Технологический процесс изготовления детали
 Скачать 2.15 Mb. Скачать 2.15 Mb.
|

содержание1.Анализ исходных данных для разработки технологического процесса. 11 1.1Анализ чертежа детали 11 1.1.2 Положение детали в насосе 12 1.1.3 Функциональное назначение детали 13 1.1.4 Функциональное назначение поверхности детали в конструкции 14 1.2 Определение объема выпуска (исходно,технологический процесс разрабатывается для среднесерийного производства, а масса детали известна). 14 1.3. Оценка соответствия требований чертежа детали нормам и правилам Единой системы конструкторской документации (ЕСКД). 16 1.5. Формулирование технологических задач. 19 1)Допуски диаметральных размеров: 19 2)Допуски биения: 19 3)Допуски ориентации: 19 4)Допуски месторасположения: 19 5)Физико-механические свойства: 20 6)Качество поверхностного слоя: 20 2. Определение класса детали и выбор в качестве аналога действующего типового технологического процесса. 21 2.1. Формулировка отличий детали-аналога. 21 Маршрут изготовления детали - аналога «Маховик тракторного 22 2.2. Описание соответствующих изменений в типовом техпроцессе. 22 3. Выбор исходной заготовки и методов ее изготовления. 25 3.1. Выбор заготовки по результатам расчета КИМ. 25 Рис.6 28 3.2. Окончательный выбор заготовки по результатам расчета ее стоимости с учетом черновой обработки. 30 4. План обработки отдельных поверхностей. 31 5. Технологический маршрут изготовления детали«Обойма пяты» 33 6. Выбор технологических баз. 35 7. Проектирование маршрутов изготовления детали в целом. 38 8. Проектирование технологических операций. 41 9. Окончательный выбор оборудования, приспособлений, мерительного и режущего инструмента. 42 10. Расчет режимов резания для одного технологического перехода и назначение режимов резания по нормативам для остальных переходов. 