Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

Глава 4 ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ РАЗНЫХ МАТЕРИАЛОВ4.1. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТОНКИХ ПРОЗРАЧНЫХ ТКАНЕЙОсобенности обработки изделий определяются свойствами материалов, из которых изготовляются эти изделия. При обработке изделий из тонких прозрачных тканей принимают во внимание такие их свойства, как прозрачность, сильная осыпаемость и подвижность структуры. При конструировании изделий из таких тканей стремятся к сокращению числа конструктивных швов. Кроме того, стараются избегать большой кривизны швов соединения деталей. Подборт, обтачка горловины, обтачка разреза, обтачка проймы должны быть спроектированы так, чтобы внутренние срезы этих деталей совпадали с какими-либо конструктивными линиями (рельефами, кокетками). Это необходимо для того, чтобы на лицевой стороне изделия не чередовались участки с различной прозрачностью материала. Например, целесообразно проектировать цельнокроеный подборт, внутренний срез, которого совмещен с вертикальным рельефом полочки, или обтачку горловины, у которой внутренний срез совмещен с линией кокетки. Раскрой деталей производят, разместив материал на шероховатой поверхности, что позволяет предохранить настил от перемещения и деформации при обводке лекал и раскрое. При этом используют большое число грузиков и зажимов. При индивидуальном пошиве желательно сразу после раскроя закреплять косые срезы деталей клеевой или не клеевой кромкой, что предохранит их от деформации. Одним из основных требований к технологии обработки изделий из таких материалов является обеспечение минимально возможной ширины соединительных швов — не более 4...5 мм. Для соединения деталей изделий используют швы бельевой группы: двойной, запошивочный и реже шов взамок. Для обработки краев деталей используют шов вподгибку с закрытым срезом с припуском, равным ширине подгиба. Подогнутый срез детали в этом случае будет совпадать с линией низа изделия в готовом виде. Достаточно часто применяют шов с двойной подгибкой и шиной 2... 3 мм в готовом виде. Его выполняют следующим образом: срез подгибают на изнаночную сторону на 5... 10 мм и застрачивают, прокладывая строчку на расстоянии 1... 2 мм от сгиба, излишек припуска подгиба около строчки подрезают. Застроченный край еще раз подгибают на изнаночную сторону на 2... 3 мм и настрачивают второй строчкой, прокладывая ее как можно ближе к первой. Для обработки краев деталей используют окантовочный шов шириной не более 5 мм. Срезы деталей можно обметывать, если материал осыпается незначительно. Срезы деталей обрабатывают узкой зигзагообразной строчкой, прокладываемой по краю подогнутого среза, излишки которого потом срезают. Для обработки срезов используют также трех ниточную краевую строчку цепного стежка. Для пошива изделий из тонких прозрачных тканей следует использовать очень тонкие нитки (№80... 100), тонкие иглы (№ 65... 70), а частота стежка должна быть достаточно высокой — 8... 10 стежков в 1 см строчки. Дублирование подбортов, воротников, манжет, обтачек горловины и проймы выполняют, если это предусмотрено моделью. Используют полупрозрачные клеевые материалы поверхностной плотностью не более 20 г/м2, имеющие цвет, соответствующий цвету основного материала. При этом на лицевой поверхности дублированной детали не должен проступать клей с клеевой прокладки, а сама деталь должна сохранять свой цвет. Вместо клеевых прокладок используют жесткие прозрачные ткани подходящего цвета, например органзу. Клеевые и не клеевые прокладки соединяют с деталями из основного материала так, чтобы срезы прокладок были закреплены строчками швов стачивания или отделочными строчками. Вытачки желательно заменять конструктивными рельефами. Спроектированную вытачку выполняют неразрезной, используя, стачной шов взаутюжку. Если раствор вытачки большой и ширина вытачки в готовом виде превышает 15 мм, то после стачивания (рис. 4.1, а, строчка 7) ее подрезают, оставляя припуск 10 мм. Припуски подгибают внутрь и застрачивают (строчка 2) швом Шириной 1... 