Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

5.3. УСЛОВИЯ ОРГАНИЗАЦИИ ПОТОКОВЧтобы выбрать поток, параметры которого удовлетворяют нашим требованиям, сначала рассмотрим существующие организационные формы потока. Организационная форма производственного потока — это совокупность признаков, факторов, характеризующих особенность построения производственного потока во времени и в пространстве. Этими факторами могут быть: степень разделения труда и степень механизации процесса, виды технологического оборудования и виды транспортных средств, степень сложности конструкций изделий, ассортимент и объем вырабатываемой продукции, физическое состояние и формы предметов труда и др. Эти факторы взаимно увязаны: изменение одного из них приводит к изменению других. Например, от степени разделения труда зависит степень механизации производственных процессов; повышение степени механизации труда способствует совершенствованию технологических режимов и т.д. В зависимости от наличия тех или иных факторов производственные потоки можно подразделить: по виду движения предметов труда (параллельные, последовательные и комбинированные); способу размещения рабочих или расположению оборудования (прямолинейные, круговые, групповые); ритму обработки полуфабрикатов на потоке (с регламентированным и свободным ритмом); применяемым средствам передачи полуфабрикатов (конвейерные и не конвейерные); мощности (потоки большой, средней и малой мощности); степени прерывности технологического процесса (секционные несекционные); размеру обрабатываемой партии (с поштучным и пачковым видами запуска); числу моделей изделий, изготовляемых на потоке (одно модельные, много модельные, много ассортиментные); порядку запуска кроя в процессе (с циклическим, последовательно-ассортиментным и комбинированным запуском); преемственности смен (съемные и несъемные); специализации, т. е. числу наименований изделий, изготовляемых на потоке (специализированные и неспециализированные). Рассмотрим последовательно эти факторы. Вид движения предметов труда на потоке может быть параллельным, последовательным и комбинированным. Потоки с параллельным движением предметов труда характеризуются совместным изготовлением деталей и узлов изделия в параллельных группах. Отдельные виды оборудования, как и рабочие места, тоже располагаются группами. Группы формируют или по виду обработки деталей (например, в заготовительной секции может быть группа обработки полочек, спинок и т.д.), или по общности использования оборудования (например, группа дублирования, группа вышивания и т.п.). Потоки с последовательным движением предметов труда характеризуются непрерывным последовательным выполнением операций технологического процесса. Оборудование расставляется прямолинейно или по кругу. Примером этой формы организации являются потоки, в которых средствами передачи служат конвейеры, передвижные устройства или стационарные средства передачи, установленные без интервалов, без выделения групп. На потоках с последовательным прямолинейным движением изделий сохраняется постоянство закрепления каждой операции за определенным рабочим местом. Рабочие места располагаются в порядке последовательности организационных операций. Передача деталей и узлов на следующую операцию осуществляется сразу же после выполнения предыдущей. Операции синхронизированы. Кратность операций минимальная. На потоках с круговым движением изделий необязательно строгое соблюдение технологической последовательности в процессе обработки. Используется свободный ритм работы. Строго соблюдаются принципы специализации работ при комплектовании организационных операций. Потоки с комбинированным движением предметов труда сочетают участки как с параллельным (например, в заготовительной