Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

3.6. ОБРАБОТКА ВОРОТНИКОВ И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМПри изготовлении изделий с подкладкой, обрабатывая воротники, чаще всего соблюдают такую последовательность: обработка нижнего воротника, обработка верхнего воротника, соединение верхнего воротника с нижним. Затем готовый воротник соединяют с горловиной изделия. В зависимости от модели, вида изделия, свойств используемых материалов указанная последовательность может изменяться. При обработке нижнего воротника стачивают его дублированные составные детали — отрезную стойку нижнего воротника и нижний воротник. Шов стачивания расстрачивают на одно игольной или двух игольной машине. Расстояние между строчками растрачивания 4... 8 мм. Вместо двух параллельных прокладывают одну зигзагообразную строчку посередине разутюженного шва стачивания. Если нижний воротник выкраивают со швом посередине, то для уменьшения толщины сначала целесообразно стачать части нижнего воротника, разутюжить шов стачивания, а затем продублировать нижний воротник клеевым прокладочным материалом. При необходимости нижний воротник подвергают формованию на прессе с объемными подушками или утюгом. В последнем случае сначала оттягивают срез стойки от середины к краям, а затем срез отлета от середины к краям. Линия перегиба стойки может быть приутюжена. После формования уточняют контур и размеры нижнего воротника, подрезают излишки материала. Верхний воротник изготовляют следующим образом. Его соединяют из составных частей стачным швом вразутюжку. Припуски Шва притачивания отрезной стойки верхнего воротника расстрачивают или застрачивают, направив их в сторону стойки. Воротник при необходимости формуют, оттягивая по стойке и отлету. Подготовленные верхний и нижний воротники соединяют по концам и отлету обтачным швом, припосаживая материал верхнего воротника в углах. Подрезают припуски швов обтачивания в углах, воротник вывертывают на лицевую сторону и выправляют углы. Готовый воротник приутюживают, образуя кант по отлету и уступам из ткани верхнего воротника. Если предусмотрено моделью, концы и отлет воротника окантовывают специальной тесьмой. Сначала срезы верхнего и нижнего воротников стачивают швом шириной 4...5 мм, сложив их изнаночными сторонами внутрь, а затем окантовывают на машине со спецприспособлением. Обработанный воротник должен иметь ровные края, форму и размеры, предусмотренные конструкцией, симметричные концы, а на тканях с рисунком должна быть выдержана симметричность рисунка. При обработке воротников, цельно кроенных с бортами, сначала соединяют нижний воротник с горловиной изделия, а затем за один прием обтачивают борта и нижний воротник подбортами, цельно кроенными с верхним воротником. Изготовление воротников пиджака. Нижний воротник выкраивают из основного материала или из фильца (нетканого игло пробивного полотна). Нижний воротник из основного материала выкраивают из двух частей со швом посередине, так как нити основы нижнего воротника должны совпадать со срезом раскепа. Нижний воротник из фильца выкраивают без шва посередине. Части нижнего воротника, выкроенные из основного материала, стачивают по среднему шву. Шов разутюживают. Затем нижний воротник дублируют клеевым материалом на тканой основе. После дублирования уточняют форму и размеры нижнего воротника, подрезают излишки материала. Нижний воротник формуют на прессе с объемными подушками или утюгом. Уточняют размеры и форму дублированных верхнего воротника и стойки верхнего воротника, обрезают по линии, нанесенной мелом, наносят контрольные знаки по срезам отлета и стойки. Притачивают стойку верхнего воротника к верхнему воротнику швом шириной 5...6 мм (рис. 3.10, а, строчка 7). Припуски шва притачивания расстрачивают с расстоянием между строчками 2...4 мм (строчка 2) или настрачивают на стойку на расстоянии 1...2 мм от подогнутого края стойки (рис. 3.10, б). Верхний воротник можно также соединить со стойкой швом встык с подогнутыми на изнаночную сторону срезами шириной 7... 10 мм. Шов выполняют зигзагообразной строчкой шириной 2...4 мм (рис. 3.10, в). Шов соединения приутюживают. При этом можно проложить клеевую паутинку для последующего закрепления стойки по шву соединения на нижнем воротнике. Паутинку шириной 15 мм прокладывают на расстоянии 20 мм от нижнего среза стойки. Обработку верхнего воротника завершают уточнением его контура по линиям раскепа. При необходимости подрезают излишки материала. Верхний воротник накладывают по отлету изнаночной стороной на лицевую сторону нижнего воротника так, чтобы расстояние между срезами отлетов воротников было 10 мм. Совместив надсечки, настрачивают верхний воротник по срезу отлета зигзагообразной строчкой шириной 2...4 мм (рис. 3.10, г, строчка 3). Верхним воротником огибают срез отлета нижнего воротника. Концы верхнего воротника перегибают на сторону нижнего воротника, огибая срезы его концов, и закрепляют на нижнем воротнике зигзагообразной строчкой (рис. 3.10, д, строчка 4). Готовый воротник приутюживают. 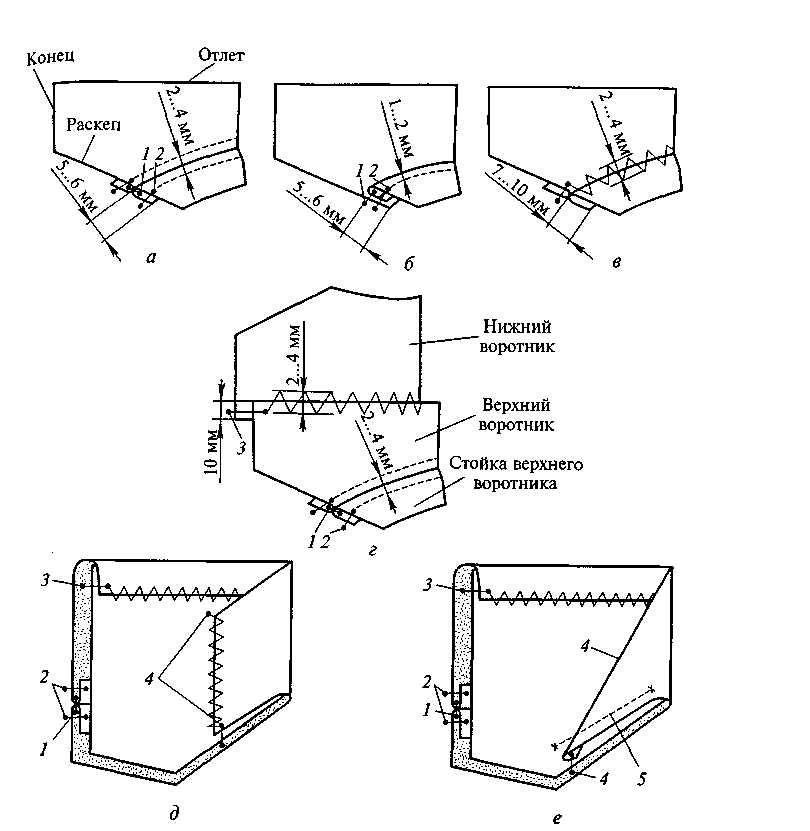 Рис. 3.10. Обработка воротника пиджака Концы верхнего воротника могут быть притачаны к нижнему воротнику (рис. 3.10, е, строчка 4), а затем настрочены на нижний воротник вдоль нижнего среза стойки (строчка 5). Верхний воротник может быть обтачан нижним по отлету и концам.  Обработка меховых воротников во многом повторяет обработку воротников из основного материала. Отличие состоит в следующем. На обработанный нижний воротник помещают прокладку из ватина для придания большей пышности меху. Срезы прокладки располагают внутри воротника на расстоянии 5... 10 мм от его срезов. Прокладку закрепляют двумя параллельными строчками потайного стежка, одна из которых располагается на расстоянии 30...40 мм от края отлета, а другая — на расстоянии 80... 100 мм от него. Иногда прокладку настрачивают на не клеевую сторону клеевой прокладки перед дублированием нижнего воротника. Строчку прокладывают по зигзагу с расстоянием между углами зигзага 35...40 мм. Вместо ватина можно использовать синтепон. Обработка меховых воротников во многом повторяет обработку воротников из основного материала. Отличие состоит в следующем. На обработанный нижний воротник помещают прокладку из ватина для придания большей пышности меху. Срезы прокладки располагают внутри воротника на расстоянии 5... 10 мм от его срезов. Прокладку закрепляют двумя параллельными строчками потайного стежка, одна из которых располагается на расстоянии 30...40 мм от края отлета, а другая — на расстоянии 80... 