1,5 мм. Ширина вытачки в готовом виде не должна превышать 4...5 мм. Карманы. На изделиях из тонких прозрачных тканей прорезные Урманы и карманы в швах, как правило, не выполняют. Чаще всего уготовляют накладные карманы, которые выкраивают цельно кроеными с подкладкой. При обработке карман перегибают по линии верхнего края и складывают с подкладкой лицевой стороной внутрь, карман обтачивают с трех сторон (рис. 4.1, б, строчка 7), оставляя в Нижней части кармана отверстие длиной 25... 30 мм, через которое обтачанный карман вывертывают на лицевую сторону. Кардан выправляют, срезают излишки припусков, оставляя 5...6 мм. 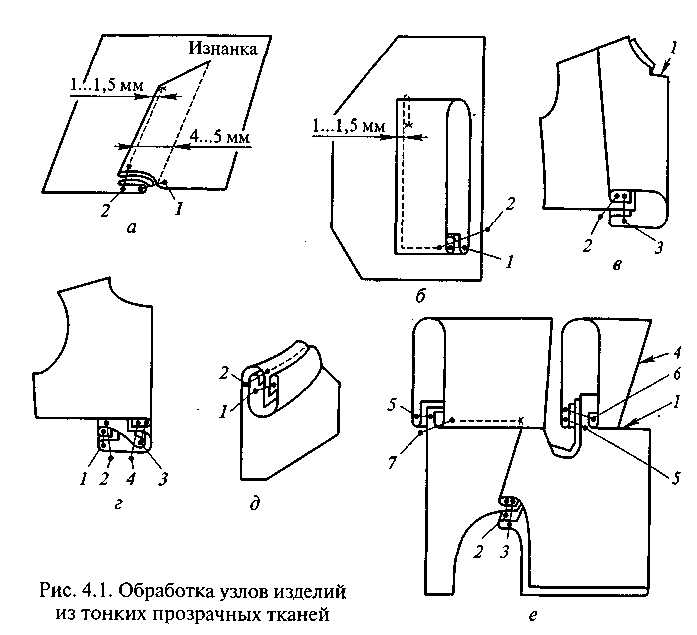 Готовый карман приутюживают, а затем настрачивают на основную деталь (строчка 2). Застежки. Борта обрабатывают под бортами, цельно кроенными с полочкой, планками, цельно кроенными с полочкой или отрезными. Подборта не дублируют. При обработке цельнокроеного подборта сначала обтачивают уступ борта (рис. 4.1, в, строчка 1).Надсекают припуск горловины в конце уступа. Затем стачивают рельеф полочки (строчка 2). Подборт отгибают на лицевую сторону полочки и накладывают лицевой стороной на изнанку бочка. Уравнивают срезы подборта и припусков шва стачивания рельефа. Подборт притачивают к припускам шва стачивания рельефа (строчка 3), прокладывая строчку на расстоянии 0,5... 1 мм от строчки шва стачивания рельефа подборт вывертывают на лицевую сторону через открытый участок низа полочки и приутюживают. Если для обработки бортов используют отрезные подборта обычной конструкции и не клеевую прокладку, то подборт обтачивают не клеевой прокладкой по внутреннему срезу (рис. 4.1, г, строчка 1). Детали вывертывают на лицевую сторону, выправляют, а затем по внутреннему срезу подборта прокладывают строчку на расстоянии 1... 1,5 мм от края (строчка 2). Срезы борта на подборте и прокладке уравнивают, при необходимости удаляя излишки материала, и соединяют временной строчкой. Готовым подбортом обтачивают борт (строчка 3). В заключение припуски шва обтачивания борта настрачивают на подборт (строчка 4). Эта строчка может быть заменена отделочной строчкой, проложенной по краю борта, если она предусмотрена моделью. Планку, цельно кроенную с основной деталью, подгибают на изнаночную сторону и настрачивают швом шириной 0,5... 1 мм. При этом срез припуска должен доходить до сгиба планки, что позволит избежать чередования участков с различной прозрачностью на лицевой стороне изделия. Отрезную планку с петлями, расположенными в швах притачивания планки, изготовляют так же, как в изделиях без подкладки (см. рис. 2.19, г). Изделие застегивают на пуговицы и петли. Петли могут быть навесные, прорезные обметанные, расположенные в соединительных швах планки. Разрез застежки, не доходящей до конца детали, обтачивают одновременно с обработкой горловины увеличенной подкройной обтачкой, имеющей вид кокетки. Внутренний срез такой обтачки может быть настрочен на основную деталь. Обтачку не дублируют. Вместо обтачки используют подкладку полочки и спинки, выкроенную из основной ткани. Разрез застежки окантовывают косой бейкой с двумя закрытыми срезами (см. рис. 2.16, б). Обработка горловины, воротника. Горловину изделия обрабатывают подкройной обтачкой. Если обтачку укрепляют не клеевой прокладкой, то соединение обтачки с прокладкой производят так же, как у отрезных подбортов (см. рис. 4.1, г). Горловину окантовывают косой бейкой с двумя закрытыми срезами. Окантовочный шов можно разместить на лицевой стороне изделия или заутюжить на изнаночную сторону (рис. 4.1, д). Чтобы окантовочный шов свободно лежал на изнаночной стороне изделия, нужно после притачивания косой бейки (строчка 1) оттянуть срез горловины и косую бейку утюгом. Эту операцию ВТО следует выполнять, не затрагивая строчку притачивания косой бейки. После оттягивания завершают окантовывание среза (строчка 2). Готовый шов заутюживают на изнаночную сторону Изделия и прикрепляют потайными стежками к припускам плечевых швов. Воротник часто выкраивают цельно кроенным с нижним воротником по линии отлета. Воротник обтачивают по концам с изнаночной стороны (рис. 4.1, е, строчка 4), вывертывают на лицевую сторону и приутюживают. Подборт и полочку, сложенные изнаночной стороной внутрь, уравнивают по срезам горловины и прокладывают временную строчку