Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

Глава 5 ПРОЕКТИРОВАНИЕ ПОТОКОВ ШВЕЙНЫХ ЦЕХОВ5.1. ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙВ предыдущих главах учебного пособия вы ознакомились с различными этапами обработки одежды — от соединения деталей в узлы до монтажа изделия и его окончательной отделки. Соединив знание учебного материала с практическими навыками, вы сможете самостоятельно сшить изделие. Известно, что одежду изготовляют, не только индивидуально, но и коллективно—в ателье или на швейном предприятии. В последующих главах учебного пособия вы ознакомитесь с этапами организации процесса коллективного изготовления изделий. Следует представить себе, в какой последовательности изготовляют изделие, какая операция идет за какой и с помощью какого оборудования выполняются эти операции. На все эти вопросы дает ответ технологическая последовательность обработки швейных изделий, которая включает в себя: перечень технологически неделимых операций; последовательность выполнения этих операций; описание условий, при которых могут быть выполнены эти операции; нормы времени, в течение которого они могут быть выполнены. Технологическая последовательность обработки швейных изделий дается в форме таблицы. Уясним ряд понятий, необходимых для составления этой таблицы. Технологически неделимой операцией в швейном производстве называется часть технологического процесса, которая осуществляется без перерыва на одном рабочем месте и состоит из последовательных действий рабочего, обрабатывающего одну деталь или изделие или одновременно несколько деталей. Разделение технологически неделимой операции на составные части невозможно (например, стачивание бокового среза) или нецелесообразно (например, втачивание левого и правого рукавов в проймы). Если мы попытаемся разделить технологически неделимую операцию, то будет увеличено время ее выполнения, ухудшится качество обработки. Все технологически неделимые операции делятся на заготовительные, сборочно-монтажные и отделочные. К заготовительным относятся операции, связанные с изготовлением отдельных деталей (клапанов, подбортов, воротника, подсадки и т.п.) и узлов (карманов на полочке, рукавов и т.п.). К сборочно-монтажным относятся операции, связанные со сборкой узлов (соединение полочек и спинок по боковым и плечевым срезам, воротника с горловиной, рукавов с проймами изделия и т.п.). К отделочным относятся операции, выполняемые на окончательном этапе изготовления швейного изделия. Ими являются: влажно-тепловая обработка (прессование, утюжильные работы, снятие лас); чистка изделия (от производственного мусора и загрязнений); обметывание петель, пришивание пуговиц, крючков, пряжек и т.п.; контроль качества; упаковка изделий. Каждая технологически неделимая операция выполняется с помощью машины, приспособления или вручную. При составлении технологической последовательности указывают, каким образом должна быть выполнена технологически неделимая операция, и используют сокращенные названия работ, приведенные ниже: Р — работа, выполняемая полностью вручную или с помощью ручных орудий труда; М — работа, выполняемая с применением стачивающей швейной машины; С — работа, выполняемая с помощью специализированной швейной машины; А — работа, выполняемая с помощью швейной машины полуавтоматического или автоматического действия; П — работа, выполняемая на прессе; У — работа, выполняемая утюгом. Каждую из перечисленных выше работ может выполнять рабочий, имеющий определенную квалификацию (например, работа на полуавтомате требует от рабочего более высокой квалификации, чем на стачивающей машине). Разряд работы устанавливается по Единому тарифно-квалификационному справочнику работ и профессий рабочих (вып. 46, раздел «Швейное производство», М., 2000). Норму времени на изготовление той или иной операции определяют по отраслевым нормативам времени или по другой справочной литературе (в основном пользуются типовой технической Документацией по конструированию, технологии изготовления, организации производства и труда, разработанной ЦНИИШП). 