Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

3.2. НАЧАЛЬНАЯ ОБРАБОТКА ПОЛОЧЕК И СПИНКИНа этой стадии обрабатывают срезы основных деталей, выполняют вытачки и подрезы, соединяют части полочек и спинки, выполняют отделочные швы и строчки, обрабатывают шлицу спинки. 3.2.1. Обработка срезовЕсли срезы основных деталей (срезы пройм полочек и спинки, плечевые срезы полочек, срезы горловины спинки, плечевой срез передней части цельнокроеных рукавов, срезы швов стачивания Рукавов реглан с полочкой и спинкой) не были закреплены подкройными клеевыми прокладками при дублировании, то для предохранения от растяжения по ним прокладывают клеевую или к ним притачивают не клеевую кромку. В зависимости от модели и свойств материалов кромку прокладывают и по другим срезам. Ширина кромки 7... 10 мм. Ее прокладывают с небольшим натяжением на расстоянии 3...5 мм от среза. Если основная деталь будет подвергаться формованию, то срезы закрепляют кромкой после формования. В изделиях с отлетной по низу подкладкой срезы соединительных вертикальных швов изделия и подкладки (боковых, среднего, рельефов и т. п.) обметывают от низа детали вверх на протяжении 400...500 мм, а в изделиях клеш — до линии талии. Срезы могут быть окантованы косой бейкой из подкладочной ткани окантовочным швом с открытым или закрытым срезом. 3.2.2. Обработка вытачекВытачки изготовляют не разрезными и разрезными. В изделиях из тонких материалов неразрезные вытачки выполняют взаутюжку или вразутюжку, так же как в изделиях без подкладки. Если материалы, используемые для изготовления изделия, имеют значительную толщину, то неразрезные вытачки выполняют с использованием дополнительного лоскута из основного материала, который подкладывают под основную деталь при стачивании вытачки. Лоскут подкладывают так, чтобы его конец выходил за конец вытачки на 15...25 мм. После стачивания вытачки лоскут надсекают к концу строчки стачивания вытачки. Вытачку заутюживают в одну сторону, а два слоя лоскута — в другую (рис. 3.2, а). Такая обработка позволяет исключить пролегание основной ткани в конце вытачки при последующем сутюживании. Разрезные вытачки в изделиях из тонких материалов стачивают, начиная от срезов детали швом шириной 7... 10 мм, сводя его постепенно на нет. Строчку заканчивают ниже конца разреза вытачки на 10... 15 мм. При стачивании вытачки на изделии из толстого материала в конце строчки под основную деталь подкладывают лоскут из хлопчатобумажной ткани длиной 50...60 мм (рис. 3.2, б). Стачанную вытачку разутюживают. В зависимости от модели припуски шва вытачки можно настрачивать или расстрачивать с лицевой стороны детали. При стачивании разрезной вытачки на детали, дублированной клеевым прокладочным материалом, лоскут ткани под конец вытачки при ее стачивании не прокладывают. В этом случае конец стачанной вытачки закрепляют кусочком клеевого материала с изнанки основной детали после сутюживания слабины в конце вытачки. В некоторых случаях разрезную вытачку стачивают сначала как неразрезную. После стачивания срезают излишки основного материала, оставляя припуск на шов вытачки шириной 7... 