скрепления. Нижний воротник втачивают в горловину изделия на участке полочки вместе с подбортами (строчка 5). Затем верхний воротник притачивают к шву втачивания нижнего воротника на участке горловины полочки (строчка 6). Воротник вывертывают на лицевую сторону и выправляют. Припуски швов втачивания верхнего и нижнего воротников направляют в сторону воротника. Стойку верхнего воротника настрачивают на шов втачивания нижнего воротника между плечевыми швами (строчка 7). Воротник может быть втачан в горловину двойным или запошивочным швом. Перед втачиванием нижний и верхний воротники должны быть соединены по линии горловины ручной или машинной строчкой. Остальные узлы обрабатывают так же, как в изделиях без подкладки. 4.2. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ БАРХАТА И ДРУГИХ ВОРСОВЫХ МАТЕРИАЛОВОсновными особенностями таких материалов являются наличие ворса, который ни в коем случае не должен быть смят, и относительно большая их толщина. Повышенная сминаемость ворсового покрытия затрудняет возможность применения ВТО. Поэтому в конструкции изделий проектируют минимальное число деталей и швов, вытачки заменяют рельефами, кокетками, посадку по срезам — мягкими складками. В конструкциях узлов карманов, застежек предусматривают минимальное число слоев деталей. Подкладку воротников, клапанов, листочек, карманов выкраивают из подкладочной ткани. Для ВТО изделий из этих материалов требуется специальная гладильная подушка с игольчатой поверхностью, которая предохраняет ворс от заминов. Давление утюжильных поверхностей должно быть минимальным. После ВТО изделие необходимо выдержать в подвешенном состоянии. Соединение деталей производят стачным швом вразутюжку. В изделиях из материалов, подобных вельвету, срезы деталей можно соединять швами взамок, запошивочным или стачным с одновременным обметыванием срезов. При индивидуальном пошиве детали сметывают двумя параллельными строчками. Стачивание выполняют, прокладывая машинную строчку между двумя сметочными. Это помогает избежать перемещения деталей относительно друг друга из-за смятия ворса. Швы в изделиях настрачивают по лицевой стороне деталей без предварительного заутюживания. Также без предварительного приутюживания прокладывают отделочные строчки. Срезы соединяемых деталей могут быть обметаны либо окантованы тонкой тесьмой или косой бейкой с одним открытым срезом. Для обработки краев используют швы вподгибку с открытым обметанным или окантованным срезом. Распарывание проложенных машинных строчек нежелательно из за неустранимых заминов ворса. Для отделки деталей используют буфы, складки, драпировки. Применяют отделку лентой, тесьмой, шнуром, аппликацией, бейкой и кантом. На изделиях из ворсовых материалов не делают узких оборок. Обработка карманов. На платьях карманы чаще всего выполняют в швах. На жакетах могут быть изготовлены накладные и прорезные карманы с одной или двумя обтачками, с клапаном, с листочкой, имеющей втачные концы. Из за большой толщины прорезной карман с листочкой, имеющей настрочные концы, делают редко. Накладные карманы изготовляют на подкладке. Застежки изготовляют любые (в разрезах основных деталей, в швах или рельефах, в сквозных разрезах основных деталей), по модели. При этом выбирают конструкцию с минимальным числом деталей и швов. Практически не делают застежки в разрезах с настрочными планками из-за большого числа швов и большой толщины узла застежки. Обработка воротника. Из за достаточно большой толщины основного материала целесообразно выбирать такую конструкцию воротника, которая при соединении с изделием давала бы минимальное число слоев. Например, к изделиям, имеющим борта с лацканами, воротник присоединяют так же, как к изделиям с подкладкой: нижний воротник втачивают в горловину изделия, верхний воротник стачивают с подбортами по линии раскепа. Припуски швов разутюживают и скрепляют между собой. Рубашечные воротники на отрезной стойке, как правило, не выполняют из-за большой толщины. Предпочтение отдают воротникам с цельнокроеной стойкой. Обработка рукавов. Рукава изготовляют по общим правилам с Учетом толщины узла в готовом виде. 4.3. