Технологический процесс изготовления детали
 Скачать 2.15 Mb. Скачать 2.15 Mb.
|

1.3. Оценка соответствия требований чертежа детали нормам и правилам Единой системы конструкторской документации (ЕСКД).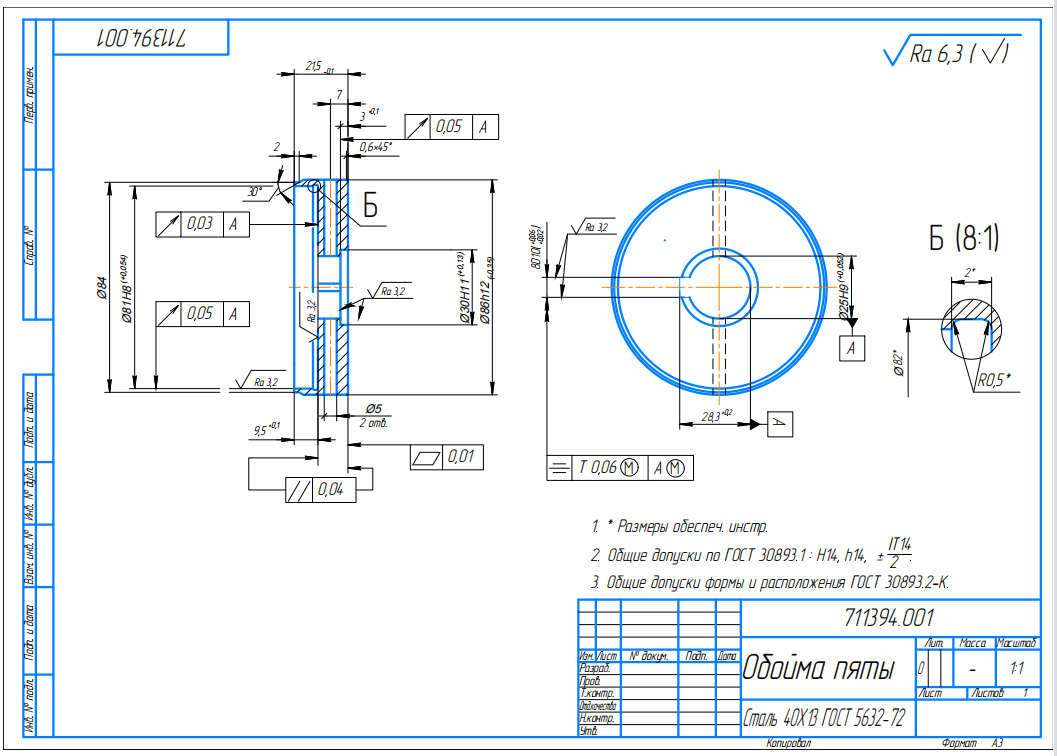 Чертеж детали «Обойма пяты»следует откорректировать.В виду несоответствия нормам ЕСКД, поэтому внесены следующие изменения: Изменен размер ширины шпоночного паза Перечитаны шероховатости поверхностей 1.4. Оценка технологичности с точки зрения механической обработки. Результатом анализа чертежа является формулировка технологических задач по точности обработки, определяющих структуру технологического процесса. Правила обеспечения технологичности конструкции изделий регламентируется ГОСТом 14.201–83 “Обеспечение технологичности конструкции изделий. Общие требования” и методическими рекомендациями МР186–85 “Обеспечение технологичности конструкции изделий машиностроения и приборостроения”. Этими документами установлены основные задачи оценки изделия на технологичность и последовательность их решения. Технологичность конструкции детали зависит от: технологичности формы детали; рационального выбора заготовки, в том числе ее материала; наличия удобных и надежных баз для установки заготовок. Общая технологичность детали: - форма детали является технологичной, так как деталь относится к телам вращения и ее конструкция состоит из унифицированных элементов; - деталь может быть изготовлена из стандартных или унифицированных заготовок, которые должны быть получены рациональным способом с учетом заданного объема выпуска и типа производства; - показатели базовой поверхности (точность, шероховатость) детали обеспечивают точность установки, обработки и контроля; - метод изготовления может обеспечивать возможность одновременного изготовления нескольких деталей; - конструкция детали обеспечивает возможность применения типовых и стандартных технологических процессов ее изготовления; - деталь при обработке закрепляется в патроне, т. к отношение ее длины к диаметру (l: d 5); - деталь имеет равномерную жесткость и прочность при долблении шпоночного паза; - оси отверстий не имеют наклонного расположения, что упрощает конструкции приспособления, снижает трудоемкость обработки отверстий. -нетехнологичным является радиальное отверстие. - оси отверстий не имеют наклонного расположения, что упрощает конструкции приспособления, снижает трудоемкость обработки отверстий. При рассмотрении технологичности свойств материала детали учитывается коэффициент обрабатываемости материала резанием, определяемый по формуле:  где:  – скорость резания при 60-минутной стойкости инструмента и определенных условиях резания рассматриваемого материала; – скорость резания при 60-минутной стойкости инструмента и определенных условиях резания рассматриваемого материала; – скорость при 60-минутной стойкости в случае обработки эталонного материала. – скорость при 60-минутной стойкости в случае обработки эталонного материала.Согласно [1, стр.40 Жуков, 2т.] за эталонный материал принята сталь 45, с пределом прочности  , твердость HB 179. Эталонная скорость резания при получистовом точении этой стали твердосплавными резцами – 135 м/мин при 60-минутной стойкости, то есть , твердость HB 179. Эталонная скорость резания при получистовом точении этой стали твердосплавными резцами – 135 м/мин при 60-минутной стойкости, то есть  , эталонная скорость резания при точении резцами из быстрорежущей стали Р18 - 75 м/мин при 60-минутной стойкости. , эталонная скорость резания при точении резцами из быстрорежущей стали Р18 - 75 м/мин при 60-минутной стойкости.Для материала детали "Обойма пяты", а именно стали 40Х13 ГОСТ 5632-72, согласно данным [1, стр.40, таб.1.4], Kv составит: 0.7÷0.8. Скорость резания при получистовом точении этой стали твердосплавными резцами V60 = 0,8∙ 135 = 108 м/мин при 60-минутной стойкости, то есть скорость резания при точении резцами из быстрорежущей стали V60 = 0,7∙ 135 = 94,5 м/мин при 60-минутной стойкости. Выбранный материал является технологичным с точки зрения обработки резанием. Кроме того, он не является дефицитным и хорошо обрабатывается давлением. |