секции), так и с последовательным (например, в монтажной секции) движением предметов труда. В зависимости от ритма обработки полуфабрикатов потоки могутбыть с регламентированным и со свободным ритмом. На потоках с жестким (регламентированным) ритмом полуфабрикат подается к каждому рабочему месту поштучно через определенные интервалы времени, которые согласуются с тактом потока. Для внутри процессного перемещения полуфабрикатов на таких потоках применяют конвейер с регламентированной скоростью движения. Конвейер представляет собой движущееся транспортное средство в виде ленты, цепи, винтового устройства и т п., замкнутое в вертикальной или горизонтальной плоскости. Конвейер не только механизирует подачу полуфабриката на рабочие места, но и обеспечивает соблюдение строгого ритма работы потока. Рабочий орган конвейера поделен на участки (гнезда), в которых размещаются единицы полуфабриката. За время выполнения операции гнездо конвейера проходит путь, равный его длине l, и подает новую единицу полуфабриката для обработки. Скорость движения конвейера На рис. 5.4 показан однолинейный ленточный конвейер с регламентируемой скоростью движения, разделенный на гнезда. Использовать потоки с жестким ритмом целесообразнее при выпуске швейных изделий стабильного ассортимента. На потоках со свободным ритмом подача полуфабриката осуществляется, как правило, партионно. В качестве устройства, подающего полуфабрикат к рабочему месту, используют как конвейер, так и различные беспроводные внутри процессные транспортные средства. 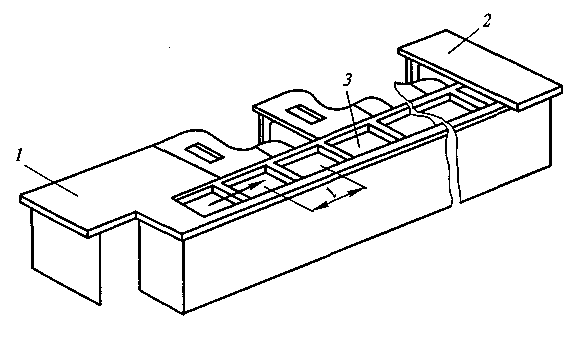 Рис. 5.4. Однолинейный ленточный конвейер с регламентируемой скоростью движения: 1 — место запуска изделия; 2 — место выпуска изделия; 3 — конвейерная лента, поделенная на гнезда Конвейер, используемый на потоках со свободным ритмом, движется с постоянной скоростью, не связанной со временем выполнения операции (т. е. такой конвейер выполняет только тракпортную функцию). К другим средствам перемещения полуфабрикатов относятся передвижные (подвесные, напольные и настольные зажимные устройства для фиксации пачек деталей и не зажимные переданные устройства) и не передвижные (между столья, скаты, желоба) устройства. На рис. 5.5 показан двух линейный ленточный горизонтальный замкнутый конвейер, а на рис. 5.6 – двух линейный агрегат с ручным перемещением полуфабриката по между столью. Потоки со свободным ритмом имеют ряд преимуществ перед потоками с жестким ритмом. Они более маневренны и легко перестраиваются при выпуске новых моделей. Групповое размещение рабочих мест позволяет лучше использовать оборудование рабочее время на выполнение операции на таких потоках сокращается благодаря пачковой системе подачи полуфабриката (снижается время на монтажно-переместительные приемы), увеличивается возможность использования индивидуальных способностей рабочих (высокую производительность труда, квалификацию физиологические особенности и т.п.). Но чтобы учесть различие ритма работы разных исполнителей, между рабочими местами необходимо разместить межоперационный запас полуфабриката. Величина такого запаса зависит от габарита изделия, частоты сменяемости ассортимента, вида транспортирующего устройства, числа деталей в одной пачке и т.