45 Введение Целью данного Выпускного дизайна является разработка технологического процесса изготовления детали «Обойма пяты» с использованием универсального оборудования. В процессе выполнения проекта был произведен анализ исходных данных чертежа детали на соответствие нормам ЕСКД, определена технологичность детали и сформулированы основные технологические задачи. Дана оценка серийности производства, рассчитана программа выпуска и партия запуска. Выбрана деталь-аналог и определены отличия технологического процесса ее изготовления от техпроцесса изготовления заданной детали. Произведен выбор заготовки в зависимости от размера, программы выпуска и, главным образом, от формы и размеров самой детали. Для выбранного метода получения заготовки определен коэффициент использования материала, который показывает рациональность выбора технологического процесса изготовления заготовки при заданном типе производства. На следующих этапах был выбран и обоснован комплект технологических баз на черновых и чистовых операциях, а также определена последовательность смены комплектов баз на операциях маршрута обработки. При выборе комплектов баз соблюдены принципы совмещения и постоянства баз, которые позволяют максимально повысить точность и экономичность обработки. Основываясь на полученных данных, разработан маршрут обработки детали «Обойма пяты». В процессе проектирования операций и переходов выбраны средства оснащения, технологическое оборудование, а также основной и вспомогательный инструмент. Произведен расчет режимов резания и норм времени, а также выбран метод размерной наладки и рассчитаны наладочные размеры. На завершающем этапе курсового проекта разработан комплект технологической документации. 1.Анализ исходных данных для разработки технологического процесса.1.1Анализ чертежа деталиНа рисунке 1приведен чертеж детали «Обойма пяты». 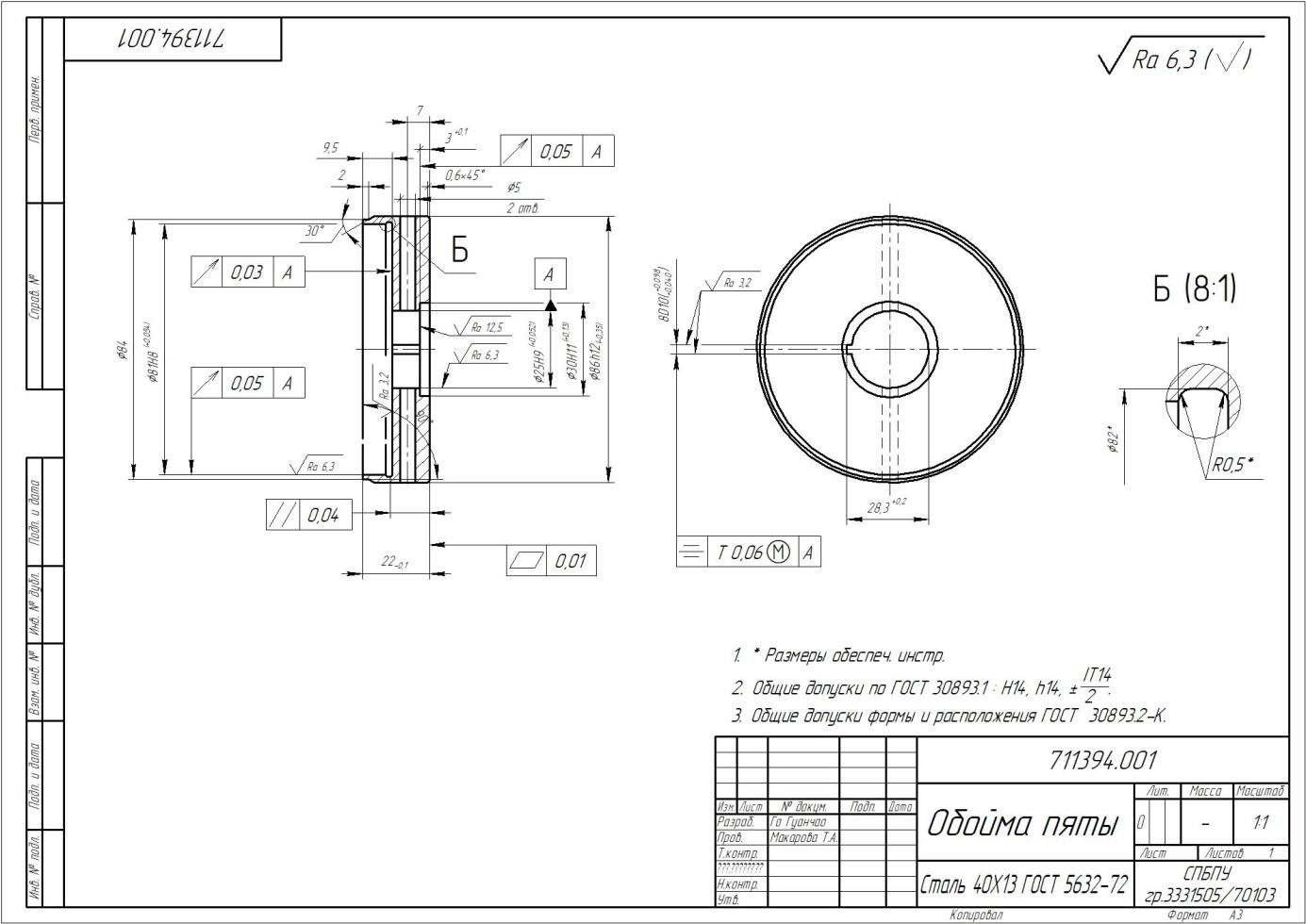 Рис 1 Ошибки исходного изображения: 1. допуск на размер φ81H8 и две другие шероховатости изменить на Ra3.2. 2. Размер шпоночной канавки и отверстия не совпадают.Согласно таблице, размер отверстия должен быть изменен на 28,3 мм, а размер шпоночной канавки должен быть изменен на 8D10. |