Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

1.3.2. Ручные работы. Рабочие места для ручных работВ зависимости от характера работы швея-ручница может выполнять ее сидя или стоя, располагать на столе деталь или готовое изделие. В связи с этим оборудование и организация рабочих мест могут быть различными. Правильная организация рабочего места способствует повышению производительности труда на операциях и обеспечивает высокое качество работы. Размеры рабочих мест различны; они зависят от вида изделия и выполняемой операции. 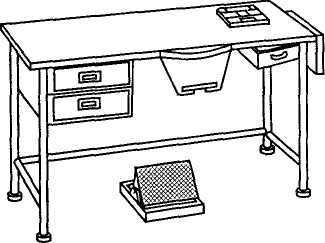 Рис.1.10. Рабочее место для выполнения ручных работ Большое влияние на самочувствие работающего и на качество его работы оказывает правильная посадка. Расстояние от глаз работающего до изделия или детали должно быть равно в среднем 30 см (не менее 25 и не более 35 см). Оно регулируется как при ручной, так и при машинной работе опусканием или подъемом сиденья винтового стула. Ноги следует держать на подставке или перекладине. Очень важно правильно использовать перерывы и выполнять физические упражнения.  Рис. 1.11. Винтовой стул  Рис. 1.12. Подставка для ног Рабочее место для ручных работ при изготовлении верхней одежды должно быть оборудовано столом (рис. 1.10), винтовым стулом (рис. 1.11) и подставкой для ног (рис. 1.12). Конструкция стула может быть различной, но она должна обеспечивать возможность поворотов и изменения высоты сиденья и опору для спины. Справа от работающего (в зоне действия рук) на столе устанавливается специальная подставка для катушек с нитками. Необходимые для выполнения ручных работ инструменты и предметы ухода за рабочим местом хранятся в выдвижных ящиках стола, а во время работы их раскладывают на столе справа от работающего или на полках. Для размещения деталей и полуфабрикатов в течение рабочей смены в крышке стола может быть укреплен шарнирно-горизонтальный кронштейн, установлены передвижные кронштейны (рис. 1.13). 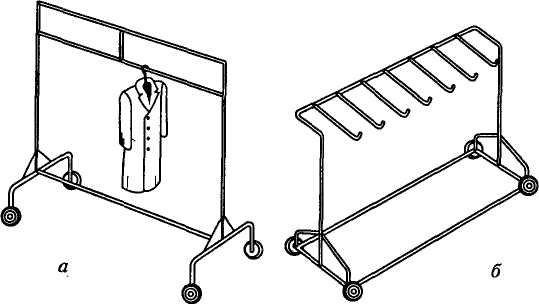 Рис. 1.13. Передвижные кронштейны: а — для плечевых изделий; б — для поясных изделий Для уборки производственного мусора имеется съемный мусоросборник. В крышке стола может быть укреплен магнит для размещения ножниц. По окончании работы рабочее место следует тщательно убрать. Все обрабатываемые детали, инструменты, приспособления необходимо уложить в определенном порядке в ящики столов или в шкафы. Инструменты и приспособления для ручных работК инструментам для ручных работ относятся ручные иглы, наперсток, ножницы, сантиметровая лента; к приспособлениям — манекен, лекала, кольцо с ножом, колышек, булавки и т.д. (рис. 1.14). Наперстки 1 применяют различных номеров в зависимости от выполняемой операции и вида обрабатываемых материалов. Для обрезки ниток после выполнения операций используют кольцо с ножом 2, которое надевают на указательный или средний палец правой руки, или самораскрывающиеся ножницы 6. Ножницы 7, применяемые для раскроя и обрезки, уточнения деталей и т.