д. В некоторых случаях, чаще всего при изготовлении верхней одежды, на разных стадиях производства целесообразно использовать различные ритмы обработки полуфабрикатов. Потоки, на которых на одних участках используется жесткий ритм, а на других — свободный, называются комбинированными. Например, на потоке по изготовлению мужских пальто нескольких моделей в заготовительной секции работа организована со свободным ритмом, а в монтажной — со строгим ритмом (так как монтаж полуфабрикатов изделий даже различных моделей отличается технологической однородностью). Как уже упоминалось, мощность потока определяется выпуском изделий в смену (или сутки) или числом рабочих на потоке. По мощности швейные потоки можно условно разделить на три группы — малой, средней и большой. На потоках малой мощности обычно изготовляют изделия широкого ассортимента. Это потоки с низкими производительностью труда и коэффициентом использования оборудования, с высокой стоимостью обработки и низким уровнем механизации й автоматизации. 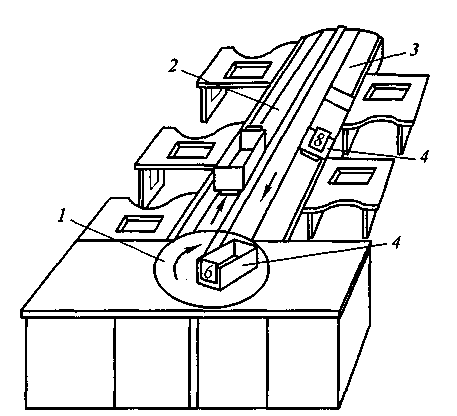 Рис. 5.5. Двух линейный ленточный горизонтальный замкнутый конвейер: 1 — поворотный стол; 2 — конвейерная лента; 3 — стационарная наклонная плоскость — между столье; 4 — коробка для полуфабриката 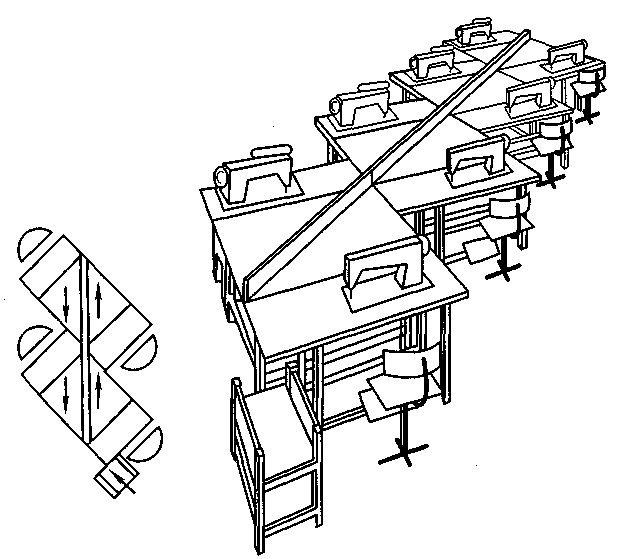 Рис 5.6. Двух линейный агрегат с ручным перемещением полуфабриката по между столью   Потоки средней мощности имеют достаточное распространение на швейных предприятиях. Их технико-экономические пока застели гораздо выше, чем потоков малой мощности. На них можно выпускать изделия достаточно широкого ассортимента. Потоки средней мощности имеют достаточное распространение на швейных предприятиях. Их технико-экономические пока застели гораздо выше, чем потоков малой мощности. На них можно выпускать изделия достаточно широкого ассортимента.Потоки большой мощности самые экономичные, их технико-экономические показатели значительно лучше, чем первых двух благодаря большей специализации труда на рабочих местах, увеличению коэффициента использования оборудования, оснащению рабочих мест высокопроизводительным оборудованием и средствами малой механизации, использованию современной технологии. Однако потоки большой мощности рациональны при специализации предприятия на выпуске изделий определенного ассортимента. В табл. 5.5 дана классификация мощности потоков. Мощность, при которой для конкретного ассортимента и определенной оснащенности потока технико-экономические показатели достигают наилучшего значения, называют оптимальной. В реальных условиях производства достижение оптимальной мощности не всегда возможно, поэтому следует выбирать рациональную мощность, при которой значения технико-экономических показателей потока остаются высокими. Таблица 5.5 Классификация мощности потоков
Ниже приведены рекомендуемые рациональные мощности потоков, изготовляющих различные виды изделий. Рациональные мощности потоков при изготовлении изделий различного ассортимента Изделия Число рабочих на потоке Пальто мужские зимние и демисезонные 100... 130 Пальто женские зимние и демисезонные 100... 130 Пальто для мальчиков и девочек школьного возраста 70... 100 Пальто для мальчиков и девочек дошкольного возраста 50...70 Пальто из искусственного меха 60...80 Плащи мужские и женские 80...90 Пиджаки мужские шерстяные 140... 185 Брюки мужские шерстяные 50...90 Костюмы мужские 190...275 Брюки хлопчатобумажные 70... 100 Куртки детские 45...70 Брюки детские шерстяные 30... 40 Костюмы детские шерстяные 70... 100 Платья женские 50...70 Платья детские 40...60 Сорочки мужские и детские 45...90 По степени прерывности технологического процесса, т. е. числу специализированных секций, участков или групп, швейные потоки делятся на несекционные и секционные. При изготовлении нетрудоемких изделий (чаще всего на потоках малой мощности) поток может быть единый и неразрывный, без выделения каких-либо участков и секций, т. е. несекционный. При обработке однородных изделий технологически сходных операций может быть около 80 %. Технологически разнообразные операции, необходимость которых вызвана различными модельными особенностями, встречаются в основном при заготовке деталей изделий. Поэтому такие изделия целесообразно обрабатывать в специализированных