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРИКОТАЖНОГО ПОЛОТНАСпецифическими свойствами трикотажных полотен являются повышенная растяжимость, закручиваемость срезов, прорубаемость полотна и распускаемость петель. Повышенная растяжимость и закручиваемость срезов трикотажа затрудняют его настилание и раскрой. Настилание следует производить без натяжения полотна. После настилания полотна нужно дать время на его релаксацию в настиле. Раскладку и зарисовку лекал деталей проводят как обычно, но с использованием большого числа зажимов и грузиков для фиксирования лекал, особенно по краям полотна. Трикотаж склонен к прорубаемости иглой; поэтому при пошиве изделий из него используют острые тонкие иглы №65...75 или специальные трикотажные иглы с острием круглой заточки. Нитки как обычно подбирают в соответствии с толщиной игл. Детали из трикотажного полотна стачивают специальной строчкой цепного или челночного переплетения. Может быть использована зигзагообразная строчка с шириной стежка 0,5... 1 мм и длиной стежка 2,5 ...4 мм. Натяжение нитки не должно быть большим. Стачивание деталей выполняют также с одновременным обметыванием срезов на стачивающе обметочных машинах цепного стежка. Кроме того, для стачивания используют крае обметочные машины. Основным требованием при выполнении стачивающей строчки является сохранение длины детали на стачиваемом участке. Из-за сильной подвижности структуры трикотажного полотна срезы полотна при стачивании растягиваются, что приводит к появлению поперечных складок по шву стачивания в готовом изделии. Во избежание такого дефекта на швейной машине необходимо правильно отрегулировать подачу материала под иглу и давление лапки. Все соединительные швы изделия выполняют на машинах цепного стежка. Для стачивания вытачек, притачивания тесьмы, обработки застежки, втачивания воротника и настрачивания обметанных срезов можно использовать строчки челночного стежка. При соединении плечевых срезов, верхнего участка оката рукава с проймой, нижнего среза воротника с горловиной спинки, срезов рукава реглан, боковых срезов (в изделиях из трикотажа крупной петельной структуры) во избежание растяжения срезов под строчку прокладывают тесьму. Срезы деталей, внутренние срезы подбортов, обтачек обметывают на крае обметочных машинах цепного стежка. Края деталей обрабатывают швом вподгибку на плоско шовной двух игольной машине. Обметанный край одежды застрачивают на одно игольной машине цепного стежка или подшивают на машине потайного цепного стежка. Срезы деталей окантовывают полосками трикотажного полотна, выкроенными в направлении петельного ряда. Воротники, манжеты, подборта, планки и другие детали могут быть продублированы клеевыми прокладочными материалами на трикотажной или тканой основе. Клеевые прокладки могут быть заменены не клеевыми. Обработка мелких деталей. Пояса, хлястики, паты, клапаны перегибают вдоль лицевой стороной внутрь, совмещают и обтачивают срезы швом шириной 5 ...7 мм, оставив в середине или в конце строчки отверстие длиной 20...30 мм, через которое деталь вывертывают на лицевую сторону и выправляют. Затем отверстие застрачивают. При необходимости по краю детали прокладывают отделочную строчку. В изделиях из полотен большой растяжимости на изнаночную сторону нижней части перегибаемой детали предварительно настрачивают не клеевую прокладку швом шириной 3...7 мм. Обработка карманов. Накладные карманы в зависимости от вида изделия изготовляют с подкладкой или без нее. Верхний край кармана укрепляют тесьмой во избежание его растяжения. Тесьму притачивают вдоль верхнего края кармана с изнаночной стороны припуска подгиба верхнего среза. При настрачивании кармана под его верхние углы с изнаночной стороны изделия подкладывают клеевые или не клеевые усилители. Карманы в швах обрабатывают так же, как в изделиях без подкладки (см. рис. 2.13). Особенность состоит в том, что перед обработкой укрепляют вход в карман тесьмой с изнаночной стороны изделия. Прорезные карманы изготовляют редко. Последовательность их обработки соответствует той, которую используют в изделиях без подкладки (см. рис. 2.14). Место разрезания основной детали с изнаночной стороны укрепляют клеевой или не клеевой прокладкой. Обработка бортов и застежек. Борта выполняют цельно кроеными. От растяжения их предохраняют, укрепив прокладкой или тесьмой. Не клеевую прокладку настрачивают на изнаночную сторону подборта на расстоянии 5... 