п., могут быть различными по форме и размерам. Для обрезки краев деталей в целях предохранения их от осыпания используют специальные ножницы с зубчатой нарезкой кромки лезвия. Перенесение линий деталей с бумаги на ткань или картон выполняют с помощью резца 3. Для удаления ниток и выправления углов деталей применяют колышек 4 (металлический, пластмассовый или костяной стержень, заостренный с одного конца). Края клапанов в процессе влажно-тепловой обработки выправляют на специальном приспособлении — шаблоне 5. Приспособление 8 для вывертывания поясов позволяет быстро вывернуть узкую деталь на лицевую сторону после обтачивания и выправить концы. Для проверки качества полуфабрикатов и готовых изделий используют манекены 9. При отсутствии специальных машин для обработки обметанных петель применяют просекатели щипцы 10 или устройства ударного типа 11. Пуговицы обтягивают на приспособлении 12. Для предохранения срезов деталей от осыпания применяют специальное приспособление 13, позволяющее получать срезы зигзагообразной формы. Линии низа платьев, юбок, пальто уточняют на фигуре с помощью приспособления 14. Качество изделия, производительность труда работающего зависят от подбора инструментов и приспособлений. Инструменты и приспособления подбирают в соответствии с материалом, из которого изготовляют изделие, и видом выполняемых работ. Ручные иглы должны быть острыми, упругими, неломкими, Хорошо отполированными, с ушком достаточных размеров и без заусенцев. Иглы бывают различные по диаметру (толщине) и по длине, имеют ушко разной величины. В зависимости от длины и диаметра иглы подразделяют по номерам: от 1 до 12 (табл. 1.2). Иглы подбирают в зависимости от вида изделия, обрабатываемой ткани и выполняемой операции (табл. 1.3). В соответствии с иглами и обрабатываемыми тканями следует подбирать и номера ниток. При изготовлении изделий из очень тонких хлопчатобумажных тканей (маркизета, батиста и др.) применяют хлопчатобумажные нитки № 50...80, а при изготовлении платьев из ситца, сатина, фланели — нитки № 50...60. 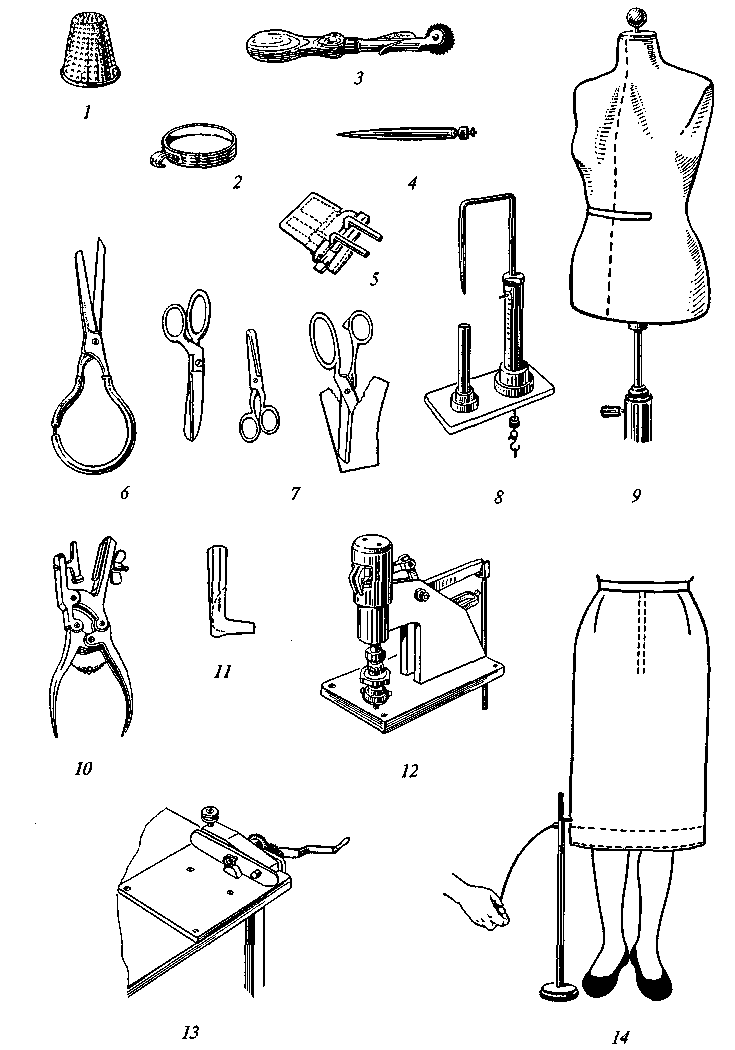 Рис. 1.14. Инструменты и приспособления для ручных работ Очень тонкие шелковые ткани — шифон, креп-жоржет — шьют шелковыми нитками № 65, 75 и хлопчатобумажными нитками № 80; тонкие и легкие шелковые ткани — крепдешин, креп-сатин — хлопчатобумажными нитками №60...80, шерстяные ткани — нитками № 50...60. При изготовлении костюмов и пальто из тонких тканей используют хлопчатобумажные нитки № 40...60, при изготовлении пальто из толстых тканей — нитки № 30...40. Шелковые нитки при изготовлении изделий из хлопчатобумажных тканей не применяют. Капроновые нитки применяют при изготовлении изделий из шерстяных, шелковых тканей и из тканей с синтетическими волокнами. Для стачивания рекомендуется применять нитки лавсановые, армированные и хлопчатобумажные в три, четыре и шесть сложений, для обметывания срезов деталей и швов — лавсановые, капроновые, шелковые и хлопчатобумажные в два и три сложения, для обметывания петель — капроновые, лавсановые и шелковые, для пришивания пуговиц — лавсановые, штапельные, армированные (хлопколавсановые), а также хлопчатобумажные в три, четыре и шесть сложений. Ножницы, применяемые в швейном производстве, выпускаются восьми номеров. Таблица 1.2 Размеры и назначение игл
Таблица 1.3 Распределение номеров игл
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



