Методические материалы. Тема Выбор металлорежущих станков для разработки технологического процесса
 Скачать 1.14 Mb. Скачать 1.14 Mb.
|

4. Какие приспособления используются на сверлильных станках3.Выбор станков с числовым программным управлением Станок с ЧПУ– это станок с числовым программным управлением, который по специально заданной программе совершает те или иные действия по отношению к обрабатываемой заготовке. Практически, с помощью математических алгоритмов и цифр задаются параметры работы отдельных рабочих органов, которые в совокупности отвечают за позиционирование основных агрегатов, их мощность, скорость перемещения, ускорения, вращения и т.п. В зависимости от технологии работ станки бывают следующих видов: Токарные станки с ЧПУ. Предназначены для обрабатывания поверхности детали внутри и снаружи. Широко применяются в машиностроении, приборостроении, а так - же на деревообрабатывающих предприятиях. В отличие от машин с ручным управлением, все части двигателя управляются с помощью электроники. Они обладают такими свойствами как: гибкость изготовления деталей, высокая точность и скорость обработки, высокая автоматизация производства. Фрезерные станки с ЧПУ. Осуществляют фрезеровку и расточку деталей с различными параметрами и делятся на вертикальные, продольные, горизонтальные, консольные. Автоматизированные фрезеровальные машины имеют фрезы, которые при движении и осуществляют контакт с изготавливаемой деталью. Фрезы бывают разнообразной формы с зубцами и делаются из прочного металла. Шлифовальные станки с ЧПУ (осуществляют очень четкую шлифовку поверхностей деталей). Эти станки бывают следующих категорий: Кругло-шлифовальные (на таких станках осуществляется шлифование деталей, которые имеют цилиндрическую или коническую форму); внутришлифовальные (обрабатывают отверстие внутри заготовки); плоскошлифовальные (поверхность детали обрабатывается торцом шлифовального круга). Сверлильные станки с ЧПУ. При помощи станков данного типа можно обрабатывать детали фланцевого, корпусного и плоскостного типа, используя для этого режущий инструмент различного назначения (сверла, развертки, зенкеры и прочее). На большинстве станков, оснащенных системой ЧПУ, можно с высокой точностью выполнять весь комплекс сверлильно-фрезерных операций с заготовками различной формы. Классификации систем ЧПУ Существуют различные классификации систем ЧПУ - в зависимости от группы рассматриваемых признаков. Наиболее известны следующие классификации: 1)по уровню технических возможностей 2)по технологическому назначению 3)по числу потоков информации 4)по принципу задания программы 5)по типу привода 6)по числу одновременно управляемых координат Основные преимущества станков с ЧПУ: 1) производительность станка повышается в 1,5-5 раз по сравнению с аналогичными станками с ручным управлением; 2) сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата, что и позволяет решать вопрос комплексной автоматизации единичного и серийного производства; 3) качественно перевооружается машиностроение на базе современной электроники и вычислительной техники; 4) снижается потребность в квалифицированных рабочих-станочниках, а подготовка производства переносится в сферу инженерного труда; 5) сокращается время пригоночных работ в процессе сборки, так как детали, изготовленные по одной программе, являются взаимозаменяемыми; 6) сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря централизованной записи программ и более простой и универсальной технологической оснастке; 7) снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства. Задачи ЧПУ станковУстройство ЧПУ является управляющим по отношению к станку. В то же время оно само является объектом управления при взаимодействии с окружающей средой, в качестве которой выступает оператор, ЭВМ верхнего уровня и т.д. Если рассматривать с этих позиций задачи, которые оно должно решать, то можно выделить следующие задачи: Геометрическая задача – взаимодействие УЧПУ со станком для управления формообразованием детали. Решение данной задачи заключается в отображении геометрической информации чертежа в совокупность таких движений рабочих органов станка, которые материализуют чертеж в изделие. Логическая задачазаключается в управлении дискретной электроавтоматикой, т.е. автоматизацией на станке вспомогательных операций (зажим инструмента, смена инструмента и т.д.). Технологическая задачазаключается в управлении рабочим процессом и достижении требуемого качества обработки деталей с меньшими затратами. Терминальная задачазаключается во взаимодействии УЧПУ с окружающей средой. Виды программного обеспечения для ЧПУ устройств. Для современного оборудования характерна глубокая автоматизация всех процессов с минимизацией человеческого труда. Это стало возможно благодаря созданию программных комплексов компьютерного моделирования. Автоматизация проектирования состоит из трех основных этапов: разработка проекта в CAD системе; формирование программы в POST – процессоре для управления станком ЧПУ; передача программы в блок управления и ее исполнение. CAD (англ. computer-aided design/drafting) — средства автоматизированного проектирования, в контексте указанной классификации термин обозначает средства САПР, предназначенные для автоматизации двумерного и/или трехмерного геометрического проектирования, создания конструкторской и/или технологической документации, и САПР общего назначения Под POSTпроцессором для станка с ЧПУ подразумевается модуль, преобразующий совокупность данных, содержащихся в управляющей траектории, и представляя их в виде управляющей программы. Постпроцессоры, по сути, – трансляторы, способные преобразовать информацию в другой формат. Воспринимать их в качестве простого конвертора – ошибочный подход. У этих устройств доминирует технологическая логика, предусматривающая многие специальные функции. Перед передачей программы в блок управления, программу нужно написать используя G-код и M-код, а также найти опорные точки. G и М код представляет собой особую группу команд, которые распознаются станками с функциями программного управления. Опорная точка-точка с координатами к которой перемещается инструмент, обрабатывая или не обрабатывая заготовку. 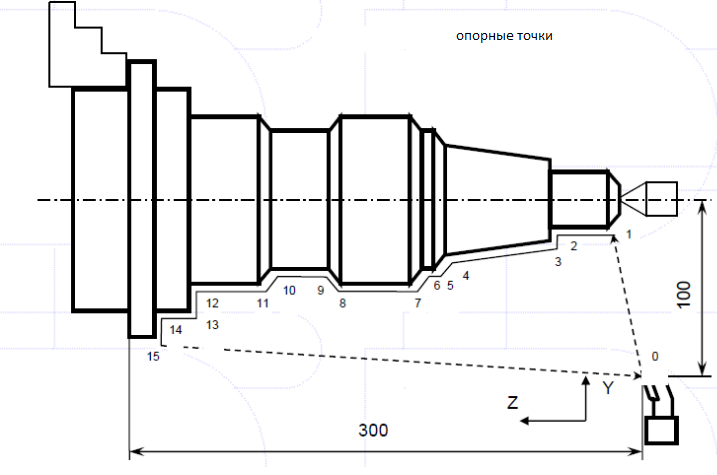 |