Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

1.3. НИТОЧНЫЙ СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫПри изготовлении одежды в промышленном производстве и по индивидуальным заказам в основном применяют ниточное соединение деталей. При ниточном соединении деталей швейных изделий и их частей этот процесс выполняют машинными или ручными стежками, используя нитки различного волокнистого состава. Стежок — элемент структуры, полученный путем переплетения одной или нескольких ниток при ниточном способе между двумя проколами материала иглой, а при без ниточном — между Контактами инструмента с соединяемыми материалами. 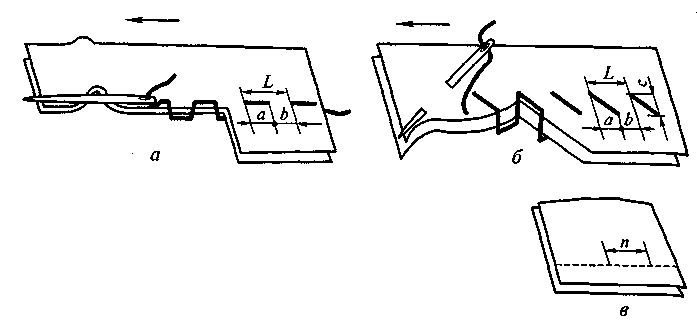 Рис. 1.9. Параметры стежков: а — прямого; б — косого; в — число стежков n на 1 см строчки Строчка — последовательный ряд стежков. Шов — последовательный ряд стежков на материале толщиной в один или несколько слоев. Швейное соединение — соединение двух или более слоев материала посредством одного или нескольких швов. В соответствии с международной классификацией стежки подразделяются на классы и типы. Класс определяется особенностями образования стежка. Тип — это вид стежков внутри одного класса, отличающийся определенным способом переплетения ниток. Длина стежков определяется длиной нитки а (рис. 1.9, а) и интервалом b на лицевой стороне материала. Она зависит от вида стежка и толщины обрабатываемого материала. Стежки бывают машинные и ручные. Наибольший экономический эффект дает выполнение стежков на специальных машинах. Число ниток, участвующих в образовании стежка, может быть различным, в связи с чем стежки имеют разное строение. Все стежки должны быть ровными и однородными, расстояние между ними как с лицевой стороны, так и с изнанки — одинаковым. Нитки должны быть затянуты равномерно. Длина и частота стежков могут быть различными. При определении частоты стежков подсчитывают число стежков на 1 или 5 см строчки. Технологическими параметрами строчки являются: число ниток, образующих строчку; длина стежка L определяется длиной нитки а на лицевой стороне ткани и интервала b(см. рис. 1.9, а); номер игл; номер ниток. Стежки, выполняемые под углом к линии строчки (рис. 1.9, б), измеряются и по ширине (величина с). От качества выполнения стежков и строчек зависят качество соединения деталей и внешний вид изделия. 1.3.1. Классификация стежков, строчек, швовСтежки для выполнения строчек при изготовлении швейных изделий имеют классы, указанные в ГОСТ 12807 — 88 «Изделия швейные. Классификация стежков, строчек и швов» (табл. 1.1). Таблица 1.1 Вид ручного стежка
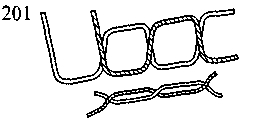
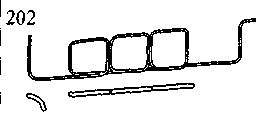
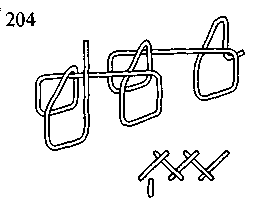
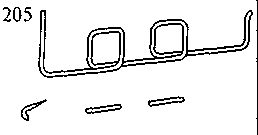
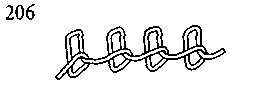
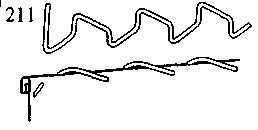
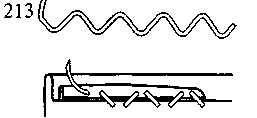
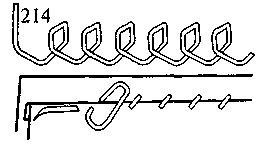
ГОСТ 12807 — 88 устанавливает классификацию, условные и графические изображения, кодовые обозначения стежков, строчек и швов, применяемых при изготовлении швейных изделий. Эти обозначения используются при разработке карт инженерного обеспечения технологических процессов в системе САПР. Классификация стежков включает в себя следующие классы: 100 — цепные стежки, образованные одной или более верхними нитками; 200 — ручные (машинные) стежки, образованные одной верхней ниткой; 300 — челночные стачивающие стежки, образованные двумя или более верхними и нижними нитками; 400 — цепные стачивающие стежки, образованные двумя или более верхними и нижними нитками; 500 — цепные обметочные и стачивающее обметочные стежки, образованные одной или более верхними и нижними нитками; 600 — плоские цепные стежки, образованные двумя или более верхними и нижними нитками; 700 — сварные стежки. |