100 мм от него. Иногда прокладку настрачивают на не клеевую сторону клеевой прокладки перед дублированием нижнего воротника. Строчку прокладывают по зигзагу с расстоянием между углами зигзага 35...40 мм. Вместо ватина можно использовать синтепон.Нижний воротник для меховых воротников с длинным ворсом и грубой кожевой тканью делают без прокладки. Срезы нижнего воротника из легко осыпающихся материалов обметывают или окантовывают. Верхние воротники из натурального меха с различной длиной волосяного покрова и различной плотностью кожевой ткани обрабатывают с учетом этих факторов. Воротники с непрочной кожевой тканью укрепляют прокладкой из бязи или коленкора, которую соединяют с кожевой тканью на машине потайного стежка несколькими строчками с расстоянием между ними 30...40 мм, параллельными срезу стойки или отлета воротника. В качестве укрепляющей прокладки может быть использован специальный нетканый материал с клеевым покрытием, имеющим низкую температуру плавления. Такую прокладку закрепляют на изнаночной стороне мехового воротника утюгом при температуре утюжильной поверхности 80...90°С. В воротники с прочной тонкой кожевой тканью вместо прокладки к стойке притачивают полоску коленкора шириной 15 мм, кромку или тесьму. Ее срез, слегка натянув, располагают на расстоянии 3 мм от среза горловины воротника. В воротниках из овчины, имеющей прочную кожевую ткань, не применяют ни прокладок, ни кромок. Форму меховым воротникам придают вытачками, которые делают разрезными и стачивают вместе с прокладкой на скорняжной машине цепного однониточного стежка или вручную. Соединение верхнего мехового воротника с нижним выполняют обтачиванием концов и отлета на стачивающей машине, так же как при обработке верхнего воротника из основного материала. При обтачивании верхний воротник припосаживают в углах. Ширина шва обтачивания 5... 7 мм. Для закрепления канта обтачного шва припуски шва обтачивания настрачивают на нижний воротник. Воротник вывертывают на лицевую сторону, кант выправляют, край воротника выметывают. Обтачивание мехового воротника можно выполнить на скорняжной машине цепного однониточного стежка. Воротник обтачивают по концам и отлету швом шириной 3 ...4 мм, затем вывертывают на лицевую сторону и выправляют край воротника так, чтобы срезы деталей были направлены в сторону отлета и краев. При этом материал верхнего воротника огибает срезы нижнего. Край воротника выметывают. Для устойчивости края воротника верхний воротник прикрепляют к прокладке нижнего потайной строчкой вдоль линии отлета воротника. Верхний воротник можно настрочить на нижний по отлету зигзагообразной строчкой, а затем обтачать концы воротника на стачивающей машине. Ширина шва обтачивания 5...6 мм. Соединение воротника с изделием на подкладке. Сначала соединяют верхний воротник с подбортами по линиям раскепа. Соединение выполняют стачным швом вразутюжку. Затем втачивают нижний воротник в горловину изделия, используя стачной или накладной шов. Перед втачиванием воротник вметывают в горловину изделия. Сначала верхний воротник приметывают к подбортам по линиям раскепа, затем нижний воротник вметывают в горловину изделия за два приема, выполняя каждый прием от середины воротника к его концам и совмещая контрольные знаки. При этом нижний воротник припосаживают над плечевыми швами на участках длиной 20...30 мм горловины полочек и спинки, а горловину полочек припосаживают на участке длиной 30...40 мм до линии перегиба лацкана. Степень посадки зависит от конструкции изделия и свойств используемых материалов. В условиях промышленного производства операцию вметывания воротника могут не выполнять. При использовании стачного шва соединение раскепов (рис. 3.11, а, строчка 5) и втачивание нижнего воротника (строчка 5а) выполняют одной строчкой, начиная с левого борта и заканчивая на правом. Строчку прокладывают со стороны воротника. Ширина шва 7... 10 мм. Припуски швов стачивания раскепов и шва втачивания нижнего воротника разутюживают. Припуски шва втачивания на концах воротника высекают. С припуска шва втачивания срезают излишки прокладки нижнего и верхнего воротников, оставляя 1...2 мм до строчки шва втачивания. Разутюженные припуски швов раскепов соединяют с разутюженными припусками Шва втачивания нижнего воротника на стачивающей машине (строчка 6), ручными стежками или с использованием клеевой Паутинки. Затем верхний воротник наметывают на нижний по линии сгиба стойки, закрепляя припуск на сгиб стойки верхнего воротника. Наметывание осуществляют вручную или на специальной машине и сохраняют вплоть до окончательной отделки изделия. 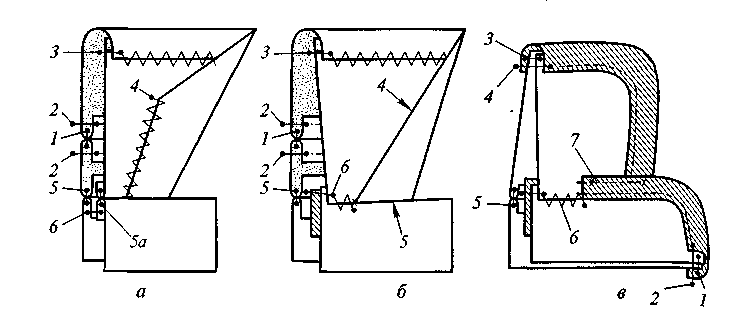 Рис. 3.11. Соединение воротника с изделием на подкладке При использовании накладного шва для втачивания нижнего воротника в горловину сначала притачивают по линиям раскепа верхний воротник к подбортам и, не прерывая строчки, втачивают нижний воротник по линиям раскепа в горловину изделия (рис. 3.11, б, строчка 5). Надсекают горловину изделия в концах строчки втачивания нижнего воротника. Припуски швов разутюживают. После этого нижний воротник накладывают на край горловины изделия по меловой линии, перекрывая срез горловины на 7... 10 мм. Нижний воротник вметывают, подложив с изнанки спинки полоску прокладочной ткани. Эта полоска необходима для прикрепления к ней впоследствии припусков шва притачивания подкладки к верхнему воротнику. Кроме того, она увеличивает прочность шва втачивания нижнего воротника. После вметывания нижний воротник втачивают зигзагообразной строчкой шириной 2...4 мм (строчка 6). В изделиях с окантованными срезами бортов, воротника и участков горловины раскепы стачивают и разутюживают (рис. 3.11, в, строчка 5). Нижний воротник настрачивают на неокантованную часть горловины зигзагообразной строчкой 6. Окантованный участок горловины настрачивают на нижний воротник прямой строчкой 7, заправив конец окантовочной тесьмы через надрез нижнего воротника в пространство между нижним и верхним воротниками. Ширина последнего шва настрачивания 2... 3 мм. Меховые воротники соединяют с изделием следующим образом. В женских изделиях нижний воротник втачивают в горловину стачным швом вразутюжку. По линии раскепа верхний воротник настрачивают на подборта зигзагообразной строчкой, а иногда притачивают на стачивающей машине. Внутренние срезы шалевых меховых воротников или меховых лацканов настрачивают зигзагообразной строчкой. В мужских изделиях с меховыми воротниками нижний воротник настрачивают зигзагообразной строчкой, а впоследствии, после соединения изделия с подкладкой, настрачивают верхний воротник, закрывая им срезы горловины и подкладки изделия и закрепляя эти срезы строчкой. Соединение любого мехового воротника с изделием завершает дополнительным скреплением верхнего воротника с нижним тремя строчками — одной по средней линии воротника и двумя параллельными ей строчками, прокладываемыми на расстоянии 100... 