Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

5.7. ТЕХНОЛОГИЧЕСКАЯ СХЕМА РАЗДЕЛЕНИЯ ТРУДА ОДНОМОДЕЛЬНОГО ПОТОКА И ЕЕ АНАЛИЗТехнологическая схема разделения труда потока — это основной документ швейного процесса. Ее составление включает в себя следующий комплекс работ: определение последовательности организационных операций; установление затраты времени на организационные операции; установление специальности и разряда выполняемой работы; выбор средств технологического оснащения (оборудования и приспособления малой механизации) и установление режимов обработки; расчет нормы выработки по каждой организационной операции; расчет числа рабочих (расчетное и фактическое); синхронизацию операций по такту; распределение организационных операций по секциям; отбор и закрепление деталей изделий по группам; заполнение технической документации (составление технологической схемы). Как было сказано в подразд. 5.2, при комплектовании технологически неделимых операций в организационные сложно добиться того, чтобы время исполнения организационной операции был равно такту потока или кратно ему. допускаются определенны отклонения времени организационной операции от такта поток интервал допустимых отклонений от такта и является основным условием согласования времени организационных операций с тактом потока. двумя рабочими (К = 2) Пример 5.3. Рассчитать условия согласования времени организационных операций с тактом потока, равным 160 с, на потоке со свободным ритмом обработки изделий. Для операций, выполняемых: одним рабочим (К = 1) На данном потоке при выполнении операций одним рабочим затрата времени на операцию может быть равна 144... 176 с, а при выполнении операции двумя рабочими (кратные операции) — 288...352 с. При комплектовании организационных операций наряду с выполнением условий согласования необходимо учитывать следующие требования: последовательность организационных операций должна соответствовать технологической последовательности обработки изделия; технологически неделимые операции должны быть объединены в одну организационную операцию с учетом однородности используемого оборудования, техоснастки, режимов обработки, тарифного разряда работ и т.п. (допускается объединение работ смежных разрядов); организация труда должна быть рациональной (исключающей монотонность в работе, обеспечивающей удобство выполнения операций и т.п.). В приложении 3 приведена таблица условий комплектования организационных операций для потоков с разным ритмом. Скомпоновав организационные операции, устанавливают затрату времени на их выполнение (сумма затрат на технологически неделимые операции, входящие в организационную); выбирают конкретное оборудование и средства техоснастки; устанавливают режимы обработки; рассчитывают норму выработки и число рабочих (расчетное и фактическое), выполняющих эту операцию. При комплектовании организационных операций наряду с выполнением условий согласования необходимо обеспечить синхронизацию этих операций с тактом потока. Синхронизации (приближения продолжительности организационной операции к такту потока) можно достичь: Изменением состава организационной операции. При этом можно добавить или убрать технологически неделимые операции (если это возможно); Отбором более совершенных оборудования и средств малой механизации;   выбором более совершенных технологических приемов; выбором более совершенных технологических приемов;подбором исполнителей с учетом их индивидуальных качеств и квалификации. Распределение организационных операций по секциям и за крепление деталей кроя изделия по группам обработки зависят от степени прерывности и определяются организационной форм0к потока (секционный или несекционный поток). При распределении организационных операций по секциям выполняют следующие условия: выделяют организационные операции в заготовительную секцию так, чтобы после обработки деталей и узлов получить полуфабрикаты, готовые к монтажу изделия; выделяют организационные операции в монтажную секцию так, чтобы после обработки полуфабрикатов получить изделие концентрируют специальное оборудование для обеспечения его полной загрузки. При отборе и закреплении деталей кроя изделия за группами (при организации подетально-групповых участков в заготовительной секции) следует обеспечить: конструктивно-технологическую однородность деталей, характеризующуюся единством применяемого оборудования и спецприспособлений; возможность полной обработки деталей в группе; близкую затрату времени на обработку деталей в организуемых группах; максимальную загрузку оборудования. Технологическая схема разделения труда одно модельного потока дается в виде таблицы, форма которой приведена ниже (табл. 5.12). Таблицу заполняют следующим образом: в графе 1 последовательно ставят номера организационных операций; в графе 2 ставят номера технологически неделимых операций, входящих в данную организационную операцию; в графе 3 указывают содержание организационных операции, состоящих из описания технологически неделимых операций; в графе 4 указывают специальность, определяемую видом работ, и записывают ее условным обозначением (см. подразд. 