Технологический процесс изготовления детали
 Скачать 2.15 Mb. Скачать 2.15 Mb.
|

Маршрут изготовления детали - аналога «Маховик тракторногодвигателя» 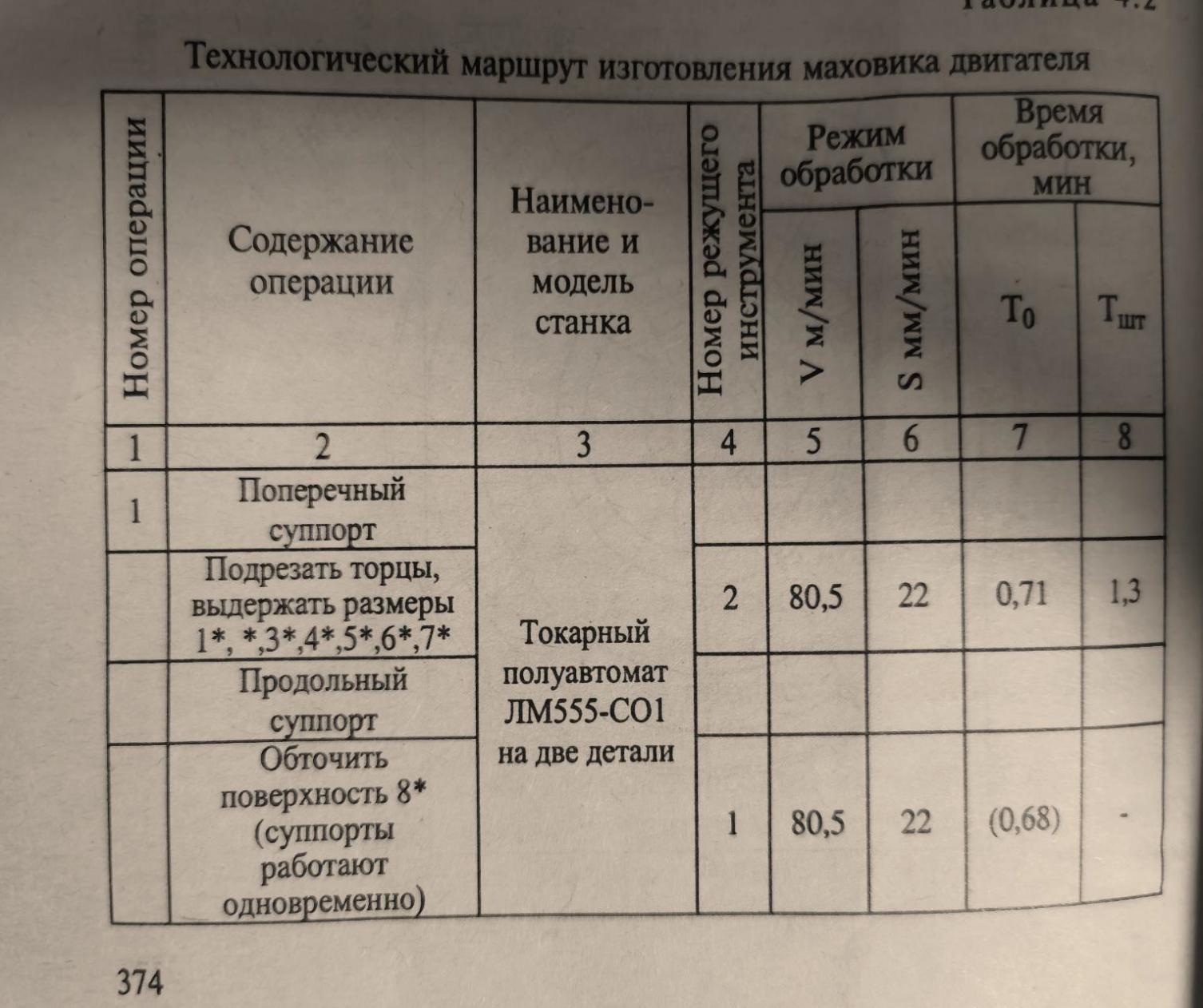  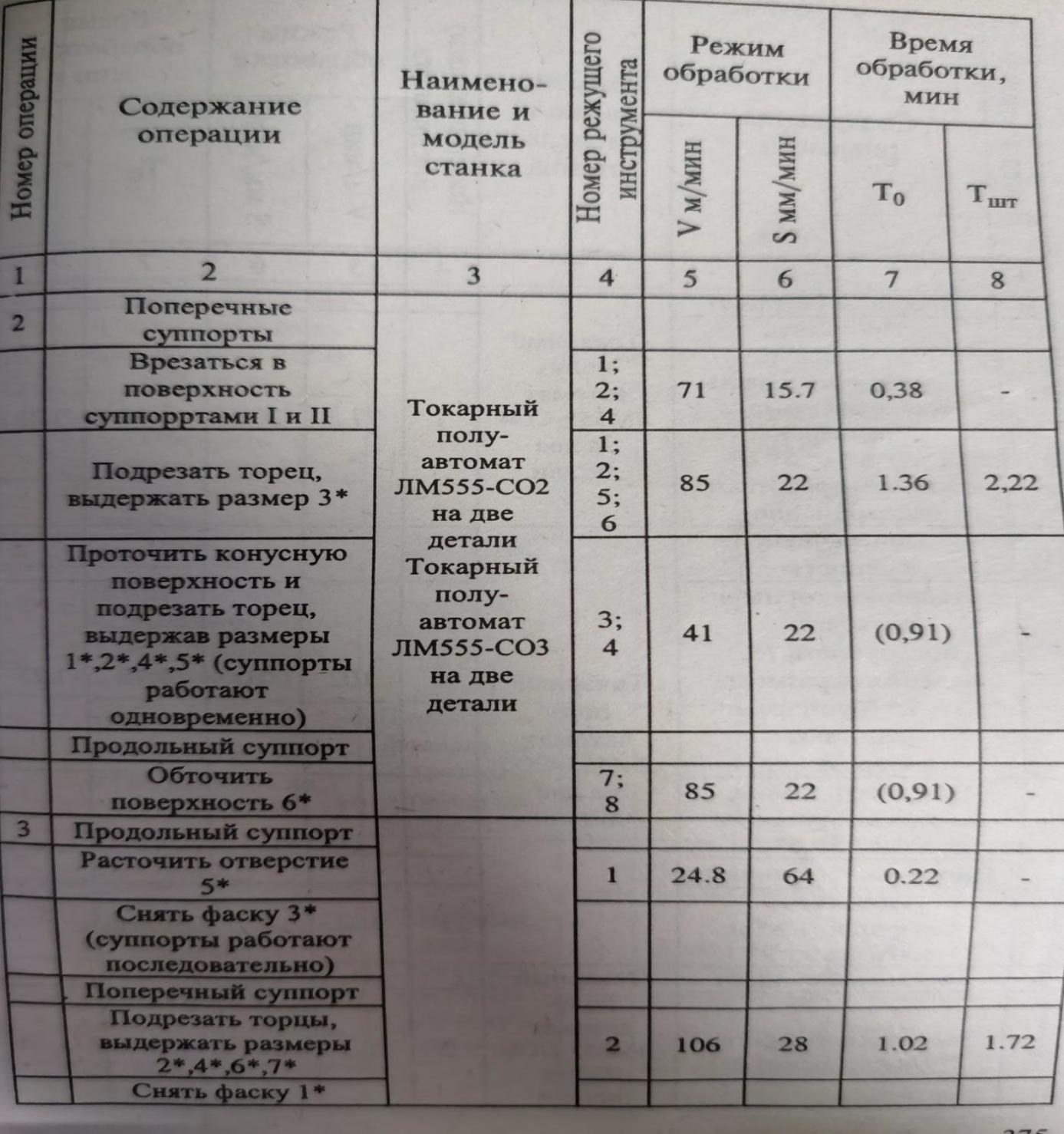  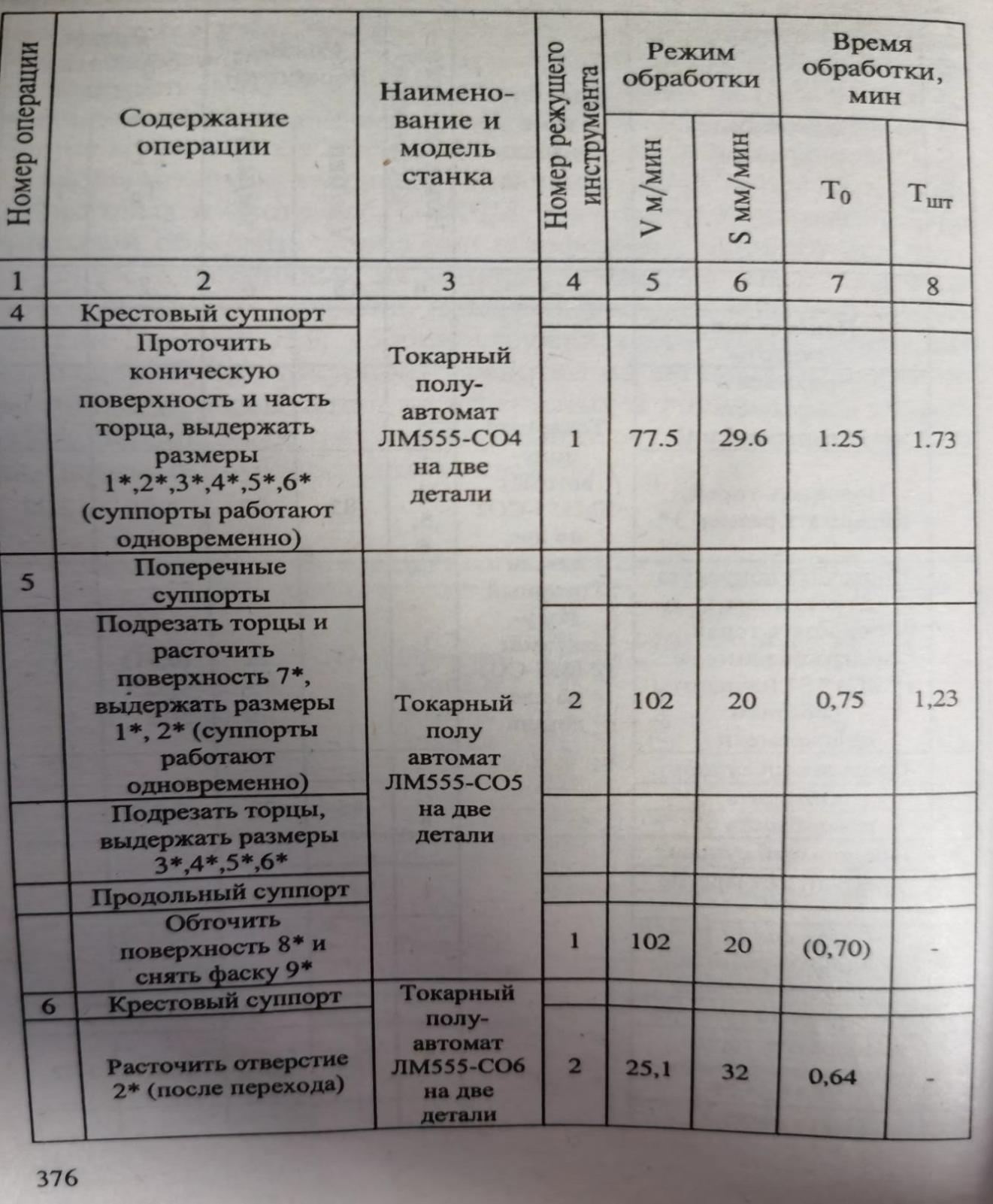 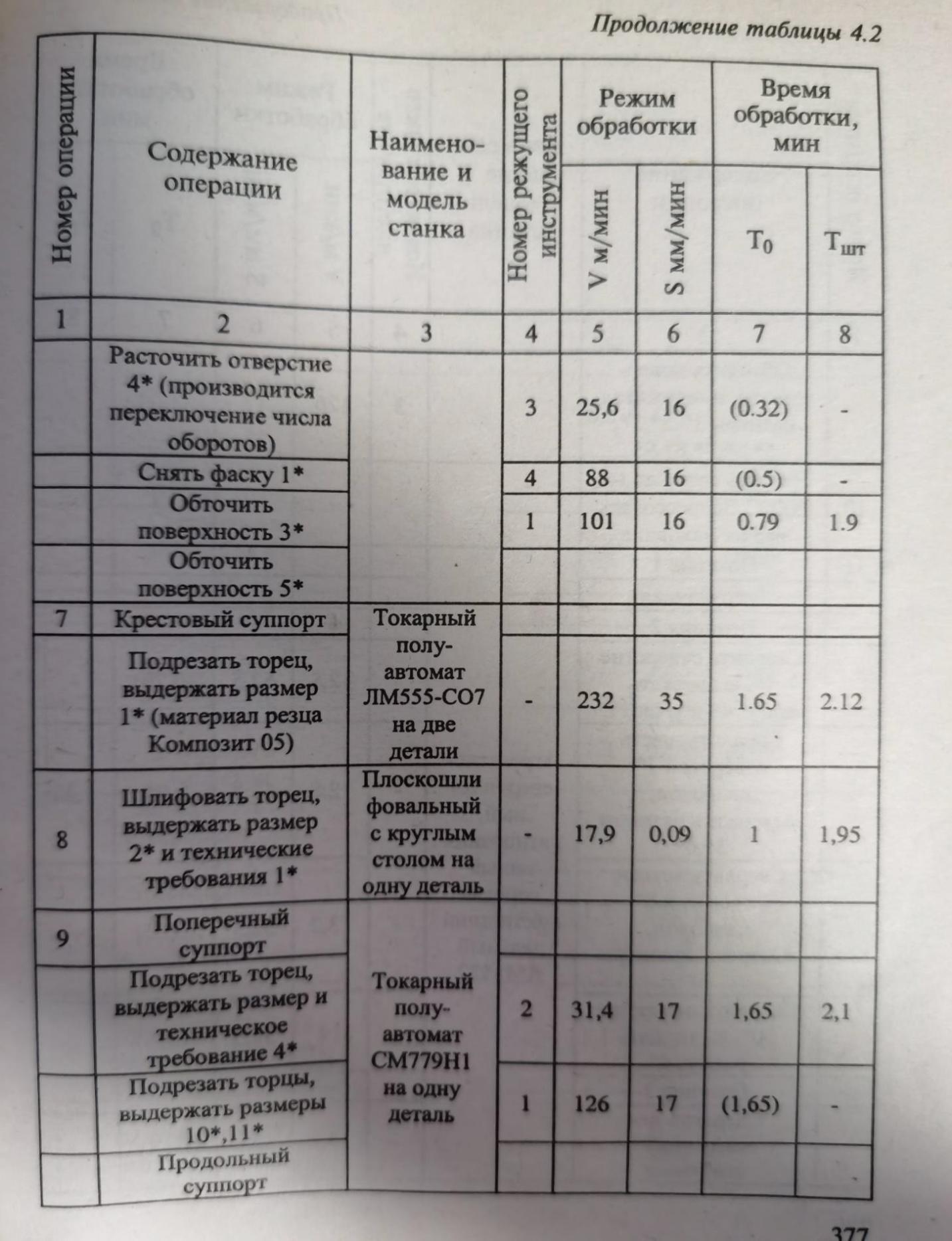 2.2. Описание соответствующих изменений в типовом техпроцессе.