120 мм от первой. Строчки выполняют со стороны нижнего воротника ручными потайными стежками. В шалевых воротниках такое скрепление осуществляют на лацканах. 3.7. ОБРАБОТКА РУКАВОВ И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМВ изделиях с подкладкой обработка рукавов состоит из дублирования участков рукава, стачивания вытачек, подрезов, формования деталей рукава, соединения частей рукавов, обработки нижнего среза и среза оката. Последовательность выполнения операций и их содержание зависят от покроя и модели рукава, а также от свойств используемых материалов. 3.7.1. Обработка втачных рукавовОбработку втачных рукавов начинают с дублирования участков рукава (см. рис. 3.1, е, ж, к, л), которое описано в подразд. 3.1. Рукава пиджака укрепляют клеевыми прокладками на следующих участках: припуск подгиба низа, припуск шлицы верхней части двух шовного рукава, участок оката в области локтевого переката. На рукавах изделий других видов могут укрепляться клеевыми прокладками не все из перечисленных участков. Вытачки, подрезы, складки, отделочные строчки на рукавах выполняют так же, как на других основных деталях. Верхнюю часть двух шовного рукава формуют, оттянув передний срез на уровне локтя. Формованию подвергают одновременно правый и левый рукава и осуществляют его на прессе с гофрированными подушками или утюгом. В одно шовных рукавах передний срез формуется так же, как в двух шовных. Локтевой срез верхней части двух шовного рукава и задний срез одно шовного сутюживают на уровне локтя до линии локтевого переката, если это предусмотрено конструкцией. После формования соединяют верхнюю и нижнюю части двух шовного рукава. При индивидуальном пошиве части рукава предварительно сметывают. В зависимости от особенностей технологии обработки и имеющегося оборудования соединяют передние или локтевые срезы частей рукава стачным швом вразутюжку. Локтевые срезы могут быть соединены настрочным швом, если это требуется по модели. Стачивающую строчку прокладывают, начиная от срезов оката. Передние срезы стачивают со стороны верхней части рукава, локтевые — со стороны его нижней части. При необходимости между срезами вкладывают хлястики, паты. Клеевая прокладка оката может быть поставлена на участке локтевого переката после стачивания и разутюживания локтевого шва. Обработку нижнего среза рукава в зависимости от модели проводят на замкнутом или незамкнутом рукаве. Низ рукава обрабатывают краевыми швами или манжетой. Подкладку рукава притачивают к рукаву до или после соединения рукава с изделием в зависимости от покроя рукава и модели. При обработке низа втачного рукава швом вподгибку чаще всего рукав соединяют с подкладкой до втачивания в пройму. В этом случае перед обработкой низа рукава необходимо заготовить подкладку рукава. У подкладки рукава стачивают передние или локтевые срезы — те же, что и на рукаве. Строчку прокладывают, начиная от нижних срезов. Передние срезы стачивают по подкладке верхней части рукава, локтевые — по подкладке нижней части. При соединении передних срезов подкладки рукавов в таких изделиях, как пиджак, мужское пальто, оставляют не стачанным участок на уровне локтя длиной 200...250 мм. Через эти отверстия в последующем подкладку рукава соединяют с подкладкой изделия по пройме. Припуски швов стачивания частей подкладки рукава заутюживают в сторону верхней части. Нижний срез рукава обрабатывают подкладкой, притачивая ее к припуску подгиба низа рукава швом шириной 10 мм. При этом под строчку притачивания со стороны рукава можно подложить клеевую паутинку или клеевую сетку. Эти клеевые материалы заменяют подшивочную строчку, закрепляя припуск подгиба низа на рукаве при последующей ВТО. Сгиб низа рукава заутюживают. Затем за один прием стачивают локтевые или передние срезы рукава и подкладки рукава, начиная от срезов оката рукава. Припуски шва стачивания на рукавах разутюживают, на подкладке — заутюживают. Если по припуску подгиба низа рукава не была проложена клеевая сетка или клеевая паутинка, то припуск подгиба низа закрепляют машинной или ручной строчкой на припусках передних и локтевых швов. Затем припуски локтевых швов подкладки притачивают к припускам локтевых швов рукавов на участке длиной 60... 100 мм на расстоянии 50... 100 мм от низа рукава. Машинную строчку можно заменить ручной. Рукав вывертывают на лицевую сторону, низ рукава приутюживают. Внизу рукава часто делают шлицу, размещаемую в локтевом шве. В зависимости от конструкции шлицы бывают вытачными, отлетными и открытыми. Обработка срезов вытачной шлицы. Их обрабатывают одновременно со стачиванием локтевых срезов (рис. 3.12, а). Сначала строчку прокладывают вдоль локтевых срезов, затем стачивают срезы шлицы и, наконец, соединяют срезы припуска подгиба низа (рис. 3.12, б). На участке нижнего края шлицы строчку прокладывают выше линии подгиба низа рукава на величину, которая зависит от толщины материала. Припуски шва стачивания надсекают в углах шлицы на нижней части рукава. Припуски локтевого шва и шва стачивания припуска подгиба низа разутюживают, шлицу заутюживают в сторону верхней части рукава (рис. 3.12, в). Припуск подгиба низа рукава перегибают на изнаночную сторону и заутюживают, предварительно срезав излишки припусков на участке нижнего края шлицы. Затем к низу рукава притачивают подкладку и стачивают передние срезы рукава и подкладки рукава. Дальнейшая обработка соответствует описанной выше. Обработка отлетной шлицы. Она обрабатывается за два приема (рис. 3.13, а). Сначала обтачивают угол отлетной шлицы (рис. 3.13, б, строчка 1). Строчку прокладывают вдоль линии подгиба низа рукава. Надсекают припуск шва обтачивания в конце выполненной строчки. Угол шлицы вывертывают на лицевую сторону, выправляют и приутюживают (рис. 3.13, в). Затем, начав от срезов оката, стачивают локтевой шов рукава. Одновременно соединяют срезы шлицы по уступу и в продольном направлении. Завершают строчку, стачивая срезы припуска подгиба низа (рис. 3.13, г, строчка 2). Надсекают припуск нижней части рукава в углу шлицы и по линии подгиба низа рукава. Локтевой шов выше шлицы и на участке подгиба низа рукава разутюживают, шлицу заутюживают в сторону верхней части рукава. Дальнейшая обработка рукава проводится так же, как при вытачной шлице. Обработка открытой шлицы. При ее обработке последовательно обтачивают углы верхней и нижней сторон шлицы (рис. 3.14, а). 