по общности технологии группах — Акциях. Секционный поток — это поток, на котором технологический процесс расчленен по стадиям обработки изделий на секции, Подчиняющиеся единому такту потока. Секционные потоки побили в промышленности большое распространение, так как и строятся по принципу технологической специализации. Секционные потоки могут быть потоками большой, средней и малой мощности. Обычно выделяют заготовительную и монтажную секции, секцию влажно-тепловой обработки и окончательной отделки изделий, но иногда секций может быть только две — заготовительная и монтажно-отделочная (например, при изготовлении женских шелковых и хлопчатобумажных платьев). В заготовительной секции выполняются операции по заготовке отдельных узлов и деталей. При этом в соответствии с модельными особенностями изготовляемых изделий заготовительная секция может быть разбита на специализированные участки или группы (например, по обработке спинок, полочек, мелких деталей и т.п.). В монтажной секции производятся сборочные операции и виды работ, в небольшой степени зависящие от модельных особенностей. Отделочную секцию выделяют в том случае, если на предприятии нет специализированного отделочного цеха. Между секциями организуют меж секционный контроль качества, который препятствует поступлению бракованных полуфабрикатов из секции в секцию. Для обеспечения ритмичной работы между секциями предусматривают меж секционный запас. Секции потоков большой мощности могут работать с различным ритмом. Это связано с тем, что трудоемкость технологически неделимых операций в секциях различна. Часто в монтажной секции, чтобы избежать операций с повышенной трудоемкостью, выделяют два-три параллельных однотипных потока (линии) с суммарной мощностью, равной мощности заготовительной секции. Такое строение монтажной секции экономически выгодно. Каждый из этих потоков (линий) можно использовать, например, для выпуска разных моделей или изделий разных типоразмеров. На каждой линии можно поставить прессы с подушками соответствующего профиля и работать без смены подушек; можно использовать высокопроизводительное оборудование для нескольких линий и т. п. На рис. 5.7 показана общая структура технологического секционного потока по изготовлению верхней одежды. Преимуществами секционных потоков перед несекционными являются: снижение затрат времени и улучшение качества изделия благодаря специализации рабочих мест монтажной и отделочной секций; большая маневренность потока при смене моделей; возможность одновременного изготовления большего числа моделей; возможность применения в отдельных секциях различных организационных форм. К недостаткам относится то, что организация секционного потока намного сложнее, чем несекционного, что усложняет учет, увеличивает меж секционный запас и вызывает затруднения в управлении таким потоком. По способу загрузки потока полуфабрикатами потоки могут быть с централизованным и децентрализованным запуском. В первом случае из одного центра запускается полный комплект деталей, во втором отдельные узлы и детали подаются на те рабочие места, где их должны обрабатывать. Централизованный запуск может быть и поштучным, и пачковых, децентрализованный — только пачковым. Поштучный запуск применяют на потоках с жестким или комбинированным ритмом (на тех участках, где используют конвейер). При таком запуске требуется четкая организация технологического процесса, обеспечивающая нормальную работу, объем незавершенного производства при этом невелик. Пачковый запуск по сравнению с поштучным увеличивает объем незавершенного производства. При этом усложняется учет, требуются дополнительное время на подборку деталей по размеру при монтаже и дополнительное место для хранения пачки. Но пачковый