10 мм. 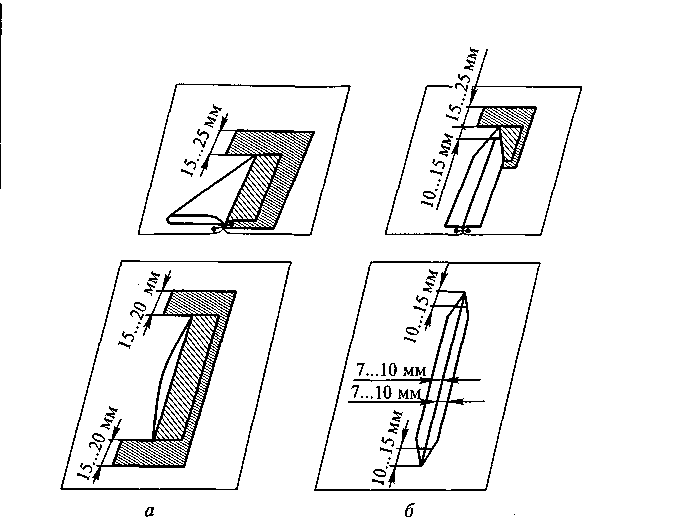 Рис. 3.2. Обработка вытачек Подрезы обрабатывают так же, как вытачки, подложив лоскут ткани под конец подреза. Соединение частей основных деталей, выполнение отделочных швов и прокладывание отделочных строчек осуществляют так же, как в изделиях без подкладки. 3.2.3. Формование полочек и спинкиДля придания деталям объемной формы их подвергают влажно-тепловой обработке, в процессе которой отдельные срезы и участки деталей сутюживают или оттягивают. Формование осуществляют на прессе с объемными подушками или с помощью утюга и специальных колодок. В изделиях из тонких материалов симметричные детали обрабатывают одновременно, сложив их лицевыми сторонами внутрь. Детали из толстых материалов формуют отдельно. Участки деталей и срезов, на которых нужно производить оттягивание и сутюживание, а также степень оттягивания и сутюживания определяет конструкция изделия. Формование деталей в Изделиях мягких объемных форм сводят к минимуму. В изделиях Прилегающего силуэта детали сутюживают и оттягивают в наибольшей степени. В общем случае на полочках сутюживают слабину в концах вытачек, участок борта на уровне наиболее выступающих точек груди в женской одежде, участок борта на уровне наиболее выступающей точки живота в мужской одежде, срез горловины, нижний участок проймы. На полочках оттягивают до полного выпрямления участки боковых срезов, срезов рельефов и вытачек на уровне талии (рис. 3.3, а — в). На спинке сутюживают слабину в концах вытачек, плечевой срез, нижний участок проймы, участок среднего среза на уровне наиболее выступающих точек лопаток, слабину в области талии под лопаткой. На спинке оттягивают до полного выпрямления участки боковых срезов, срезов рельефов, среднего среза на уровне талии (рис. 3.3, г, д). 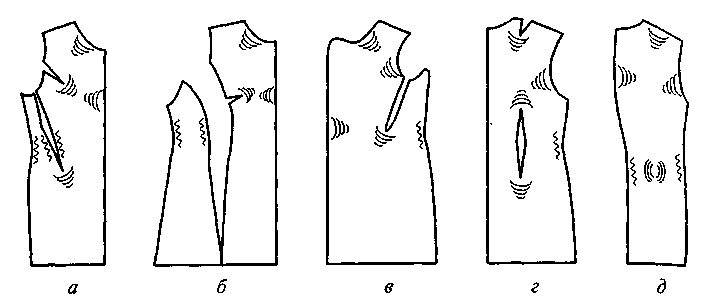 Рис. 3.3. Формование полочек и спинки 3.2.4. Обработка шлицы спинкиШлицу спинки в целом обрабатывают так же, как в изделиях без подкладки. Припуски шлиц дублируют, при необходимости прокладывают кромку (см. подразд. 3.1). Стачивают средние срезы спинки, начиная от горловины и заканчивая строчку у контрольного знака, расположенного на 10... 