6 мм от линии сгиба борта. Затем внутренние срезы подборта и прокладки обметывают. При использовании тесьмы ее настрачивают по уступу и краю подборта с изнаночной стороны на расстоянии 20...25 мм от среза основной детали. Тесьму также прокладывают по линии расположения петель и пуговиц. Разрез застежки изделия обрабатывают бейкой, вырезанной в направлении петельного ряда окантовочным швом с открытым обметанным срезом. Ширина шва 5...7 мм. Застежку-молнию в разрез изделия втачивают следующим образом: складывают ее с основной деталью лицом к лицу вдоль линии разреза, уравнивают верхние срезы и притачивают к основной детали, прокладывая строчку по тесьме с двух сторон вдоль звеньев на расстоянии 2 мм от них. Основную деталь рассекают между строчками, застежку-молнию отворачивают на изнаночную сторону изделия и настрачивают на основную деталь с ее лицевой стороны. Строчка настрачивания должна быть параллельна звеньям и располагаться на расстоянии 8... 10 мм от них. При расположении застежки-молнии в шве ее накладывают на Припуски шва стачивания с изнаночной стороны изделия и настрачивают с лицевой стороны основной детали. 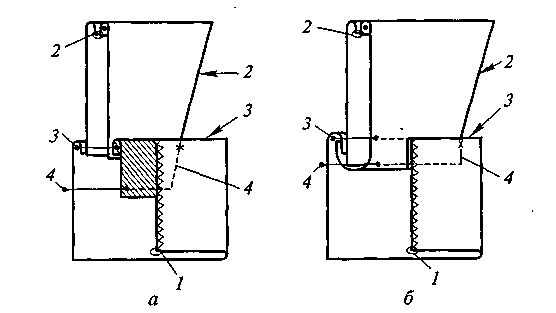 Рис. 4.2. Соединение воротника с изделием из трикотажного полотна Обработка горловины и воротников. Горловина изделия может быть обработана бейкой так же, как разрез застежки. Кроме того, горловину обрабатывают воротниками. Воротники изготовляют так же, как в изделиях без подкладки (см. рис. 2.21). В воротниках может быть проложена прокладка. Не клеевую прокладку настрачивают на изнанку нижнего воротника на расстоянии 3... 4 мм от срезов. После этого воротник обтачивают нижним воротником. Верхний и нижний воротники втачивают в горловину одновременно одной стачивающее обметочной строчкой. Затем шов втачивания распошивают на специальной двух игольной плоско шовной машине цепного стежка или настрачивают на основную деталь на машине челночного стежка. Воротник можно втачивать с использованием тесьмы (рис. 4.2, а) или увеличенного припуска верхнего воротника (рис. 4.2, б). Однослойные вязаные воротники соединяют с изделием указанными способами. Обработка низа изделия и рукавов. Низ изделия застрачивают швом вподгибку с открытым обметанным срезом на машине цепного потайного стежка или обрабатывают на плоско шовной машине. Низ рукава может быть обработан мягкой манжетой или манжетой на прокладке. Мягкую манжету притачивают к низу рукава одной стачивающее обметочной строчкой. Так же притачивают к низу рукава однослойную вязаную манжету. Жесткая манжета может быть притачана обычным способом. Шлица рукава обрабатывается косой бейкой так же, как горловина и разрез застежки. Низ рукава может быть обработан и на плоско шовной машине Обработка верхних срезов поясных изделий. Верхний срез может быть обметан, обработан швом вподгибку с открытым обметанным срезом, окантован тесьмой или обработан поясом по обычной технологии. 4.4. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРЕХСЛОЙНОГО СТЕГАНОГО ПОЛОТНАВыстеганное полотно представляет собой многослойный пакет, состоящий из материала верха, утепляющей прокладки и подкладки, скрепленных между собой выстегиванием с помощью ниточных строчек, проложенных по определенному рисунку (квадрат, ромб, параллельные линии, геометрический узор, сюжетный рисунок и пр.). В качестве утепляющей прокладки используют синтепон, холсты с чесальных машин, другие материалы. Выстегивание трехслойного полотна выполняют так же, как выстегивание утепляющей подкладки (см. подразд. 