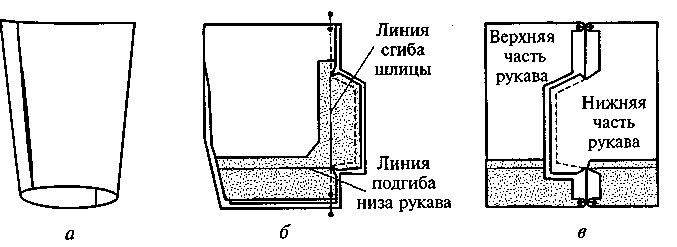 Рис. 3.12. Обработка вытачной шлицы рукава 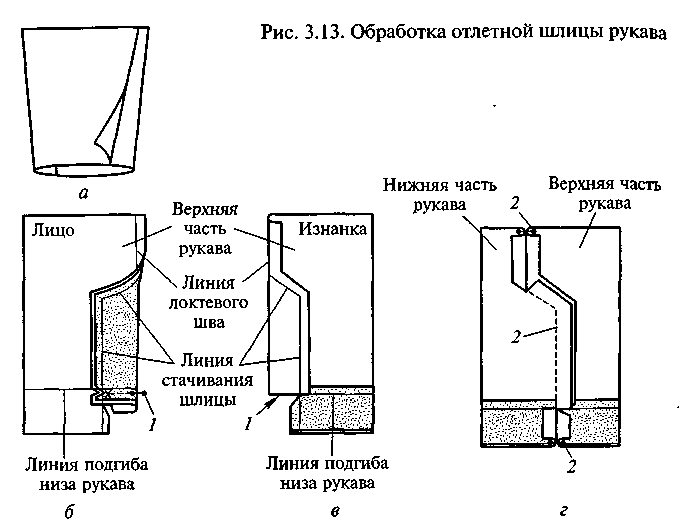 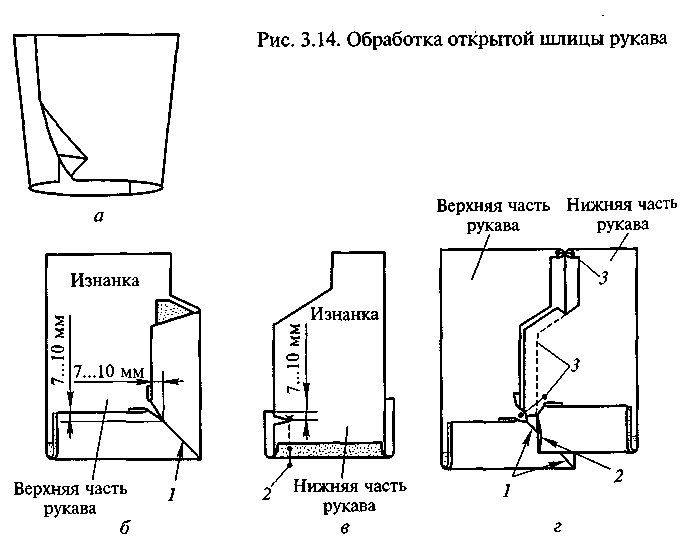 Сначала обрабатывают угол верхней стороны, расположенный на верхней части рукава. Строчку прокладывают под углом к срезам шлицы и линии низа (рис. 3.14, б, строчка 1). Затем обтачивают угол нижней стороны шлицы, располагая строчку обтачивания параллельно срезам шлицы (рис. 3.14, в, строчка 2). Строчки обтачивания углов шлицы не должны доходить до среза припуска подгиба низа на 7... 10 мм. Припуск шлицы надсекают к концу строчки 2. Углы вывертывают на лицевую сторону, выправляют и приутюживают. Одновременно заутюживают припуск подгиба низа рукава. Стачивают локтевые срезы рукава, начиная от срезов оката, и, не прерывая строчки, соединяют срезы шлицы (рис. 3.14, г, строчка 3). Надсекают припуск нижней части рукава в углу уступа шлицы и разутюживают локтевой шов. Шлицу заутюживают в сторону верхней части рукава. Затем обрабатывают низ рукава подкладкой и соединяют передние срезы рукава и подкладки. Низ рукава в изделиях на подкладке может иметь манжету. Конструкция манжет разнообразна, так же как в изделиях без подкладки. В зависимости от конструкции манжеты и вида материала последовательность ее обработки и соединения с рукавом может меняться, однако общий порядок работы сохраняется: последовательно обрабатывают рукав, подкладку рукава, манжету, затем соединяют рукав с манжетой, а манжету с подкладкой рукава. Притачные манжеты. Притачные манжеты рукава дублируют. Затем манжету, цельно кроенную с подкладкой, обтачивают по боковым сторонам. Если манжета имеет отрезную подкладку, то обтачивание производят с трех сторон с небольшой посадкой в углах деталей. Излишки припусков шва обтачивания в углах срезают, оставляя 2...3 мм, манжету вывертывают на лицевую сторону, выправляют с помощью шаблона и прессуют. После этого прокладывают отделочную строчку по краю манжеты, выметывают петли и приутюживают. В притачные манжеты может быть вложена эластичная тесьма. Широкую тесьму, растягивая ее, притачивают по всей длине перед соединением боковых сторон манжеты. Узкую тесьму прокладывают в кулиски и закрепляют строчкой, выполняемой вдоль боковых сторон манжеты. Притачную манжету присоединяют к рукаву вместе с подкладкой манжеты и подкладкой рукава швом шириной 10 мм (рис. 3-15, а). При использовании достаточно толстых материалов манжету притачивают к рукаву (рис. 3.15, б, строчка 1),а подкладку Манжеты — к подкладке рукава (строчка 2). После этого соединяет припуски швов притачивания манжеты и подкладки манжеты (строчка 3). Манжеты с отворотами. При необходимости их дублируют. Срезы манжеты обтачивают подкладкой манжеты из подкладочного Материала (рис. 3.15, в, строчка 1).Манжету вывертывают на лицевую сторону, выправляют и выметывают. По краю манжеты прокладывают отделочную строчку 2, если это требуется по модели. Манжету приутюживают. На манжете намечают линию подгиба нижнего края и подрезают его неровности. Подкладку манжеты подрезают так, чтобы срез подкладки располагался на уровне линии подгиба, намеченной на манжете. 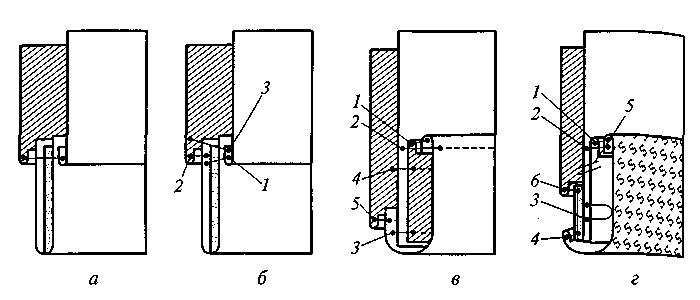 Рис. 3.15. Обработка низа рукава манжетой в изделиях на подкладке 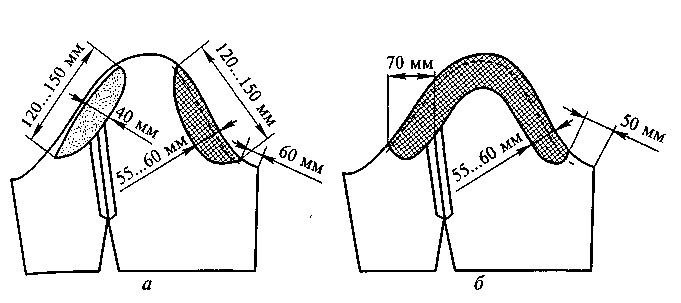 Рис. 3.16. Размещение клеевых и не клеевых прокладок на окате рукава В процессе соединения манжеты с рукавом сначала притачивают подкладку манжеты к низу рукава швом шириной 7... 10 мм (строчка 3). Затем подкладку манжеты закрепляют на рукаве в двух-трех местах продольными строчками длиной 40...50 мм на расстоянии 30...40 мм от края манжеты (строчка 4), чтобы манжета не отгибалась при носке. Стачанные срезы рукава и подкладки манжеты огибают нижним краем манжеты и заметывают его. Низ рукава приутюживают. К срезу припуска подгиба нижнего края манжеты притачивают подкладку рукава (строчка 5). Шов притачивания манжеты закрепляют на припусках локтевых и передних швов рукава стачивающей машинной или ручной строчкой. Меховые манжеты с отворотами. Их обтачивают подкладкой из основного материала или из подкладочной ткани швом шириной 5...7 мм (рис. 3.15, г, строчка 1).При необходимости подкладку манжеты дублируют. Припуски шва обтачивания настрачивают на подкладку манжеты на расстоянии 2 мм от строчки обтачивания (строчка 2). Боковые стороны манжеты и подкладки манжеты стачивают швом шириной 5 мм со стороны манжеты и 7... 10 мм со стороны подкладки манжеты. После вывертывания на лицевую сторону манжету выправляют и прикрепляют к ней подкладку манжеты на машине потайного стежка (строчка 3). Готовую манжету притачивают к припуску подгиба низа рукава вдоль линии сгиба швом шириной 5 мм (строчка 4). Притачанную манжету отгибают на лицевую сторону рукава и закрепляют верхний край манжеты на рукаве в трех-четырех местах ручными стежками (строчка 5), располагая их на расстоянии 10... 15 мм от верхнего края манжеты. К припуску подгиба низа рукава притачивают подкладку (строчка 6). После обработки нижнего среза рукава выполняют посадку оката рукава с одновременным притачиванием усилителя передней части рукава и подокатника из не клеевого нетканого прокладочного материала. Усилитель передней части оката размещают на изнаночной стороне рукава так, как показано на рис. 3.16, а. Он может быть закреплен на рукаве до притачивания подокатника. Подокатник накладывают на изнанку рукава поверх клеевой и не клеевой прокладок. Его положение показано на рис. 3.16, б. Строчку притачивания усилителя и подокатника прокладывают на расстоянии 5 мм от среза оката на специальной машине с регулированием степени посадки по участкам одного из стачиваемых слоев материала. Посадку оката рукава и ее сутюживание можно выполнять перед втачиванием рукава в пройму изделия. В этом случае усилитель передней части оката притачивают к изнанке рукава, а подокатник прикрепляют впоследствии к припускам шва втачивания рукава. Этим способом обрабатывают рукав пиджака. В других видах изделий при обработке оката усилитель передней части оката рукава и подокатник могут не использоваться. 