Отличия детали-прототипа от заданной детали сведены в таблиц 1.2 Отличия детали-прототипа от заданной детали 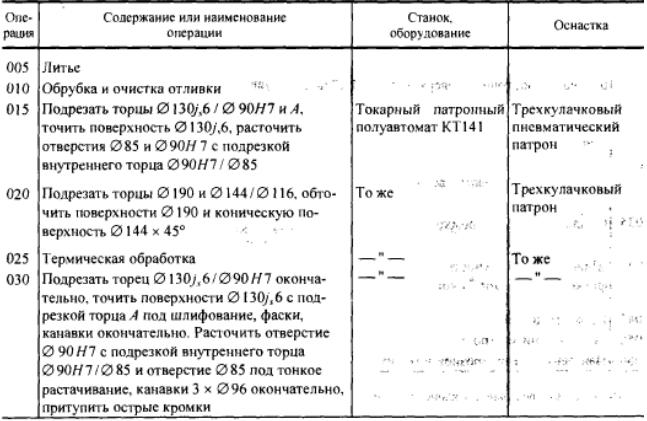 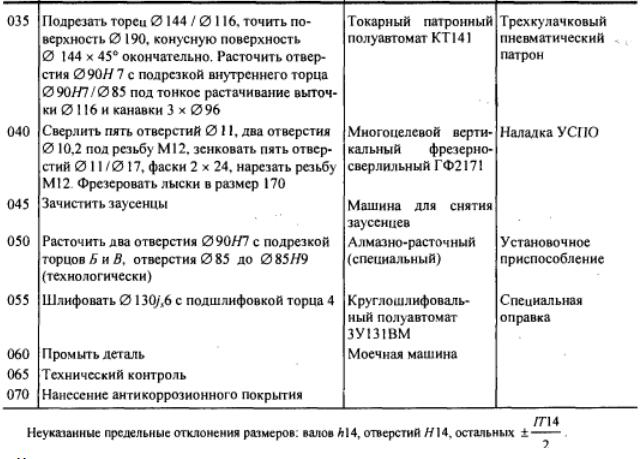 таблиц 1
3. Выбор исходной заготовки и методов ее изготовления.3.1. Выбор заготовки по результатам расчета КИМ.