5.1); в графе 5 указывают разряд, соответствующий разряду технологически неделимых операций (см. подразд. 5.1). При этом если в организационную операцию объединяют технологически неделимые операции с разным разрядом, то для организационной операции рассчитывают средний или средневзвешенный разряд; в графе 6 указывают затрату времени, которая складывается из суммы времени на выполнение технологически неделимых операций; Таблица 5.12 Технологическая схема разделения труда одно модельного потока Наименование изделия _________________________________ расчетная мощность М, единиц в смену ____________________________ Такт потока, с _______________ Число рабочих на потоке _________________________________ Время изготовления изделия, с __________________________
в графе 7 указывают расценку по организационным операциям, которая определяется умножением секундной тарифной ставки на затрату времени выполнения операции; если в организационную операцию входят технологически неделимые операции разных разрядов, то расценка считается для каждой технологически неделимой операции (с точностью до тысячных долей) и результаты суммируются; в графе 8 указывают норму выработки за смену, поделив продолжительность рабочей смены на время выполнения организационной операции; в графе 9 указывают расчетное число рабочих, которое определяют для каждой организационной операции путем деления времени выполнения этой операции на такт потока с точностью до сотых долей; в графе 10 указывают фактическое число рабочих, которое устанавливают по расчетному с применением правил округления; в графе 11 приводят перечень оборудования и приспособлений, с помощью которых выполняют данную организационную Грацию. Технологическая схема заполняется и подводятся итоги по данной графе по секциям, группам (если они есть) и по всему Потоку. в табл. 5.13 приведен пример заполнения технологической схемы разделения труда в заготовительной секции для группы обработки переда лифа женского платья. Такт потока  *в данном примере не приведены расценка и норма выработки После составления технологической схемы разделения труда потока проводят ее анализ расчетным и графическим методами. Для определения степени загруженности потока, т. е. соответствия затрат времени на организационные операции такту потока рассчитывают коэффициент их согласования. Коэффициент согласования рассчитывают по формуле где Т — трудоемкость изготовления изделия, с; Nф — фактическое число рабочих; т — такт потока, с. Если значение Ксдля потоков с регламентированным ритмом находится в интервале 0,99... 1,01, а для потоков со свободным ритмом — в интервале 0,98... 1,02, то можно считать, что организационные операции скомпонованы удачно. Если Кс< 1, то на потоке больше организационных операций с затратой времени меньшей, чем такт потока (поток недогружен), а если Кс > 1, то на потоке больше организационных операций с затратой времени большей, чем такт потока (поток перегружен). Пример 5.4. Определить коэффициент согласования Ксна потоке с выпуском 300 ед. в смену, у которого т = 92 с, Т- 8000 с, N$ = 84 чел. Определим коэффициент согласования Коэффициент согласования превышает допустимые пределы отклонения. Поэтому произведем уточнение такта потока, для чего примем Кс = 1 и определим новый такт: Пересчитаем выпуск потока в смену Мсмпо уточненному такту Все дальнейшие расчеты выполняют по уточненному такту и пересчитанному выпуску изделий. Для наглядного представления о соответствии затрат времени организационных операций такту потока строят график их согласования. Этот график называют графиком загрузки или графиком синхронности (рис. 5.19). На оси ординат откладывают значения такта и допустимых отрешений от такта, проводят горизонтали. На оси абсцисс откладывают равные отрезки и ставят точки. Около каждой точки пишут номер организационной операции. Из этих точек проводят перпендикуляры, на которых откладывают затрату времени на выполнение организационных операций; получают координаты операции. Если операция кратная, то на перпендикулярах откладывают время, приходящееся на одного исполнителя.  Рис. 5.19. График согласования (синхронизации) операций Вместо графика согласования можно построить диаграмму согласования (синхронизации) операций потока (рис. 5.20). Как и график, диаграмму строят в прямоугольной системе координат. На диаграмме наглядно показан состав работ каждой из организационных операций (ручные, машинные, прессовые и т.п.). Если по диаграмме (или графику) некоторые операции будут иметь недопустимые отклонения от заданных условий согласования (например, по графику согласования — организационная операция 11, по диаграмме — 2 и 12), то следует произвести дополнительную синхронизацию. 