|
|
Бабенко. Технологические процессы сварки, наплавки, обработки
ПРИЛОЖЕНИЕ 2
ИСХОДНЫЕ ДАННЫЕ К КОНТРОЛЬНОЙ РАБОТЕ № 2
Рис. 1

Рис. 2
Продолжение прил. 2
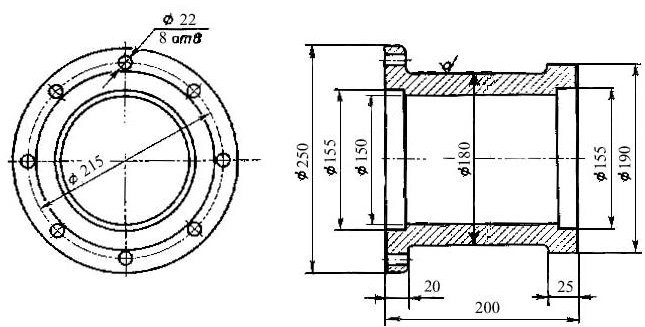
Рис. 3

Рис. 4
Продолжение прил. 2
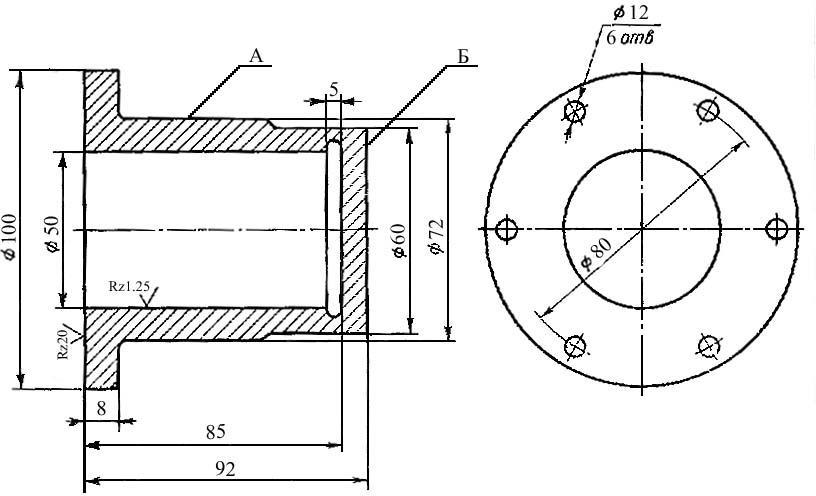
Рис. 5
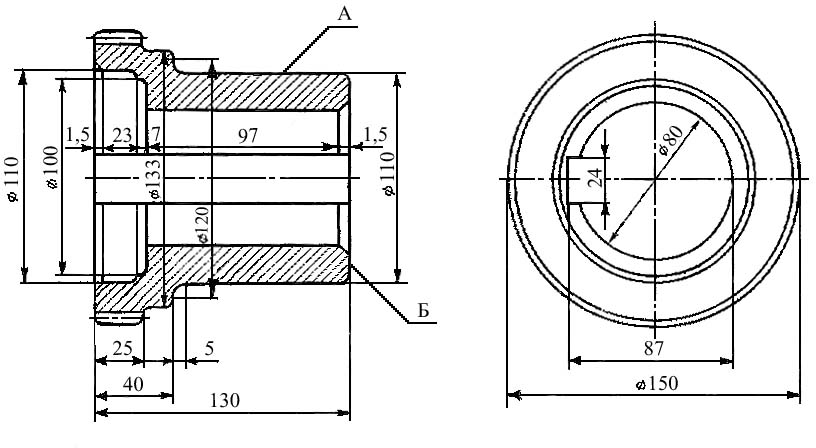
Рис. 6
Продолжение прил. 2
Таблица1
Рекомендуемые области применения быстрорежущих сталей
Марка стали
|
Свойства
|
Области применения
|
Р9
|
Удовлетворительная прочность, повышенная износостойкость при средних и повышенных ско- ростях резания, повышенная пластичность при температурах
горячей деформации
|
Инструмент простой формы (резцы, свёрла, зенкеры и др.) для обработки обычных конст- рукционных материалов
|
Р12
|
Удовлетворительная проч- ность, повышенная износо- стойкость при малых и сред- них скоростях резания
|
Режущий инструмент всех ви- дов в том числе и для обработ- ки конструкционных материа- лов в условиях динамических нагрузок. Для фасонных и сложных инструментов, для ко- торых основным требованием является высокая износостой-
кость
|
Р6М5, Р9М4, Р6М3, Р8М3
|
Повышенная прочность, повышенная склонность к обезуглероживанию и выгора-
нию молибдена
|
То же, что и для стали Р18
|
Р9Ф5, Р14Ф4, Р12Ф5М, 10Р8М3, Р12Ф3
|
Повышенная износостойкость при низких и средних скоро- стях резания
|
Для снятия стружки небольшо- го сечения; для обработки ма- териалов, обладающих абра- зивными свойствами в услови- ях нормального разогрева
режущей кромки
|
Р18К5Ф2, Р6М5К5, Р10Ф5К5, Р8М3К6С,
Р12М3Ф2К8
|
Повышенные вторичная твёрдость и износостойкость
|
Для обработки высокопроч- ных, коррозионно-стойких и жаропрочных сталей и спла- вов в условиях повышенного
нагрева режущей кромки
|
В11М7К23, В3М12К23, В18М7К25, 18М4К25,
25В20К25ХФ,
3В20К16ХФ
|
Повышенная вторичная твёрдость, высокая износостойкость
|
Для обработки титановых сплавов, высокопрочных, кор- розионно-стойких и жаропроч- ных сталей; материалов, обла- дающих абразивными свойст- вами в условиях повышенного
разогрева режущей кромки
|
90
Рекомендуемые области применения твёрдых сплавов
Продолжение прил. 2
Таблица2
Вид обработки
|
Обрабатываемый материал
|
Стали
|
Сплавы
|
Чугуны
|
углеродистые
|
легированные
|
инструментальные
|
коррозион- но-стойкие
|
жаропрочные
|
тугоплавкие
|
цветные
|
НВ до
2400
МПа
|
НВ более
2400 МПа
|
Точение, фрезе-
|
|
|
|
|
|
|
|
|
|
рование, строга-
|
|
|
|
|
|
|
|
|
|
ние:
|
Т30К4
|
Т30К4
|
ВК3М
|
ВК6М
|
ВК6М
|
ВК3М
|
ВК6М
|
ВК6М
|
ВК3М
|
чистовое
|
Т15К6
|
Т14К8
|
ВК3
|
Т15К6
|
ВК6ОМ
|
ВК6М
|
Т18К6
|
ВК8
|
ВК3
|
|
Т5К10
|
Т5К10
|
|
|
|
|
|
|
ВК6М
|
|
Т5К10
|
Т14К8
|
ВК6
|
ВК6М
|
ВК4
|
ВК8
|
ВК6
|
ВК6
|
ВК6
|
черновое
|
Т5К12
|
Т5К10
|
Т14К8
|
ВК8
|
ВК6
|
ВК100М
|
ВК8
|
ВК6М
|
ВК8
|
|
ТТ7К12
|
ТТ10К8
|
ВК8
|
ВК10ОМ
|
ВК8
|
ВК15ОМ
|
ТТ8К6
|
ВК8
|
Т18К6
|
|
ТТ10К8
|
Т6К12
|
Т5К10
|
ТТ7К12
|
ВК15ОМ
|
ВК6М
|
ВК6М
|
|
ВК10ОМ
|
Сверление отвер- стий:
l < 5 D
|
Т5К10 ВК8 Т14К8
|
Т5К10 ВК10М ВК8
|
ВК8 ВК10М
|
Т5К12 ВК8 ВК10ОМ
|
ВК8 ВК10М ВК10ОМ
|
ВК8 ВК6М ВК10ОМ
|
ВК4 ВК6М
|
ВК4 ВК6 ВК8
|
ВК8 ВК10 ВК6М
|
l > 5 D
|
Т5К12 ВК8
|
Т5К12 ВК8
|
Т5К12 ВК8
|
Т5К12 ВК8
|
ВК8 ВК10ОМ
|
ВК6ОМ ВК8
|
ВК4 ВК6М
|
ВК6 ТТ8К6
|
ВК8 ТТ8К6
| 91
Токарно-винторезные и токарные станки
Продолжение прил. 2
Таблица3