15 мм ниже среза уступа шлицы. Строчку стачивания среднего шва спинки, не прерывая, можно продолжить и стачать срезы уступа шлицы. В этом случае строчку заканчивают на расстоянии 5...7 мм от продольных срезов шлицы (рис. 3.4, а) или на линии сгиба припуска правой нижней стороны шлицы. Если моделью предусмотрен настрочной средний шов, то припуски среднего шва спинки заутюживают в сторону левой детали спинки. В остальных случаях средний шов разутюживают. Предварительно рассекают припуск шва стачивания на правой детали спинки к концу или углу строчки среднего шва спинки. Одновременно с влажно-тепловой обработкой среднего шва спинки заутюживают припуск шлицы на левой детали спинки. Сгиб, шлицы на левой детали спинки является продолжением среднего шва спинки. При необходимости заутюживают также припуск шлицы на правой детали спинки, перегнув его по намеченной линии, расстояние между сгибами шлицы на правой и левой деталях спинки равно ширине шлицы в готовом виде. В моделях с отделочной строчкой по среднему шву спинки и по верхнему краю шлицы строчку прокладывают сначала вдоль верхнего края шлицы по лицевой стороне левой детали спинки. Затем настрачивают средний шов спинки так, чтобы строчка совпала со строчкой на верхнем крае шлицы. Ширина отделочного шва — по модели. По нижнему краю шлицы можно прокладывать строчку на расстоянии 1... 5 мм от сгиба до или после притачивания подкладки. Верхний край шлицы закрепляют с лицевой стороны спинки, если это предусмотрено моделью. Строчку прокладывают под углом 45... 60° к среднему шву спинки. Затем намечают линию низа спинки и обтачивают углы шлицы наклонной строчкой. Строчка обтачивания не должна доходить до срезов припуска шлицы и припуска подгиба низа на 10... 15 мм (рис. 3.4, б, строчки 2, 2а). 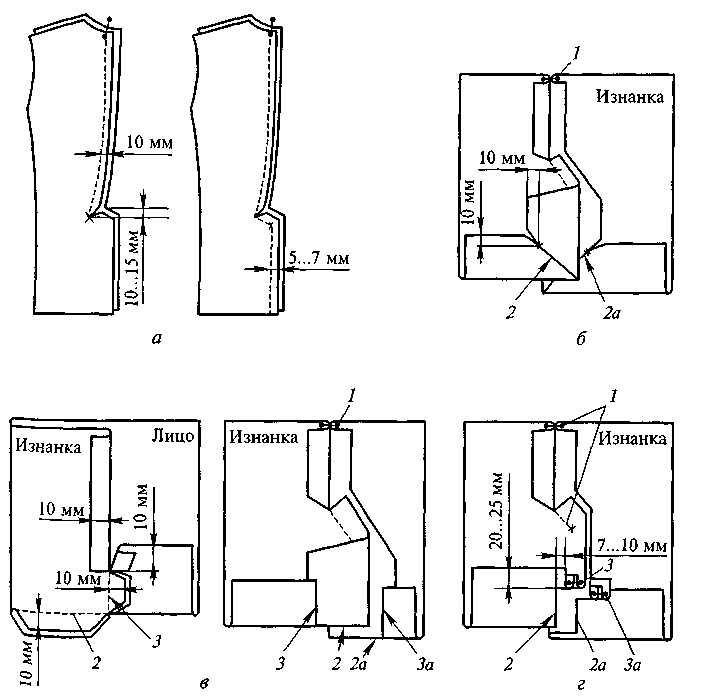 Рис. 3.4. Обработка шлицы спинки Нижние углы шлицы в изделиях с притачной подкладкой могут быть обтачаны Г-образной строчкой за два приема. Сначала углы шлицы обтачивают по низу (рис. 3.4, в, строчки 2, 2а), а затем припуск шлицы притачивают к припуску подгиба низа, не доводя строчку притачивания до срезов припуска подгиба на 10... 15 мм (строчки 3, За). При отлетной по низу подкладке срезы припуска шлицы и припуска подгиба низа обметывают или окантовывают. Углы шлицы обтачивают следующим образом. Припуск подгиба низа спинки перегибают по линии низа и складывают лицом к лицу со спинкой. Сначала прокладывают вертикальную строчку обтачивания (рис. 3.4, г, строчки 2, 2а). Ширина шва 7... 10 мм. Эту строчку не доводят до среза припуска подгиба низа на 20... 25 мм. Затем прокладывают горизонтальный участок строчки, завершая шов обтачивания (строчки 3, 3а). Надсекают припуск шва обтачивания к углу строчки. Углы шлицы вывертывают на лицевую сторону и приутюживают. Готовая шлица должна иметь стороны равной длины, без перекосов и деформации. Части рисунка материала в клетку или полоску на правой и левой сторонах шлицы должны совпадать. |