запуск имеет и большое преимущество — уменьшается время на вспомогательные приемы (например, из пачки, положенной на машину, можно брать деталь за деталью, подкладывать ее под лапку машины и не разрезать нитки стачного шва). Кроме того, создаются условия для механизации вспомогатель   но переместительных приемов, применения полуавтоматов (например, для обработки клапанов прорезных карманов пиджака) Число изделий в пачке, поступающей на рабочее место, называется транспортной партией. Ее размер рекомендуют приближать к размеру пачки при раскрое (равным числу полотен в настиле), размер транспортной партии зависит от вида и размеров изделия, организационной формы потока, вида средств для транспортирования пачки и т.д. В табл. 5.6 приведены возможные (рекомендуемые) размеры транспортных партий в зависимости от ассортимента выпускаемых изделий в разных секциях изготовления полуфабрикатов. но переместительных приемов, применения полуавтоматов (например, для обработки клапанов прорезных карманов пиджака) Число изделий в пачке, поступающей на рабочее место, называется транспортной партией. Ее размер рекомендуют приближать к размеру пачки при раскрое (равным числу полотен в настиле), размер транспортной партии зависит от вида и размеров изделия, организационной формы потока, вида средств для транспортирования пачки и т.д. В табл. 5.6 приведены возможные (рекомендуемые) размеры транспортных партий в зависимости от ассортимента выпускаемых изделий в разных секциях изготовления полуфабрикатов.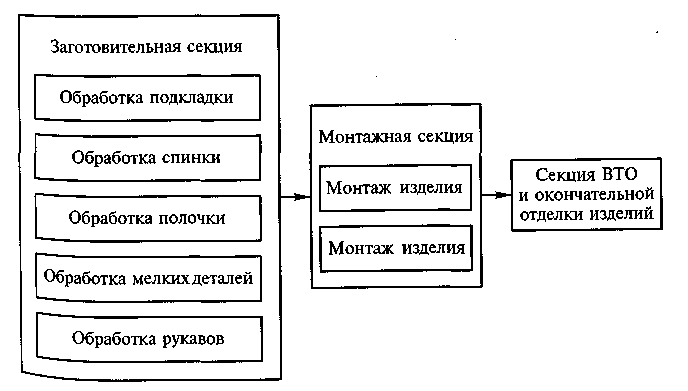 Рис. 5.7. Общая структура технологического секционного потока В зависимости от числа изготовляемых моделей потоки подразделяются на одно модельные, много модельные и много ассортиментные. Таблица 5.6 Рекомендуемые размеры транспортных партий
Одно модельные потоки применяют при изготовлении изделий табельного ассортимента, например спецодежды, форменной одежды Много модельные потоки применяют при изготовлении многих моделей одного вида изделий любого ассортимента. Много ассортиментные потоки предусматривают изготовление наодном потоке нескольких видов разных изделий, имеющих однотипную последовательность технологической обработки, например женских пальто и жакетов, мужских пальто и полупальто пальто для детей дошкольного и младшего школьного возраста. На одно модельных потоках порядок запуска кроя последовательный, т. е. сначала запускается и соответственно обрабатывается вся партия модели А, после этого партия модели Б, затем модели В и т.д. На много модельных и много ассортиментных потоках порядок запуска кроя в процесс может осуществляться тремя способами: цикличным, последовательно-ассортиментным и комбинированным. При цикличном запуске модели запускаются на поток по циклам в порядке, заданном расчетом. Например, на много модельном потоке изготовляют три модели (А, Б, В) одного изделия. Необходимо получить равное число изделий каждой из этих моделей в смену. Запуск должен осуществляться в такой последовательности: А, Б, В; А, Б, В и т.д. (цикл равен трем). Но если нужно, чтобы выпуск модели В был вдвое больше, чем А и Б, то схема запуска будет иметь вид А, Б, В, В; А, Б, В, В и т.д. (цикл равен четырем). Цикличный запуск с поштучным питанием используют на конвейерных потоках с жестким ритмом. На не конвейерных потоках Цикличный запуск можно использовать с пачковым питанием. Такой запуск называют циклично пачковым. Цикличный запуск применяют при изготовлении изделий разной трудоемкости, но с однотипными способами обработки, одинаковыми оборудованием и приспособлениями и желательно из материалов с одинаковыми свойствами и одного тона. При последовательно-ассортиментном (последовательном) способе запуск осуществляется таким образом, что в