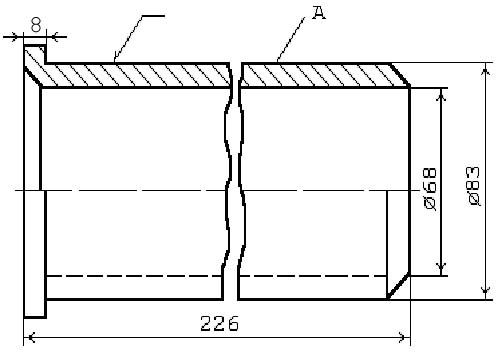 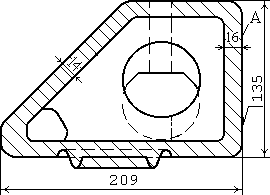 Рис. 8 Рис. 8Рис. 9 Продолжение прил. 1 Таблица1
Таблица2 Технические характеристики сварочных выпрямителей ВДГ с жесткими внешними характеристиками
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||