3.8.2). Из-за повышенной жесткости и толщины материала конструкцией изделий не предусматриваются излишнее конструктивное членение основных деталей и применение ВТО. Вытачки не проектируют, используют рукава рубашечной конструкции, втачиваемые в открытую пройму. Воротник втачивают в горловину без уступа. Конструкция карманов предельно простая — без долевиков, подзоров. Для соединения деталей используют шов встык с прокладыванием с лицевой и изнаночной сторон тесьмы или косой бейки с двумя подогнутыми срезами (рис. 4.3, а), стачной шов с окантовыванием срезов (рис. 4.3, б), причем окантовка может быть расположена как на изнаночной, так и на лицевой стороне. Срезы деталей изделий из трехслойного стеганого полотна окантовывают тесьмой или косой бейкой с двумя подогнутыми срезами. Для выполнения швов встык и стачного используют двух и одно игольные стачивающие машины со специальными приспособлениями. Начальная обработка основных деталей. Заключается в основном в притачивании кокеток к спинке и полочкам, если они предусмотрены моделью. Операцию выполняют упомянутыми выше соединительными швами. Кроме них, если позволяет толщина материалов, используют настрочной шов с открытым окантованным срезом (рис. 4.3, в), накладной двумя строчками с открытыми окантованными срезами (рис. 4.3, г) или стачной вразутюжку с последующим настрачиванием тесьмы или косой бейки на припуски шва стачивания (рис. 4.3, д). Обработка карманов. Карманы могут быть накладными, прорезными или располагаться в швах стачивания деталей изделия. При обработке карманов в швах и прорезных карманов долевики 11подзоры не используют. Обтачки и листочки выкраивают цельно кроенными с подкладкой кармана. Срезы накладных карманов перед настрачиванием могут быть обработаны окантовочным швом с использованием тесьмы или Косой бейки. Так же могут обрабатываться срезы клапанов и лисичек карманов. 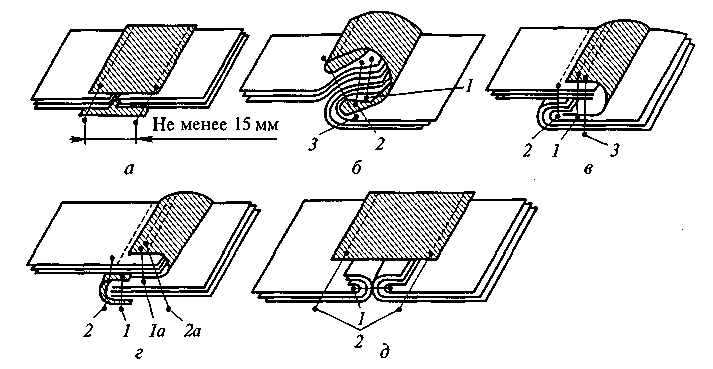 Рис. 4.3. Швы, используемые для соединения деталей изделий из трехслойного стеганого полотна Обработку застежки выполняют в сквозном разрезе без подборта. Для застегивания используют прорезные петли и пуговицы. Прорезные петли обметывают на петельном полуавтомате. Возможна застежка на воздушные петли, изготовленные из тесьмы или косой бейки и втачанные при обработке борта тесьмой или косой бейкой. Вытачные петли на таких изделиях не выполняют. Обработка воротника. Изготовляют однослойный воротник. Части воротника стачивают по средней линии швом встык с использованием тесьмы. Отлет и концы воротника окантовывают одновременно с окантовыванием борта и нижнего среза изделия. Воротник втачивают в горловину изделия стачным швом с окантовыванием срезов либо швом встык с тесьмой, настроченной на лицевую или изнаночную сторону. Обработка рукавов. Передние срезы соединяют швом встык, а локтевые — окантовочным швом или швом встык. Низ рукавов обрабатывают окантовочным швом до или после соединения локтевых срезов рукавов. Втачивание рукава выполняют окантовочным швом с использованием тесьмы или косой бейки. 4.5. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НАТУРАЛЬНОЙ КОЖИОсновными свойствами кожи, обусловливающими выбор технологии пошива изделий из них, являются жесткость, толщина» упругость, прорубаемость, неустойчивость к воздействию высоких температур. Поэтому при пошиве изделий из натуральной кожи не используется ВТО, а объемную форму изделиям придают конструктивным путем. Прорубаемость кожи иглой требует особой тщательности выполнения машинных работ и исключает наметывание и переделки. Для раскладки и раскроя деталей изготовляют полный комплект лекал. Раскладку лекал выполняют на лицевой стороне каждой кожи отдельно. Наиболее ответственные детали раскладывают на средней (чепрачной) части кожи, симметричные детали располагают симметрично относительно хребтовой линии. Сначала раскладывают и обводят лекала крупных деталей, затем мелких. Обводку выполняют карандашом или шариковой ручкой. Детали вырезают скорняжным ножом или вырубают на вырубочном прессе. Для пошива используют швейные машины челночного стежка со специальными механизмами перемещения материалов. Для этого же применяют лапки с тефлоновым покрытием и рейки с мелкими зубчиками. Поверхность кожи смазывают по линии строчки силиконовой эмульсией, машинным или силиконовым маслом для облегчения перемещения под лапкой машины. Срезы деталей соединяют стачным, расстрочным, настрочным или накладным швом с закрытыми или открытыми срезами. Швы с открытыми срезами используют для пошива изделий из наиболее толстых и жестких кож. Открытые срезы могут иметь вид зубчиков или бахромы. При пошиве используют машинные иглы с заточкой в виде лопаточки и ручные иглы с трехгранной заточкой. Применяют полиэфирные (лавсановые) комплексные или хлопколавсановые армированные нитки. Частота стачивающей строчки 3... 