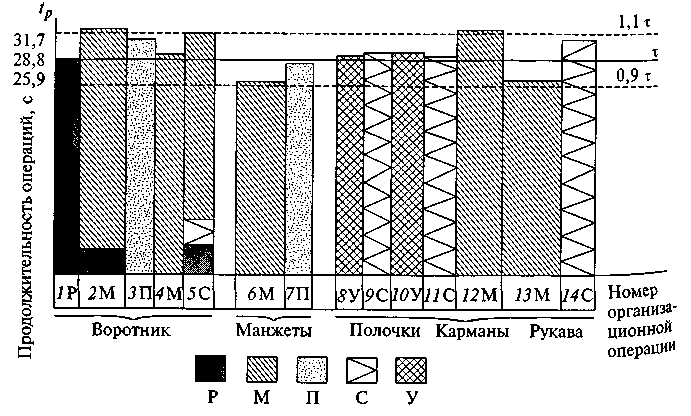 Рис. 5.20. Диаграмма согласования (синхронизации) операций одно модельного потока с указанием вида работ Кроме графика согласования строят монтажный график. Монтажный график помогает проверить соответствие структуры потока технологической последовательности обработки изделия и позволяет убедиться в правильности порядка движения полуфабрикатов. На рис. 5.21 представлен монтажный график агрегатно-группового потока по изготовлению женских шелковых платьев (группы обработки переда). Монтажный график начинают составлять обычно с группы обработки детали, которую условно принимают за основную (в нашем примере это центральная часть переда женских платьев). В левой части графика снизу вверх вписывают наименования секции, группы обработки изделия, деталей и условные порядковые номера деталей. Номер каждой детали обводят кружочком и стрелкой показывают последовательность движения этой детали во время ее обработки. Номер каждой организационной операции обводят прямоугольником и записывают в нем вид работ и оборудования, на котором она выполняется. Кратные операции обводят двумя, тремя и т.д. прямоугольниками [их число равно кратности операции (операции 2 и 4)]. Операция 2 — соединение по рельефам; стрелками показано, что детали переда (центральная и боковые) поступают на эту операцию. Далее центральная часть переда (с притачанными боковыми частями) поступает сначала на операцию 3 — заутюживание швов, а потом на операцию 4, где по рельефам переда прокладывают строчки. После этого на операции 5 кокетки притачивают к основной детали, а швы заутюживают на операции 3 и т. д. Аналогично строят монтажные графики по другим группам обработке по всем секциям и потоку в целом. 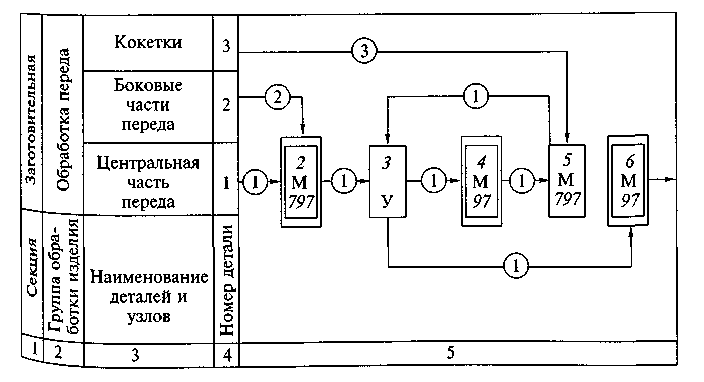    Рис. 5.21. Монтажный график агрегатно-группового потока по изготовлению женских шелковых платьев Рис. 5.21. Монтажный график агрегатно-группового потока по изготовлению женских шелковых платьевМонтажный график может быть использован при планировки рабочих мест, при установлении порядка укладывания деталей у гнезда конвейера, при адресовании коробок на круговых потоках. После составления технологической схемы разделения труда потока рассчитывают технико-экономические показатели каждой организационной операции всего потока в целом. Этими показателями являются число основных рабочих потока, число единиц оборудования и рабочих мест потока, затраты времени на изготовление изделия, стоимость обработки, производительность труда, средний разряд, средний тарифный коэффициент, коэффициент использования оборудования потока, коэффициент механизации. Рассмотрим эти показатели. Число основных рабочих потока - это расчетные данные о числе рабочих по разрядам и видам работ для каждой технологической схемы разделения труда (табл. 5.14). Порядок заполнения таблицы следующий: в графе 1 указывают номера разрядов; в графах 2... 7 — число рабочих на всех технологически неделимых операциях для каждого из видов работ; в графе 8 — число рабочих на всех технологически неделимых операциях по всем видам работ для каждого разряда; в графе 9 — так называемую сумму одноименных разрядов, которую определяют умножением номера разряда на число рабочих каждого разряда (графа 8); в графе 10 — тарифные коэффициенты для каждого разряда, которые определяют по Единому тарифно-квалификационному справочнику работ и профессий рабочих (вып. 46, раздел «Швейное производство», М., 2000); в графе 11 — так называемую сумму тарифных коэффициентов, которую определяют умножением тарифного коэффициента конкретного разряда на общее число рабочих этого разряда. Таблица 5.14 Число основных рабочих потока
По вертикали в этой таблице подсчитывается число рабочих по видам работ (для всех разрядов) и их удельный вес в общем числе рабочих. Сумма всех разрядов определяется суммированием значении графы 9 «Сумма разрядов». Сумма всех тарифных коэффициентов для всех разрядов определяется суммированием значений последней графы. Сводка оборудования — это перечень и число единиц основного и резервного оборудования, необходимого для выполнения данного технологического процесса (табл. 5.15). Число единиц резервного оборудования зависит от типа оборудования и принимается равным 5... 10 % числа единиц основного оборудования. Число единиц оборудования спаренных рабочих мест принимается равным 5 % числа единиц основного оборудования. Затраты времени на изготовление одного изделия Т определяются суммированием затрат времени на выполнение всех технологически неделимых операций технологического процесса: Стоимость обработки одного изделия определяется по формуле где T, — дневная ставка рабочего первого разряда; £ к — сумма тарифных коэффициентов; Мсм— выпуск изделий в смену. Производительность труда определяют по формуле где N— расчетное число рабочих на потоке. Средний разряд Sсропределяется делением суммы тарифных Разрядов на расчетное число рабочих. Таблица 5.15 Сводка оборудования
Средний тарифный коэффициент Ксропределяется деление суммы всех тарифных коэффициентов на расчетное число рабочих. Коэффициент использования оборудования на потоке является по формуле где п — число машинных операций в технологическом процессе 1 — затрата времени на машинную операцию; пф — число машин, установленное на потоке (с учетом резервных). Коэффициент механизации определяется по формуле | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||