Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

7.2. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ И РАСКЛАДКУ ЛЕКАЛ, РАСКРОЙ ДЕТАЛЕЙДля изделия каждой модели по чертежам конструкции деталей изготовляют лекала-эталоны и рабочие лекала: основные (для раскроя деталей и проверки качества кроя) и вспомогательные (для разметки расположения карманов, петель, вытачек, складок и др., а также для вырезания по ним некоторых деталей на ленточной раскройной машине). Лекала-эталоны — это образцы для проверки лекал, находящихся в процессе работы (рабочих лекал). Рабочие лекала используют для выполнения раскладок и проверки точности кроя. Лекала изготовляются в соответствии со следующими техническими условиями: основные и вспомогательные лекала-эталоны делают из картона или бумаги; рабочие лекала (которые используются многократно) изготовляют из прочных малоусадочных материалов — твердого картона, металла, пластмассы, фанеры; срезы картонных лекал иногда окантовывают металлическими полосками (чаще всего срезы вспомогательных лекал, предназначенных для вырезания деталей ленточной раскройной машиной); на вспомогательных лекалах делают прорези для разметки вытачек, складок и контрольных надсечек (по которым детали совмещают при соединении); на все основные лекала (рис. 7.2) наносят линии направления нитей основы ткани 1, допустимые отклонения от направления нитей основы в деталях при раскладке лекал 2 и линии допустимых надставок к деталям изделия 3. Направление нитей основы и допустимые отклонения от них на деталях при раскрое плечевых и поясных изделий приведены в подразд. 1.1.2. На картонные или бумажные лекала все линии наносят тушью, чернилами или карандашом, на лекала из других материалов — другим способом, например шилом, резцом. На каждом лекале, входящем в комплект основных и вспомогательных лекал-эталонов и рабочих лекал, указывают номер модели, размер, наименование и число деталей в крое. На одном из лекал делают опись всех лекал изделия (спецификацию), входящих в комплект. 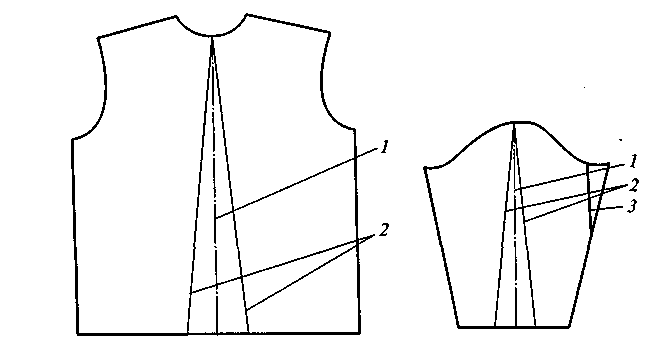 Рис. 7.2. Пример линий, наносимых на основные лекала На срезах всех лекал через каждые 80... 100 мм ставят клеймо или на расстоянии 2...4 мм от среза специальным приспособлением проводят контрольную линию для определения степени из носа лекала. Площадь лекал измеряется с точностью до 100 мм2. Все основные и вспомогательные рабочие лекала должны иметь клеймо отдела технического контроля (ОТК) или отдела управления качеством (ОУК). Запрещается использовать для работы лекала без клейма контролера. Рабочие лекала, находящиеся в производстве, проверяют не реже одного раза в месяц по лекалам-эталонам и табелю мер. Допустимые отклонения рабочих лекал от лекал-эталонов ± 1 мм по каждому срезу. Лекала-эталоны проверяют не реже одного раза в квартал по табелю мер. После проверки ставят дату и штамп «Проверено». Отклонения срезов лекал-эталонов от основных измерений лекал не должны превышать ± 1 мм. Все лекала хранят в подвешенном состоянии так, чтобы к каждому комплекту был обеспечен свободный доступ. Лекала-эталоны хранят в экспериментальном цехе при температуре 18... 20 °С и относительной влажности воздуха 60...70 %. Раскрой материалов выполняют по зарисовкам контуров разложенных лекал (в дальнейшем зарисовку контуров разложенных лекал будем называть раскладкой). Раскладка лекал — сложный процесс, требующий определенных знаний, навыков и соблюдения технических условий. Технические условия на раскладку лекал — это правила, выполнение которых закладывает основы высокого качества готовой одежды И экономичного расходования материала. В соответствии с техническими условиями для раскладки применяют рабочие лекала; при раскладке учитывают направление ворса, начеса, рисунок ткани, направление нитей основы, допустимые отклонения нитей основы и расположение допустимых надставок. На тканях гладкокрашеных, в полоску или клетку (без начеса Л оттенка), с неярко выраженным рисунком лекала деталей каждого изделия допускается раскладывать в противоположных направлениях. На гладкокрашеных тканях с оттенком, а также на тканях с ворсом и с начесом лекала раскладывают так, чтобы все детали изделия лежали в одном направлении. Это предотвращает разно оттеночность деталей в готовом изделии. При раскладке лекал на тканях в полоску или клетку в некоторых деталях нужно предусмотреть дополнительные припуски для последующей подгонки по рисунку ткани: на полочках — по срезу борта; на подбортах — по внешним срезам лацканов; на спинке — по средним срезам; на клапанах, накладных карманах, листочках накладных и прорезных карманов, воротнике, хлястике — по верхнему и боковым срезам. Для подгонки рисунка ткани при выкраивании перечисленных деталей в раскладках предусматривают припуски в размере половины, трех четвертей или одного раппорта рисунка. Обводку лекал в раскладке выполняют карандашом, если раскладку делают на бумаге, или мелом, если на верхнем полотне настила. При этом должны выполняться следующие условия: толщина карандашных линий должна быть не более 1 мм, меловых — 2 мм; внутренняя сторона линии обводки должна совпадать с контуром лекал; между особо ответственными срезами деталей, имеющими при раскрое отклонения от срезов лекал не более ± 1 мм, в раскладке лекал должно быть расстояние не менее 2 мм. При выполнении раскладки лекал необходимо проверить комплектность деталей и их принадлежность к правой или левой стороне изделия (при способе настилания материала лицевой стороной вниз). Часто раскрой производят не по верхнему полотну настила, а по копиям раскладок лекал — трафаретам, изготовленным из специальной клеенки или бумаги. Технические условия при раскрое деталей изделия заключаются в следующем: недопустимо смещение или перекашивание полотен настила; искажение формы линий срезов выкроенных деталей по сравнению с формой соответствующих срезов лекал не должно превышать определенных величин. Установлены следующие допустимые отклонения, не более: по плечевому срезу, срезам проймы, воротника, горловины, окатов рукавов ± 1 мм; по боковым срезам, срезу середины спинки, локтевым и передним срезам рукавов (по ширине), срезам накладных карманов и т-п.±2мм; по срезам низа рукавов, полочек и спинки (по ширине), По срезам деталей подкладки и прокладок + 3 мм; по длине спинки, полочек, рукавов, юбки, брюк ± 4 мм; расстояние между надсечками на выкроенной детали по сравнению с соответствующим расстоянием на лекалах не должно иметь отклонений более ±2 мм; оптимальный размер надсечек 3...5 мм. При раскрое пленочных материалов допускается ориентировать детали как в продольном, так и в поперечном направлении при раскрое формо устойчивого трикотажного полотна лекала укладывают только в направлении, противоположном направлению роспуска петель. |