При выборе заготовки следует учитывать назначение детали, материал, размеры, технические условия, объем выпуска и тип производства, тип и конструкцию детали, а также экономичность изготовления заготовки. В качестве метода получения заготовки предлагается горячая объемная штамповка в закрытом штампе. В качестве альтернативного метода получения заготовки может использоваться резка заготовок из проката (круг Ø90 мм). Выбор метода получения заготовки будет проводиться по коэффициенту использования материала: где 𝑉дет – объём детали, 𝑉заг – объём заготовки. 𝐾 = 𝑉дет,  𝑉заг 𝑉заг𝑉дет найдем с помощью системы «Компас-3D»: 𝑉дет = 65,42 см3 Прокат  Заготовка: Круг В1−90 ГОСТ 2590−2006 Заготовка: Круг В1−90 ГОСТ 2590−2006Сталь 40Х13 ГОСТ 5632−72  Рис.5 Эскис прутка  Объем заготовки определим с помощью системы «Компас-3D»: 𝑉заг = 159.04 см3 Тогда коэффициент использования материала: 𝐾 = 𝑉дет = 65.42  ≈ 0.411 Цена заготовки 1 𝑉заг  159.04 р  Ц1 = 𝑔мЦмат𝑘т−з = 1.50 кг ∙ 49 кг ∙ 1.05 = 77,2 р Ц1 = 𝑔мЦмат𝑘т−з = 1.50 кг ∙ 49 кг ∙ 1.05 = 77,2 рШтамповка  |