3.7.2. Соединение втачных рукавов с изделиемСоединение втачных рукавов с изделием является одной из сложных и важных операций, во многом определяющих качество Изделия. При втачивании рукава в пройму следует совмещать контрольные надсечки проймы изделия и оката рукава. Места расположения надсечек устанавливают при конструировании изделия. При индивидуальном пошиве положение надсечек уточняют на Примерках. Обязательное совмещение контрольных надсечек позволяет правильно распределить посадку по окату рукава. Перед соединением оката с проймой проверяют и уточняют их форму и размеры. Излишки и неровности срезают, оставляя одинаковые припуски швов втачивания на окате и пройме. При индивидуальном пошиве рукав сначала вметывают в пройму, прокладывая строчку со стороны изделия. Правильность посадки рукава проверяют на примерке. Посадку вметанного рукава сутюживают на специальной колодке, на ширине 20...30 мм от среза оката. Затем рукав втачивают в пройму, прокладывая строчку со стороны рукава. Для предохранения шва втачивания рукава от пролегания под строчку втачивания на верхнем участке проймы прокладывают полоску не клеевой прокладочной ткани со стороны изнанки полочки и спинки. Подокатник пришивают со стороны рукава к припускам шва втачивания. Строчку прокладывают по подокатнику на расстоянии 1...2 мм от строчки втачивания рукава на разметочной машине или ручными петлеобразными стежками. При промышленном производстве для втачивания рукавов используют специальные машины, позволяющие на каждом участке оката осуществлять заданную посадку одного из слоев соединяемых материалов. Строчку втачивания прокладывают со стороны рукава, совмещая срезы оката и проймы и надсечки на них. Под строчку втачивания со стороны полочки и спинки на верхнем участке проймы подкладывают полоску подкладочной ткани. Посадку втачанного рукава сутюживают на прессе со специальными подушками. Затем к припускам шва втачивания рукава притачивают подокатник, если он не был притачан заранее. Подокатник размещают со стороны рукава по контрольным надсечкам и притачивают, прокладывая строчку на расстоянии 1...2 мм от строчки втачивания. К припускам шва втачивания рукава притачивают верхнюю плечевую накладку, совмещая ее середину с линией плечевого шва. Положение внешнего края накладки относительно срезов шва втачивания рукава определяется моделью. Строчку притачивания прокладывают со стороны изделия на разметочной машине или вручную на расстоянии 1...2 мм от строчки втачивания рукава. Внутренний край накладки прикрепляют к припускам плечевых швов. 3.7.3. Обработка рукавов реглан и цельнокроеных рукавовДетали рукава реглан дублируют (см. подразд. 3.1), а затем формуют в области локтя: сутюживают по локтевому срезу и оттягивают по переднему. Верхние срезы передней и задней частей рукава соединяют стачным или настрочным швом. Припуски швов соответственно разутюживают или заутюживают в сторону передней части рукава. Влажно-тепловую обработку шва проводят в два приема: сначала обрабатывают плечевую часть, а затем участок от низа рукава до плечевой точки. Стачивают и разутюживают нижние срезы рукава. В трех шовном рукаве стачивают и разутюживают передние и локтевые срезы. После этого обрабатывают низ рукава так же, как это делается во втачных рукавах. Перед втачиванием проверяют и уточняют форму и длину лилий соединения реглана на рукаве и изделии. Совмещают срезы рукава и изделия, контрольные надсечки и втачивают рукав, прокладывая строчку со стороны рукава. При этом выполняют посадку по линии реглана задней части рукава. После втачивания рукава посадку сутюживают на прессе со специальными подушками или утюгом. При индивидуальном производстве рукав предварительно вметывают, посадку вметанного рукава сутюживают, а затем рукав соединяют с изделием. Шов втачивания рукава разутюживают или заутюживают только в верхней части. В зависимости от модели последовательность соединения срезов основных деталей изделия покроя реглан может меняться. Например, сначала соединяют переднюю часть рукава с полочкой, заднюю часть рукава со спинкой. Стачивают верхние срезы рукава. В последнюю очередь стачивают нижние срезы рукава и боковые срезы изделия. Могут быть и другие варианты сборки изделий покроя реглан. Дублируют припуск подгиба низа рукавов. Подвергают формованию верхние и нижние срезы рукавов. Со стороны спинки эти срезы сутюживают, а со стороны полочки оттягивают. Кроме того, для придания рукаву соответствующей формы середину рукава в области локтя слегка оттягивают со стороны спинки, а со стороны полочки сутюживают (рис. 3.17). В зависимости от конструкции рукава, возможно, его дополнительное формование: оттягивание срезов полочки и спинки в области плечевой точки, а также оттягивание участков полочки и спинки на пере  сечении нижнего среза рукава и бокового среза. После формования срезы закрепляют клеевой кромкой. сечении нижнего среза рукава и бокового среза. После формования срезы закрепляют клеевой кромкой.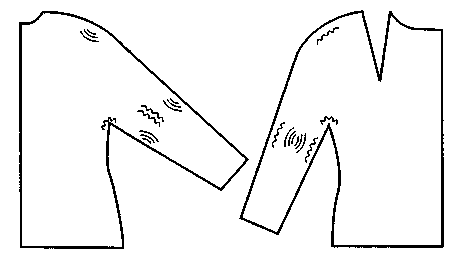 Рис. 3.17. Формование цельнокроеного рукава Нижние срезы рукава стачивают одновременно с боковыми срезами изделия. Швы разутюживают в два приема: сначала боковой шов от низа к рукаву, затем нижний шов рукава от низа к боковому шву. Цельнокроеные рукава часто конструируют с ластовицами, обеспечивающими свободу движения. Ластовицу соединяют с полочкой и спинкой до стачивания боковых срезов и нижних срезов рукавов. В последнюю очередь закрывают плечевые срезы полочки и спинки вместе с верхними срезами рукава. Шов стачивания разутюживают или заутюживают в сторону полочки в два приема: сначала обрабатывают плечевой шов, а затем верхний шов рукава от низа к плечевой точке. Низ рукава обрабатывают так же, как низ втачного рукава. 3.8. ОБРАБОТКА ПОДКЛАДКИ, УТЕПЛЯЮЩЕЙ ПРОКЛАДКИ И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМ3.8.1. Обработка подкладкиОбработка подкладки заключается в следующем. Сначала заготовляют поло держатель и вешалку — мелкие детали, которые должны быть закреплены на подкладке. Эти детали изготовляют так, как указано в подразд. 2.1.5 (см. рис. 2.6, б, в). Если вешалку изготовляют из специальной ленты шириной 7 мм, то ее разрезают на отрезки длиной 70...80 мм. Вешалку укладывают на лицевую сторону подкладки спинки вдоль среза горловины на расстоянии 10 мм от нее. Концы вешалки подгибают, уравнивают со срезами горловины и настрачивают тройной обратной строчкой. На подкладке стачивают неразрезные вытачки (см. подразд. 2.1.3) и при необходимости изготовляют внутренний карман (см. подразд. 3.3). Средние срезы подкладки спинки стачивают, начиная от срезов горловины. Боковые срезы подкладки полочки и подкладки спинки соединяют, прокладывая строчку стачивания от проймы к низу. Ширина швов стачивания 10 мм. В женских изделиях при стачивании боковых срезов справа вкладывают поло держатель, если это предусмотрено моделью. Иногда поло держатель вкладывают в шов втачивания подкладки рукава в пройму подкладки изделия. В изделиях с отлетной по низу подкладкой срезы припусков всех вертикальных швов подкладки, а также срез борта подкладки полочки В изделиях с цельнокроеными рукавами операция втачивания рукавов отсутствует. Обметочные строчки прокладывают от среза низа подкладки на участке длиной 400...500 мм. В изделиях с притачной по низу подкладкой припуски швов стачивания не обметывают. Стачивают плечевые срезы подкладки полочки и подкладки спинки швом шириной 10 мм, припосаживая срез подкладки спинки. Строчку прокладывают по полочке. На подкладке рукавов стачивают вытачку, если она предусмотрена моделью, соединяют передние и локтевые срезы, прокладывая строчку от нижнего среза подкладки рукавов. При необходимости оставляют не стачанным отверстие в передних швах на уровне локтя длиной 200... 