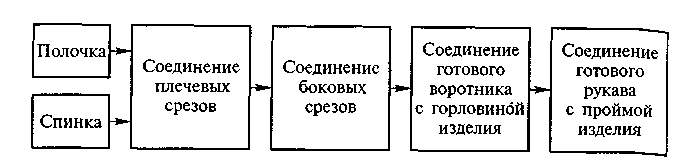 Рис. 5.1. Сборка узлов изделия с втачными рукавами При отсутствии нормы времени на операцию эта норма устанавливается с помощью хронометража, выполняемого нормировщиком. Оборудование и различную оргтех оснастку, необходимые для выполнения каждой технологически неделимой операции и указываемые в технологической последовательности, можно выбрать в справочной литературе по швейному оборудованию. На последовательность расположения технологически неделимых операций в технологической последовательности обработки изделия оказывают влияние конструкция и сложность модели (например, подборт цельнокроеный и отрезной, рукав втачной и реглан); материалы и зависящие от них способы обработки (например, при окантовке срезов изделия, выкроенного из легко-осыпающегося материала, концы окантовочной полоски должны быть застрочены в шов); оборудование (например, рукава в пройму можно втачивать на специальной машине для втачивания рукава и на полуавтомате). Поэтому прежде чем составлять технологическую последовательность, нужно составить укрупненную схему последовательности обработки изготовляемого изделия по узлам. На рис. 5.1 представлена последовательность сборки узлов изделия без подкладки с втачными рукавами, а на рис. 5.2 — с рукавами, цельно кроенными с полочкой и спинкой. 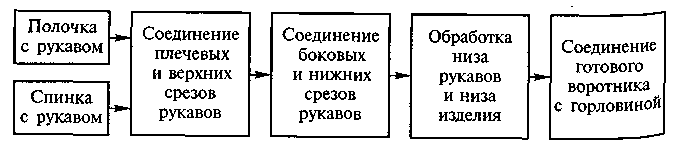 Как уже было отмечено, технологическая последовательность обработки изделия составляется в форме таблицы (табл. 5.1), где указывают номер технологически неделимой операции, ее содержание, специальность по каждой операции (определяется согласно применяемому оборудованию и обозначается сокращенно: Р, М, С, А, П, У, см. выше), квалификационный разряд выполняемой Рис. 5.2. Сборка узлов изделия с рукавами, цельнокроеными с полочкой и спинкой. Таблица 5.1 Технологическая последовательность обработки изделия
В технологической последовательности необходимо выделять группы заготовительных, сборочных (сборочно-монтажных) и отделочных операций. Для каждой группы следует подсчитать затраты времени на обработку, а просуммировав их, установить трудоемкость изделия. Составление технологической последовательности обработки изделия является итогом работы по выбору моделей, материалов для них, способов обработки, оборудования и оргтех оснастки. Все это служит необходимым материалом для расчета потока. К сожалению, табличная форма технологической последовательности обработки не всегда позволяет правильно судить о взаимосвязях между технологически неделимыми операциями, порядке их выполнения, наличии или отсутствии параллельных операций. Таблица 5.2 Матрица выбора основной сборочной единицы (на примере детской сорочки)
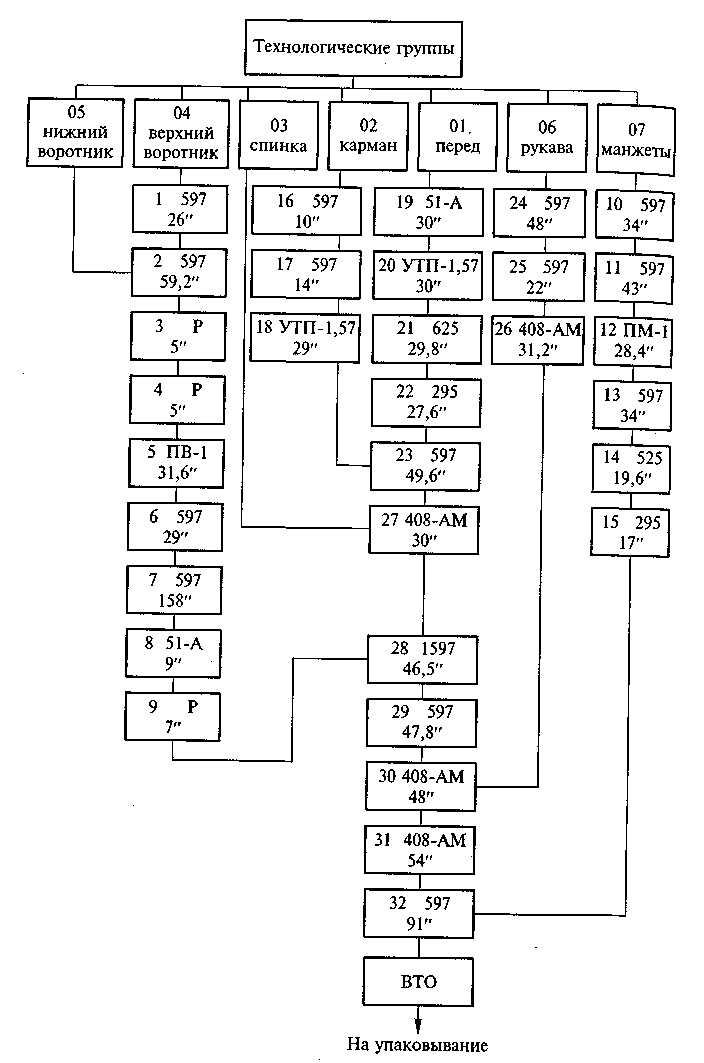 Рис. 5.3. Граф изготовления детской одежды (на примере детской сорочки) В Московском государственном университете дизайна и технологии была разработана форма графического построения технологической последовательности в виде графа (дерева). Для построения графа необходимо выделить основную сборочную единицу (деталь) изделия, к которой условно предполагается прикреплять остальные сборочные единицы. Основная сборочная единица и операции по ее обработке формируют так называемый ствол дерева, к которому в дальнейшем присоединяются монтажные операции и окончательная отделка изделия. Обработке остальных сборочных единиц (узлов) соответствуют ветви дерева, которые прикрепляются к стволу на разном уровне. За основную сборочную единицу, как правило, принимают ту, которая имеет наибольшее число связей со всеми другими сборочными единицами (ей присваивают номер 01). Для выявления основной сборочной единицы целесообразно построить матрицу связей между всеми сборочными единицами. В табл. 5.2 приведена матрица выбора основной сборочной единицы (на примере детской сорочки). Наличие связей в матрице обозначают цифрой 1, отсутствие — 0. В последнем столбце матрицы приводится сумма связей На рис. 5.3 показан пример построения графа изготовления детской одежды (на примере детской сорочки). Граф технологической последовательности — наиболее наглядная информация для выявления всех недостатков и неточностей, имеющихся в табличной форме. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||