течение определенного отрезка времени поток становится специализированным [за одну или несколько смен происходит перезаправка с одного изделия (модели) на другое (другую)]. Например, на трех модельном потоке при данном способе модель А запускают в течение времени tА, модель Б — в течение времени tБ, модель В — в течете времени tB. При этом (tА + tБ + tв)n = Тсмп, где Tсм — продолжительность смены, п — число смен, в течение которых изготовляют эти модели. Последовательно-ассортиментный запуск применяют в следующих случаях: при стабильном ассортименте изделий, имеющих небольшие отклонения в трудоемкости изготовления, с однотипными способами обработки и однотипной оснасткой (такой запуск можно применять отдельно в монтажной секции). При смене моделей перестройку процесса не производят, переоборудуют лишь одно два рабочих места; при изготовлении изделий с большими различиями в трудоемкости и последовательности технологической обработки (например, женских платьев) малыми партиями на однородном оборудовании; при изготовлении изделий из материалов с разными свойствами. В этом случае при смене моделей регулируют оборудование. При комбинированном или последовательно-цикличном запуске изготовляемые модели разбиваются на группы, которые последовательно поступают на поток. При этом внутри каждой группы, модели запускаются циклично. Например, четыре модели (А, Б, В, Г) делят на группы А, Б и В, Г. Сначала изготовляют все изделия моделей А, Б, которые запускаются по схеме А, Б, А, Б и т.д., затем все изделия моделей В, Г по схеме В, Г, В, Г. Комбинированный запуск применяют при одновременном изготовлении большого числа моделей с различными трудоемкостью и сложностью обработки. Если предприятие работает в несколько смен, то потоки могут быть съемные и несъемные. На съемных потоках каждая смена изготовляет только свои изделия. По окончании смены изделия, находящиеся на различных стадиях обработки, снимают с потока и хранят в определенном месте до начала работы этой же смены. На несъемных потоках рабочие последующей смены продолжают обработку полуфабрикатов предыдущей смены. Съемные потоки имеют ряд недостатков: теряется время (2...3%) на подготовительно-заключительную работу (т. е. на перенос полуфабрикатов после смены в места хранения и раскладывание в начале смены на рабочем месте); объем незавершенного производства возрастает почти в два раза; требуются дополнительные площади для хранения полуфабрикатов; ухудшается качество продукции, так как во время хранения полуфабрикаты мнутся, загрязняются; возрастает пожара опасность, ухудшаются санитарные условия в цехе и его эстетические показатели. Но съемные потоки имеют и преимущество, заключающееся в возможности одновременного изготовления большого числа моделей; чаще всего съемные потоки применяются при изготовлении женских платьев. 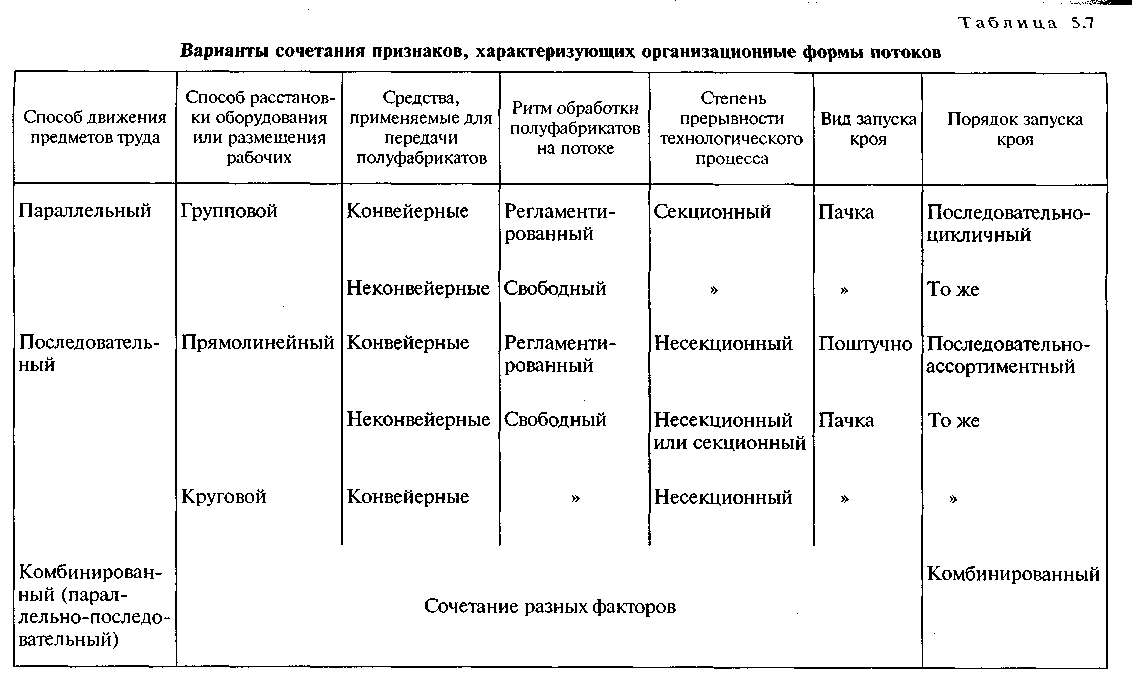 В швейной промышленности в основном применяют наиболее прогрессивную форму организации производства — несъемные потоки. Выбор формы организации технологических потоков обычно осуществляют в приведенной ниже последовательности: определяют ассортимент, модель или модели, группируют модели по общности конструктивно-технологических признаков; определяют последовательность выпуска изделий каждой модели, их число и календарные сроки; выбирают мощность потока; выбирают методы обработки изделий и оборудование, устанавливают затраты времени на выполнение отдельных операций и всего изделия; определяют порядок и способ подачи кроя и перемещения полуфабрикатов и готовой продукции от одного исполнителя к другому; выбирают транспортные средства; устанавливают степень разделения труда; определяют наличие смен на потоке. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