3,5 стежка в 1 см. Для предохранения срезов от растяжения применяют клеевые прокладочные материалы на нетканой основе, температура плавления клеевого покрытия которых не превышает 80 0С, а также липкую ленту с двусторонним клеевым покрытием. Для закрепления срезов и швов используют также не клеевые прокладочные материалы и кромки. Начальная обработка состоит из разметки, прокладывания кромок и прокладок, обработки вытачек. Разметку производят с изнаночной стороны: намечают линии перегиба борта, подгибки низа, линии места расположения карманов. Клеевые или не клеевые прокладки в зависимости от модели могут быть проложены в лацканы, борта, листочки, клапаны, припуски подгиба низа рукавов и изделия. Не клеевые прокладки прикрепляют резиновым клеем с последующим закреплением в швах. Клеевые и не клеевые кромки прокладывают по плечевым срезам полочек, проймам и горловине спинки и полочек, верхнему краю накладного кармана, краю бортов, шлиц, низу изделия и другим участкам. В качестве кромки может быть использована липкая лента. 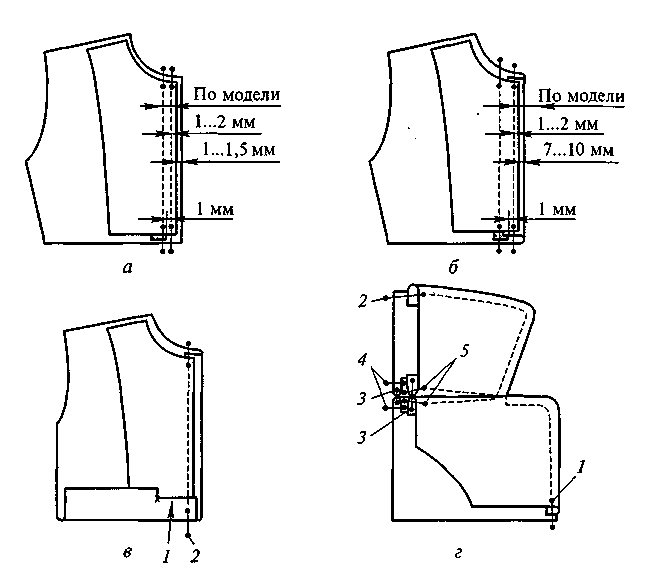 Рис. 4.4. Обработка узлов изделий из натуральной кожи Вытачки, как правило, изготовляют разрезными. Если вытачки неразрезные, то их сначала стачивают, а затем настрачивают. Мелкие детали (шлевки, паты, хлястики, пояса) обрабатывают накладным швом с закрытым срезом. Обработка карманов. Карманы чаще всего располагают в швах и рельефах. Могут быть выполнены также накладные и прорезные карманы. Накладные карманы выполняют на подкладке. Место входа в карман укрепляют прокладкой с изнаночной стороны детали. Подкладку карманов изготовляют из бязи или подкладочных материалов. Листочки и клапаны выкраивают цельно кроенными с подкладкой или подкройными. Подзоры и обтачки настрачивают на подкладку кармана без подгиба срезов. Соединение деталей. Как отмечалось выше, соединение деталей осуществляется стачными, расстрочными, настрочными или накладными швами. Накладные швы выполняют двумя строчками после выполнения стачного шва его припуски разутюживают слабо нагретым утюгом. Температура гладильной поверхности не должна превышать 80 0С. Припуски шва стачивания промазывают резиновым клеем, который заменяет строчки расстрачивания припусков. Борта застежки могут иметь цельнокроеные или отрезные подборта. Они могут быть обработаны накладным швом с одним закрытым срезом или с двумя открытыми срезами. В случае использования цельнокроеного подборта кромку прокладывают по линии перегиба борта со стороны подборта. В дальнейшем кромка должна закрепляться отделочной строчкой, прокладываемой по краю борта. Если используется отрезной подборт, кромку прокладывают по краю борта полочки так, чтобы она попадала под строчку обтачивания борта не менее чем на 1 мм. При обработке бортов накладным швом с одним закрытым срезом или с двумя открытыми срезами кромку закрепляют на полочке так, чтобы она не выходила за строчку обтачивания борта подбортом, а располагалась на расстоянии 1 мм от нее (рис. 4.4, а). При обработке подбортов накладным швом с одним закрытым срезом подборта накладывают на полочки на расстоянии 7... 10 мм от края борта (рис. 4.4, б). Борта могут быть обтачаны подбортами после притачивания нижнего среза подборта к припуску подгиба низа (рис. 4.4, в). Петли чаще всего выполняют обтачными. Воротники изготовляют с отрезной стойкой. Стойку притачивают, а шов притачивания расстрачивают. После обтачивания и вывертывания воротника на лицевую сторону по его уступам и отлету прокладывают строчку на расстоянии 1... 1,5 мм от шва обтачивания. Воротник может быть обтачан нижним воротником накладным швом с закрытым срезом или с открытыми срезами. Строчку прокладывают со стороны верхнего воротника на расстоянии 2...3 мм от срезов или от сгиба. В горловину изделия втачивают отдельно верхний и нижний воротники. Шов втачивания воротников может быть расстрочен (рис. 4.4, г). Рукава втачивают в открытую или закрытую пройму. Шов втачивания рукава часто настрачивают. Низ рукава застрачивают швом вподгибку с открытым срезом. Изделия обтачивают подкладкой. Притачная по низу подкладка может обрабатываться традиционным способом. В ряде случаев низ подкладки застрачивают, вкладывая ее между изделием и припуском подгиба низа изделия. Если подкладка отлетная, низ изделия и низ подкладки застрачивают раздельно. 