250 мм. Подкладку рукавов втачивают в пройму подкладки изделия. Обработанную подкладку приутюживают, заутюживая вытачки и припуски швов стачивания. Последовательность обработки подкладки, содержание операций могут меняться в зависимости от вида изделия, его покроя, конструктивных особенностей, способа обработки низа изделия подкладкой. 3.8.2. Обработка утепляющей прокладкиУтепляющую прокладку в зависимости от модели соединяют с деталями подкладки или с деталями верха изделия. Соединение выполняют выстегиванием или стачиванием по контуру детали. При выстегивании детали выкраивают с припусками на выстегивание. Ширина припусков зависит от толщины утеплителя и рисунка выстегивания. Во избежание деформирования криволинейных срезов при выстегивании срезы проймы, горловины при раскрое не вырезают. Таким образом, деталь для выстегивания выкраивают в виде фигуры с прямолинейными сторонами — прямоугольника или трапеции. На лицевую сторону подкладки или верха наносят рисунок выстегивания. Деталь с рисунком укладывают изнаночной стороной на утепляющую прокладку и выстегивают на одно игольной стачивающей машине. Если рисунок выстегивания состоит из параллельных линий и если машина имеет направительную линейку, то детали выстегивают без предварительной зарисовки. Первой прокладывают строчку посередине детали, последующие — по обе стороны от средней строчки к срезам детали. Таким образом, удается получить равномерную по всей поверхности посадку материала при выстегивании. Строчки выстегивания прокладывают в одном направлении. Это позволяет избежать появления Косых морщин материала между строчками. Длина стежка 4...7 мм, Натяжение игольной нитки должно быть небольшим. Расстояние между строчками определяется моделью с учетом свойств утепляющей прокладки. Выстеганные детали обводят мелом по лекалам и подкраивают, в необходимых местах ставят контрольные надсечки. Для удобства последующего монтажа вдоль срезов выстеганных деталей может быть проложена строчка на стачивающей машине или вручную на расстоянии 5... 7 мм от срезов. Для выстегивания используют также много игольные стегальные машины, позволяющие выполнять не только прямолинейные, но и фигурные строчки. На таких машинах выстегивают полотна материалов, из которых затем выкраивают детали утепленной подкладки или утепленного верха. Утепленную прокладку можно соединять с деталями подкладки или верха, выполняя стачивание этих деталей по контуру. Выкроенную подкладку или деталь верха укладывают изнаночной стороной на утепляющую прокладку и прокладывают строчки вдоль срезов детали на расстоянии 5... 7 мм от них на стачивающей машине или вручную. Некоторые утепляющие прокладки, например игло пробивные полушерстяные холсты, во избежание миграции волокон целесообразно предварительно перед соединением с деталями верха или подкладки обернуть марлей или заменяющим ее нетканым полотном. Холст утепляющей прокладки настилают на марлю, поверх него укладывают еще один слой марли. Далее соединение с подкладкой или верхом производят, как указано выше. Детали подкладки или детали верха с закрепленной на них утепляющей прокладкой обрабатывают так же, как детали подкладки или верха без утепляющей прокладки. Срезы таких деталей соединяют стачным или настрочным швом шириной 10... 15 мм. Съемная утепляющая подкладка состоит из внешнего и внутреннего слоев. Внутренний слой — это подкладка, выстеганная с утепляющей прокладкой. Выстегивание, обводку контуров лекал, подрезку внутреннего слоя выполняют, как было указано выше. Вытачки стачивают стачным или настрочным швом, при необходимости они могут быть разрезными. Боковые и плечевые срезы деталей, срезы рукавов соединяют стачным швом шириной 10 мм. Рукава втачивают в пройму швом шириной 10 мм. Во внешнем слое съемной утепляющей подкладки стачивают вытачки, боковые и плечевые срезы, срезы рукавов; рукава втачивают в пройму. При стачивании среднего среза спинки в середине шва оставляют не стачанным участок длиной 400...500 мм. Оба обработанных слоя съемной утепляющей подкладки складывают лицевыми сторонами внутрь, уравнивают срезы, совмещают контрольные знаки и обтачивают по бортам, низу и горловине; обтачивают низ рукавов. Подкладку вывертывают на лицевую сторону, выправляют ее и прокладывают отделочную строчку по краю подкладки. Застрачивают не стачанный участок подкладки спинки накладным швом с двумя закрытыми срезами. На бортах съемной утепляющей подкладки выметывают петли в соответствии с разметкой. К бортам изделия пришивают пуговицы в соответствии с расположением петель на съемной утепляющей подкладке. Два слоя съемной утепляющей подкладки могут быть соединены окантовочным швом. В этом случае средний срез спинки внешнего слоя стачивают, не оставляя отверстия посередине шва. Оба обработанных слоя складывают изнанками внутрь, совмещают срезы и стачивают их швом шириной 5 мм. После этого срезы бортов, низа и горловины, нижние срезы рукавов окантовывают косой бейкой или тесьмой. Соединять съемную подкладку с изделием можно с помощью кнопок, застежки-молнии или навесных петель и пуговиц. 3.8.3. Соединение подкладки с изделиемСпособ соединения подкладки с изделием в значительной степени зависит от способа обработки низа изделия. В изделиях с отлетной по низу подкладкой соединение подкладки с изделием выполняют, после того как основные детали изделия обработаны и соединены, застежка обработана, воротник и рукава втачаны. Необработанными остались внутренние срезы подбортов, срез горловины верхнего воротника, нижние срезы изделия и рукавов. На подкладке детали обработаны и соединены, рукава подкладки втачаны. Срезы бортов, горловины, низа подкладки, срезы низа подкладки рукавов не обработаны. Работу выполняют в такой последовательности. Изделие раскладывают на столе изнаночной стороной вверх. На него изнаночной стороной вниз укладывают подкладку, совмещая боковые и плечевые швы подкладки и изделия. На подкладке и изделии проставляют контрольные знаки по линиям соединения подкладки с подбортами и воротником. Подкладку складывают с подбортами и верхним воротником лицевыми сторонами, совмещают срезы и контрольные знаки. Притачивают подкладку к подбортам и верхнему воротнику. При этом подкладку полочки закладывают в складки на уровне наиболее выступающих точек груди, а подкладку спинки — посередине. Строчку прокладывают по подкладке, начиная от низа левой полочки. Ширина шва притачивания 10 мм. Затем соединяют припуски шва втачивания нижнего воротника (рис. 3.18, а, строчка 1) с припусками шва притачивания подкладки к верхнему воротнику (строчка 2). Припуски стачивают (строчка 3), прокладывая строчку со стороны изнанки подкладки на расстоянии 7... 