Технологический процесс изготовления детали
 Скачать 2.15 Mb. Скачать 2.15 Mb.
|

6. Выбор технологических баз.Выбор технологических баз ведется на основании анализа функционального назначения поверхностей детали, а также установлении соответствующих размерных связей, определяющих точность положения одних поверхностей детали относительно других. Выполнение такого анализа требует полного и чёткого понимания задач служебного назначения детали. При выборе баз руководствуются следующими принципами: Принцип единства баз: по возможности следует совмещать технологические и конструкторские базы. Отступление от этого правила приводит к возникновению погрешности базирования и ужесточению допусков на исходные размеры. Принцип постоянства баз: то есть следует использовать одни и те же базы на всех основных операциях. Так, при токарной черновой обработке отверстия используется двойная направляющая база – ось наружной поверхности и опорная установочная база – торец, чтобы получить технологическую базу для последующих операций – ось отверстия.   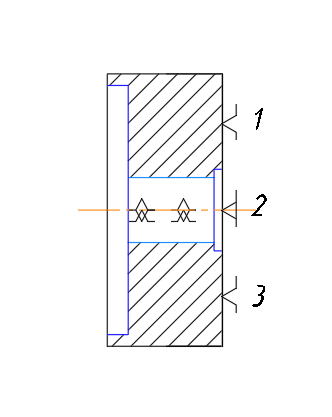 Рис.7. Технологические базы при черновом точении отверстия При токарной черновой обработке наружных поверхностей используется установочная явная база – поверхность отверстия и опорная явная база – торец. При чистовой обработке в качестве двойной направляющей скрытой базы используется ось данного отверстия.  Рис.8 Технологические базы при черновом точении наружных поверхностей В качестве промежуточной базы на сверлильных и фрезерных операциях также будет использована двойная направляющая скрытая база – ось наружной цилиндрической поверхности и опорная явная база – торец фланца 2. 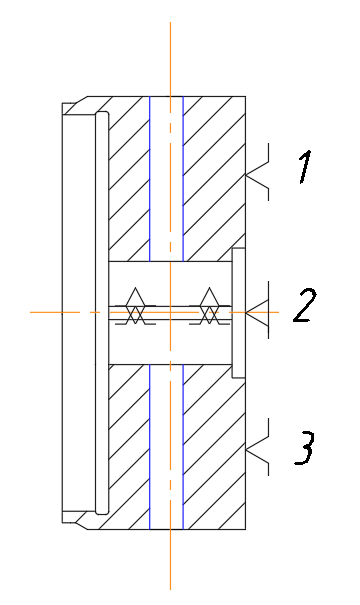 Рис.9 Технологические базы на сверлильных и фрезерных операциях В качестве баз для окончательной обработки будут использоваться базы, назначенные для черновых токарных операций. 7. Проектирование маршрутов изготовления детали в целом.Таблица 2 Маршрутный технологический процесс детали «Обойма пяты»
|