91
Параметры
|
16Б05П
|
1М61
|
16Б16А
|
16Л20П
|
1К62
|
16К20
|
Наибольший диаметр обрабатываемой
|
250
|
320
|
320
|
400
|
400
|
400
|
детали, мм
|
|
|
|
|
|
|
Расстояние между центрами, мм
|
500
|
1000
|
750
|
1500
|
1000
|
1400
|
Число ступеней частоты вращения
|
|
|
|
|
|
|
шпинделя
|
18
|
24
|
21
|
22
|
23
|
22
|
Частота вращения шпинделя, 1/мин
|
30–3000
|
12,5–1600
|
20–2000
|
16–1600
|
12,5–2000
|
12,5–1600
|
Число ступеней подачи суппорта
|
18
|
24
|
22
|
24
|
42
|
24
|
Подача суппорта, мм/об,
|
|
|
|
|
|
|
продольная
|
0,02–0,35
|
0,08–1,90
|
0,01–0,70
|
0,05–2,8
|
0,07–4,16
|
0,05–2,8
|
поперечная
|
0,01–0,175
|
0,04–0,95
|
0,005–0,35
|
0,025–1,4
|
0,05–2,08
|
0,025–1,4
|
Мощность главного электродвигателя, кВт
|
1,5
|
4,0
|
2,8
|
6,3
|
7,5
|
11
|
Кпд
|
0,8
|
0,75
|
0,75
|
0,8
|
0,75
|
0,75
|
Наибольшая сила подачи, Н
|
980
|
1470
|
1470
|
3528
|
3528
|
3528
|
|
|
|
 Скачать 1.79 Mb.
Скачать 1.79 Mb.