9 мм от уравненных срезов припусков. В тех изделиях, где нижний воротник соединен с горловиной накладным швом, припуски шва притачивания подкладки к верхнему воротнику соединяют с полоской ткани, проложенной по горловине спинки (рис. 3.18, б, строчка 3). Подкладку притачивают к рукавам. Для этого рукава вывертывают на изнаночную сторону. Совмещают швы рукава и подкладки рукава и уравнивают срезы припуска подгиба низа рукава и низа подкладки. Притачивают подкладку рукава к припуску подгиба низа рукава. Строчку прокладывают по рукаву. Ширина шва 10 мм. В рукавах с манжетами подкладку рукавов притачивают к подкладке манжет. Припуск подгиба низа рукава закрепляют на припусках передних и локтевых швов двойной обратной строчкой длиной 8... 10 мм. Припуски локтевых швов подкладки рукава прикрепляют к припуску локтевого шва рукава. Для этого уравнивают локтевые швы рукава и подкладки рукава и прокладывают строчку длиной 80... 100 мм по припускам локтевых швов рукава и подкладки рукава. Строчку начинают на расстоянии 50... 100 мм от низа рукава. Строчку прокладывают со стороны подкладки. Рукава вывертывают на лицевую сторону и выправляют. Соединяют припуски швов втачивания рукава и подкладки рукава. Соединение припусков производят на стачивающей или специальной разметочной машине на верхнем и нижнем участках проймы длиной . 80... 100 мм. В изделиях с плечевыми накладками верхнюю часть проймы подкладки притачивают к отрезку ткани, предварительно настроченному на плечевую накладку. Изделие вывертывают на лицевую сторону, раскладывают на столе, расправляют подкладку, намечают линию низа подкладки, уточняя ее длину по длине изделия; подкладку подрезают. Низ подкладки подгибают и застрачивают швом вподгибку с закрытым срезом прямой (рис. 3.18, в, строчка 4) или зигзагообразной строчкой. Край подшитой подкладки должен располагаться посередине припуска подгиба низа изделия. Для удержания подкладки от перемещения во время носки ее можно закрепить на изделии тесьмой. Для этого на участках боковых швов тесьму длиной 30... 50 мм закрепляют одним концом на подкладке, вложив ее под шов застрачивания припуска подгиба низа подкладки. Другой конец тесьмы закрепляют тройной обратной строчкой на припуске бокового шва изделия чуть выше края припуска подгиба низа. В заключение закрепляют нижний край подборта на припуске подгиба низа изделия машинной или ручной строчкой, невидимой с лицевой стороны изделия. Внутренние срезы подбортов могут быть окантованы косой бейкой из подкладочной ткани (рис. 3.18, г, строчка 1). В таком случае соединение подборта с подкладкой выполняют накладным швом. Для этого окантованным внутренним краем подборта накрывают срез подкладки на ширину 10... 15 мм и, совместив контрольные знаки, настрачивают подборт на подкладку (строчка 2). Строчку настрачивания прокладывают в сгиб окантовочной бейки. Под эту строчку со стороны изнанки подкладки можно подложить клеевую паутинку для последующего прикрепления подборта к клеевой прокладке полочки. Настрачивание можно также выполнить широкой зигзагообразной строчкой поверх окантовочной бейки. Край подборта настрачивают на подкладку, не доходя до низа 70...80 мм. После обработки низа подкладки швом вподгибку с закрытым срезом завершают настрачивание окантованного подборта на подкладку (строчка 4). Нижний край подборта прикрепляют к припуску подгиба низа изделия машинной или ручной строчкой, невидимой с лицевой стороны изделия. 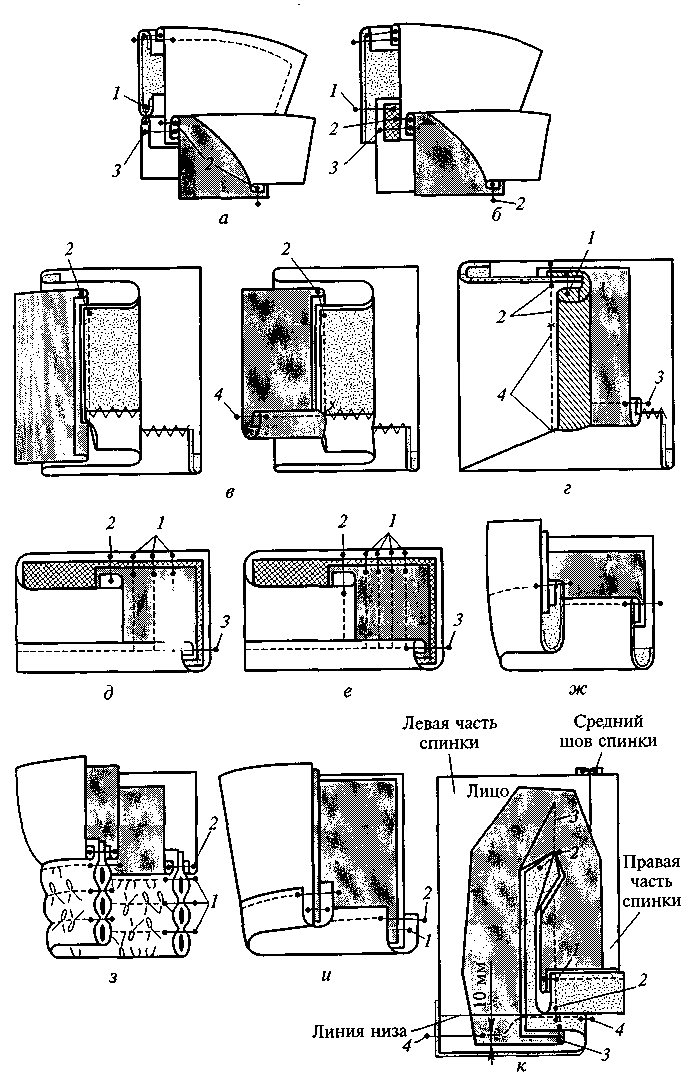 Рис. 3.18. Соединение подкладки с изделием Отлетную по низу подкладку чаще всего имеют женские пальто и плащи. В изделиях с притачной по низу подкладкой соединение верха с подкладкой выполняют одним из трех способов в зависимости от вида изделия и модели. В таких изделиях, как куртки, подкладку соединяют с верхом изделия в той же последовательности, что и в женском пальто. Подкладку вкладывают в изделие изнанка к изнанке и притачивают к внутренним срезам подбортов и обтачки горловины спинки. В изделиях со стеганой утепляющей прокладкой ее притачивают к внутренним срезам подбортов и обтачки горловины спинки стачным (рис. 3.18, д, строчка 2) или накладным швом с закрытым срезом (рис. 3.18, е, строчка 2). Нижний срез подкладки рукава огибают припуском подгиба низа рукава и застрачивают швом вподгибку с закрытым срезом (рис. 3.18, ж). Если низ рукава имеет манжету с эластичной тесьмой, то такую манжету втачивают между рукавом и подкладкой рукава (рис. 3.18, з, строчка 2). При обработке низа рукава окантовочным швом нижние срезы рукава и подкладки рукава совмещают и стачивают (рис. 3.18, и, строчка 1), а затем окантовывают тесьмой (строчка 2) или косой бейкой. С изнаночной стороны закрепляют припуски локтевых швов подкладки рукавов на припусках локтевых швов рукавов. Соединяют также припуски швов втачивания рукава и подкладки рукава по верхним и нижним участкам проймы. Изделие вывертывают на лицевую сторону, расправляют, уточняют длину подкладки по низу изделия и обрезают неровности подкладки. Нижний срез подкладки огибают припуском подгиба низа изделия и застрачивают швом вподгибку с закрытым срезом. В мужских пальто используют другой способ прикрепления подкладки к верху изделия. Подкладку соединяют с верхом до стачивания плечевых срезов изделия и подкладки. Для этого изделие раскладывают на столе лицевой стороной вниз, на него изнанкой укладывают подкладку, совмещают срезы и швы, проверяют соответствие размера подкладки размеру верха изделия и ставят контрольные знаки. Намечают место расположения шлицы и разрезают подкладку над шлицей. Затем, совместив контрольные знаки, притачивают подкладку к внутренним срезам подбортов. Обрабатывают шлицу, притачивая подкладку к припускам на обработку шлицы тремя строчками, расположенными П - образно — подобно обработке застежки подкладкой (см. подразд. 