4.6. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ С ПЛЕНОЧНЫМ ПОКРЫТИЕМПри пошиве изделий из таких материалов необходимо учитывать следующие особенности. Раскрой материалов затруднен, поэтому скорость резания должна быть небольшой. При раскрое требуется более частая, чем обычно, заточка ножей. Пленочное покрытие, обладая повышенным коэффициентом трения, затрудняет перемещение материала под лапкой швейной машины. Для уменьшения трения и облегчения перемещения материала следует применять фторопластовую или тефлоновую прижимную лапку или роль-пресс, регулировать высоту подъема транспортирующей рейки и давление прижимной лапки, обрабатывать силиконовой эмульсией или маслом места прокладывания строчек. Изделия из материалов с пленочным покрытием не подвергают ВТО. При проектировании изделий следует предусматривать закрепление припусков соединительных швов настрачиванием или расстрачиванием, закрепление краев деталей отделочными строчками. При прокладывании строчек устанавливают минимальное давление прижимной лапки и ослабляют натяжение нитей во избежание разрушения покрытия по шву. Частота строчек составляет 3... 3,5 стежка в 1 см. Не допускаются предварительное сметывание деталей, а также распарывание и переделка машинных строчек, так как на поверхности покрытия остаются следы от проколов иглой. Подборта, нижний воротник, лацканы, низ рукавов, листочки, клапаны, верхний край накладных карманов могут быть продублированы клеевым прокладочным материалом на нетканой основе. При дублировании деталей пропаривание исключено. Температура утюжильной поверхности должна быть не выше 120... 150 0С, давление минимальное, продолжительность прессования 15 с. Для сохранения стабильных размеров деталей в процессе обработки к срезам пройм и горловины притачивают кромку. Строчку притачивания прокладывают на расстоянии 2...3 мм от среза. 4.7. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПОЛИУРЕТАНОВЫЕ НИТИТкани стрейч, трикотажные полотна с полиуретановыми нитями (спандексом, лайкрой) обладают повышенной эластичностью. Одежда, изготовленная из таких материалов, хорошо облегает фигуру, значительно меньше мнется, хорошо сохраняет форму полиуретановые нити используют в ткани преимущественно в утке они могут размещаться и в основе, а также в основе и утке одновременно. В последнем случае ткань становится эластичной в обоих направлениях. В тканях содержание полиуретановых нитей составляет 2... 5 %, и эти нити всегда скрыты в структуре полотна. В трикотажных полотнах для купальных костюмов, белья, спортивной одежды содержание полиуретановых нитей достигает 25... 30 %, что позволяет создать сверх эластичные материалы. Основными особенностями материалов с полиуретановыми нитями являются их повышенная растяжимость, а также повышенная усадка при влажно-тепловой обработке из-за низкой термостойкости полиуретановых нитей. Для уменьшения влияния отрицательных свойств материалов на качество одежды необходима их отлежка в свободном состоянии перед настиланием и после настилания перед раскроем. Число операций влажно-тепловой обработки должно быть сведено к минимуму. Температуру утюжильной поверхности оборудования следует снижать до 120... 130 0С. Соединение деталей изделия из тканей с полиуретановыми нитями выполняют на стачивающей машине цепного стежка с помощью эластичных стежков и строчек или на челночной машине зигзагообразной строчкой с шириной зигзага 0,5... 1 мм и длиной стежка 2... 3 мм. Срезы деталей обметывают. При необходимости детали изделий из тканей стрейч могут быть продублированы клеевым прокладочным материалом на трикотажной основе. Дублирование выполняют без пропаривания. Продолжительность дублирования 15 с, температура утюжильной поверхности 120... 130°С, давление минимальное. Для сохранения стабильных размеров изделия по плечевым срезам плечевых изделий и по верхнему срезу юбок и брюк должна быть проложена клеевая или не клеевая кромка. |