3.4.1 и рис. 3.8, ж, 3)Подкладку притачивают к припуску подгиба низа изделия за два приема: сначала от правого борта до среза шлицы строчку прокладывают по подкладке, затем от левого борта до припуска шлицы — по деталям верха. Шов притачивания подкладки к припускам шлицы прикрепляют клеевой паутинкой или потайной строчкой на машине или вручную. Швы притачивания подкладки к припуску подгиба низа изделия закрепляют в зависимости от модели отделочной машинной строчкой или потайной строчкой, выполненной на машине или вручную. Последующие операции соединения подкладки с изделием выполняют после соединения плечевых срезов изделия, стачивания раскепов и втачивания нижнего воротника в горловину изделия, втачивания рукавов, прикрепления подо катников и плечевых накладок. Стачивают плечевые срезы подкладки. Срезы горловины подкладки притачивают к срезу верхнего воротника, а затем с лицевой стороны настрачивают по воротнику на горловину. Если изделие имеет верхний меховой воротник, то шов втачивания нижнего воротника накрывают подкладкой, а поверх укладывают верхний меховой воротник и настрачивают его на горловину изделия зигзагообразной строчкой, одновременно соединяя подкладку с изделием по линии горловины. Затем соединяют подкладку рукавов по передним и локтевым срезам. В передних швах оставляют не стачанным участок длиной 250... 350 мм. Подкладку каждого рукава притачивают к припуску подгиба низа рукава, шов притачивания закрепляют на припусках переднего и локтевого швов, а локтевые срезы рукава и подкладки рукава соединяют. Подкладку изделия по нижнему участку проймы притачивают к припуску шва втачивания рукава. Затем на этом же участке в пройму подкладки и верха втачивают нижний участок оката подкладки рукава. Строчку прокладывают через незакрытую верхнюю часть проймы подкладки. После этого через не стачанный участок в переднем шве подкладки рукава втачивают верхний участок оката подкладки рукава в пройму подкладки изделия. Одновременно притачивают свободный конец отрезка материала, настроченного на плечевую накладку. В заключение застрачивают отверстие в переднем шве подкладки рукава накладным швом с двумя закрытыми срезами. Ширина шва 1 ...2 мм. Третий способ соединения притачной по низу подкладки с Изделием часто используется при обработке пиджаков. Подкладку соединяют с верхом до втачивания рукавов. К этому моменту борта изделия обтачаны под бортами, воротник втачан в горловину рукава полностью обработаны и соединены с подкладкой рукава подкладка изделия соединена по плечевым и боковым срезам. Соединение изделия с подкладкой начинают с ее притачивания к подбортам и верхнему воротнику. Строчку выполняют со стороны подкладки, уравняв срезы, совместив, плечевые швы и заложив складку по среднему шву спинки. Изделие вывертывают на лицевую сторону и на участке горловины спинки настрачивают верхний воротник на нижний. Строчку прокладывают со стороны верхнего воротника так, чтобы она проходила по линиям швов втачивания нижнего воротника в горловину изделия и верхнего воротника в горловину подкладки. Эта строчка может быть заменена двумя закрепками, выполняемыми на закрепочной машине при настрачивании вешалки из тесьмы на стойку верхнего воротника. Проверяют длину подкладки, сравнивая ее с длиной изделия, подрезают неровности по низу подкладки, разрезают подкладку над шлицей. Изделие вывертывают на изнаночную сторону и притачивают низ подкладки к припуску подгиба низа изделия и подкладку к припускам шлицы. Подкладку соединяют с припуском подгиба низа от угла правого борта до среза шлицы (рис. 3.18, к, строчка 7). Строчку прокладывают по подкладке. Затем притачивают подкладку к припуску нижней стороны шлицы на правой детали спинки (строчка 2). Шов выполняют по подкладке от верхнего конца шлицы к низу изделия, перегибая по линии низа припуск подгиба изделия на лицевую сторону и вкладывая сгиб подкладки между изделием и припуском подгиба низа. Затем притачивают подкладку к припуску верхней стороны шлицы на левой детали спинки (строчка 3). Эту строчку прокладывают по спинке от нижнего среза до верха шлицы, одновременно застрачивают вытачку вверху шлицы. Угол верхней стороны шлицы обтачивают строчкой 4. Эту строчку прокладывают вдоль линии низа спинки на участке от сгиба шлицы до ее вертикального среза, затем она плавно переходит к нижнему срезу изделия и, прикрепив подкладку к припуску низа изделия, проходит вдоль срезов на расстоянии 10 мм от них вплоть до бокового шва. После этого от угла левого борта до бокового шва подкладку притачивают к деталям верха. Припуск подгиба низа закрепляют на припусках вертикальных швов изделия. Вывертывают пиджак на лицевую сторону через пройму. Вдоль края нижней стороны шлицы на правой детали спинки прокладывают строчку на расстоянии 2 мм от этого края. Втачивают рукава в проймы изделия. Посадку по окату каждого рукава сутюживают. Притачивают усилители верхней части оката рукавов и подокатники к припускам швов втачивания рукавов. Строчки прокладывают на расстоянии 1 ...2 мм от строчек втачивания рукавов. Затем притачивают верхние плечевые накладки. Вывертывают рукава на сторону подкладки и втачивают подкладку рукавов в проймы подкладки изделия через не стачанные отверстия в передних швах подкладки рукавов. Припуски швов втачивания подкладки рукавов прикрепляют к припускам швов втачивания рукавов на верхнем и нижнем участках оката. После этого застрачивают отверстия в передних швах подкладки рукавов насадным швом с закрытыми срезами. Расстояние строчки от края шва 1...2 мм. 3.9. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ИЗДЕЛИЙ НА ПОДКЛАДКЕПри окончательной отделке выметывают петли, чистят изделие, выполняют окончательную ВТО, пришивают пуговицы, навешивают пояса и другие съемные детали. Петли выметывают на петельном полуавтомате по разметке, производимой с помощью приспособлений петельного полуавтомата или по вспомогательному лекалу. Изделие очищают от мела. Концы ниток машинных строчек обрезают, удаляют нитки всех строчек временного скрепления. Затем изделие чистят ручной или механической щеткой. Окончательную ВТО выполняют на прессах, паровоздушных манекенах и утюгом. Наилучшего качества обработки достигают, используя гладильное и прессовое оборудование с объемными подушками, предназначенное для обработки различных участков изделия и снабженное системами пропаривания и вакуум отсоса. При использовании прессов с объемными подушками сначала прессуют полочки, фиксируя их объемную форму. Приутюживают боковые швы, спинку, затем окаты рукавов, плечевые швы, проймы, пропаривают рукава. Приутюживают воротник и верхний плечевой пояс, заутюживают стойку воротника и перегиб лацкана. После этого приутюживают каждый рукав, шлицу и низ рукава. В заключение утюгом приутюживают подкладку и шлицу изделия, а ласы снимают пропариванием. Пуговицы пришивают вручную или на пуговичном полуавтомате. Места расположения пуговиц (тех, на которые изделие застегивается) размечают в соответствии с расположением петель. Места расположения отделочных пуговиц размечают по лекалу. Металлические петли, и крючки пришивают на полуавтомате или вручную. Готовые изделия маркируют, навешивая на них товарные ярлыки. |