Теория и технология производства стали 1. Учебник для вузов. М. Мир, ООО Издательство act
 Скачать 7.23 Mb. Скачать 7.23 Mb.
|

|
26.7. ОХРАНА ПРИРОДЫ И РЕСУРСОСБЕРЕЖЕНИЕ В МЕТАЛЛУРГИИ Одной из отраслей, к деятельности которой в области ресурсосбережения и экологии человечество предъявляет серьезные претензии, является металлургия. Металлургический завод полного цикла, производящий 10 млн. т стали в год, до введения строгих мер контроля выбрасывал ежегодно в атмосферу более 200 тыс. т пыли, 50 тыс. т соединений серы, 250 тыс. т оксида углерода, оксидов азота и других веществ. Работа заводских агрегатов сопровождается шумами и вибрацией. Металлургическое производство сопровождается образованием большого количества шлака. Эта масса шлака, если ее направлять в шлаковые отвалы, занимает значительные площади, что связано с отторжением земельных угодий, загрязнением почвы и водного бассейна, требует организации сети железнодорожных путей и т.д. Расходы на защиту окружающей среды, включая водный и воздушный бассейны, на борьбу с шумами и вибрацией, извлечение ценных отходов производства и т.д. непрерывно растут. Они повсеместно превысили 5 %, а при строительстве некоторых заводов достигают 20 % общих капиталовложений. 26.7.1. Некоторые особенности структуры металлургического производства. Исторически сложилось, что структура производства черных металлов в России до последнего времени заметно отличалась от таковой в других промышленно развитых странах мира. Сегодня эта структура не может быть признана рациональной. Наша промышленность еще не успела полностью перейти от традиционной, сложившейся десятилетиями технологии к современной, основанной, например, на замене разливки стали в изложницы непрерывной разливкой, на широком использовании листового проката (с последующей штамповкой, сваркой и т. д. и соответствующим уменьшением масштабов использования металлообрабатывающих станков с образованием миллионов тонн стружки), на широком использовании методов внепечной обработки с целью получения металла высокой степени чистоты и качества и т. п. В результате эффективно используется лишь часть выплавляемой стали (условно можно считать, что производится «излишнее» количество стали, соответственно добывается «излишнее» количество руды, коксующегося угля, имеется «излишнее» число агло-фабрик, доменных печей, заводов для производства огнеупорных материалов и т. д., т. е. «излишнее» число производств, весьма тяжелых с экологической точки зрения). Для пояснения дан следующий расчет. Предположим, что в стране выплавляется в год 100 млн. т стали, которая разливается в слитки, поступающие затем в прокатку. Расходный коэффициент от стали к прокату зависит от марки стали и вида проката, т. е. находится в довольно широких пределах. Какая-то часть металла на пути от сталеплавильного агрегата до годного слитка теряется (потери от брака, недоливы и т. д.), но основные потери металла имеют место на пути от слитка к прокату. Средний расходный коэффициент от слитка к годному прокату составляет 1,33; это означает, что из каждых 100 млн. т жидкой стали, разлитой в слитки, получают только 73-75 млн. т годного проката (основная причина потерь металла — головная и хвостовая обрезь слитков). При расходном коэффициенте в машиностроении (т. е. на пути от проката к готовой детали, готовому изделию), в среднем близком к 0,8 (в общем машиностроении 0,82, в подшипниковой промышленности 0,55, в транспортном машиностроении 0,86, в строительстве 0,95 и т. д.), около 20 % годного проката уходит в стружку, обрезь, выдавки, концы, облой и т. п. В результате масса готовых изделий, полученных из 100 млн. т жидкой стали, составит (73+75)- 0,8 = 58,4+60,0 млн. т. Обычная технология не позволяет в достаточной мере рафинировать сталь от таких вредных примесей, как сера, фосфор, от неметаллических включений и газов. Кроме того, при разливке стали в слитки, особенно крупные (средняя масса одного слитка из года в год непрерывно возрастает, так как при этом увеличивается производительность прокатных станов), неизбежно протекание ликвационных процессов, неизбежно возникновение местных нарушений сплошности металла вследствие усадочных явлений и т. п. Поэтому на стадии проектирования в конструкцию закладывают определенный запас прочности, который зависит от характера будущей нагрузки (статистическая, знакопеременная, ударная и т. п.). Коэффициенты запаса обычно принимают равными от 1,5 до 3,0. Если в рассматриваемом примере принять этот коэффициент равным 2, то получаем, что эффективно используют лишь (58,4+60,0) /2 = 29,2+30 млн. т из каждых 100 млн. т выплавляемой стали. Ситуация существенно меняется, если традиционная разливка стали в изложницы заменяется непрерывной разливкой. Выход проката при этом повышается с 75—85 до 95—97 %. Замена сортового проката прокатом сложных профилей и листовым прокатом с последующей штамповкой, сваркой и т. п. позволяет довести массу изделий до 80—85 % млн. т от каждых 100 млн. т выплавки стали. Современные методы внепечной обработки чугуна и стали (обработка шлаками, порошковыми смесями, продувка инертными газами, обработка вакуумом и т. п.) позволяют получать сталь с ничтожно малым содержанием вредных примесей. Использование стали с гарантированно низким содержанием вредных примесей исключает основные дефекты, связанные с ликвацией, образованием газовых пузырей и т. п., и позволяет приблизить коэффициент запаса к единице. Итак, результатом новых технологий, основанных на современной технике, являются более оптимистичные показатели: из каждых 100 млн. т выплавленной стали эффективно используются уже не 29,2-30,0, а 75-85 млн. т. Обеспечение более высокой технической культуры производства позволяет промышленно развитым странам при сравнительно меньших масштабах металлургического производства производить большую массу продукции машиностроения. Ниже приводятся схемы, которые показывают, какими огромными возможностями располагает инженер-металлург благодаря созданию новых высокоэффективных технологий. Вариант А — традиционная технология 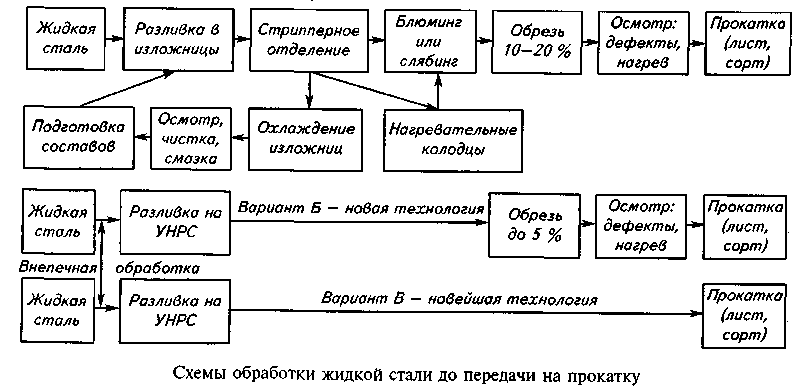 26.8. ЭКОНОМИЯ ЭНЕРГОРЕСУРСОВ Современная металлургия базируется на использовании: горючих ископаемых (уголь, природный газ, нефть), электроэнергии (источниками которой являются нефть, природный газ, уголь), кислорода (производство, которое связано со значительными расходами электроэнергии). Энергоресурсы металлургических предприятий обычно делят на первичные и вторичные. К первичным относят потребляемые в процессе производства поступающие на завод уголь, газ, мазут, электроэнергию и т. п. Вторичные энергетические ресурсы (ВЭР) условно можно подразделить на две группы: высокопотенциальные ВЭР и низкопотенциальные ВЭР. В нашей стране и во многих других промышленно развитых странах основное внимание традиционно уделяют утилизации высокопотенциальных ВЭР. 26.8.1. Использование высокопотенциальных ВЭР. К высокопотенциальным вторичным энергоресурсам относят обычно нагретые до высоких температур (1000-1700 °С) отходящие газы металлургических агрегатов, а также отходы, содержащие горючие компоненты. На практике действуют достаточно эффективные способы утилизации физического и химического тепла этих газов. 26.8.2. Утилизация тепла отходящих газов. Покидающие рабочее пространство металлургических агрегатов горячие дымовые газы уносят с собой значительное количество тепла (тем большее, чем выше температура газов и чем ниже степень использования тепла в агрегате). Для максимальной утилизации тепла чаще всего используют следующие варианты: пропускают отходящие горячие газы через котел-утилизатор с целью получения пара; используют горячие газы для предварительного (перед загрузкой в сталеплавильный агрегат) подогрева металлолома; организуют передачу тепла горячих газов воздуху или газу, подаваемому в металлургический агрегат для горения (применение теплообменников регенеративного и рекуперативного типов). Следует подчеркнуть, что единица тепла, отобранного у горячих дымовых газов и вносимая в печь подогретым воздухом или газом, оказывается значительно ценнее единицы тепла, полученной в печи в результате сгорания топлива. Использование регенеративных и рекуперативных теплообменников обеспечивает заметное снижение расхода топлива. Описанные выше методы сохранения тепла газов имеют общее название — регенерация тепла1. Регенерация в теплотехнике — использование тепла отходящих газов для подогрева воздуха и/или топлива, поступающих в какую-либо теплотехническую установку, печь. Регенератор1— теплообменник, в котором передача тепла осуществляется путем поочередного соприкосновения горячего и холодного теплоносителей с одними и теми же поверхностями аппарата. Во время соприкосновения с горячим теплоносителем стенки регенератора нагреваются, с холодным — охлаждаются, нагревая его. Рекуператор* — теплообменник поверхностного типа для использования тепла отходящих газов, в котором теплообмен между теплоносителями осуществляется непрерывно через разделяющую их стенку. В отличие от регенератора трасса потоков теплоносителей в регенераторах не меняется. Регенеративные теплообменники широко применяют на высокотемпературных печах (мартеновских и доменных печах, в нагревательных колодцах), так как регенераторы могут работать при весьма высоких температурах дымовых газов (1500—1600 °С). При такой температуре рекуператоры работать устойчиво пока не могут. 26.8.3. Особенности утилизации конвертерных газов. Основной составляющей конвертерных газов является СО; температура их в зависимости от периода плавки колеблется в пределах 1300-1700 "С. В случае работы конвертеров с подачей кислорода только сверху в отходящих газах практически нет водорода; при донной продувке и защите фурм подачей жидких или газообразных углеводородов в отходящих газах может содержаться заметное количество водорода. 1 От лат. regeneratio — возрождение, возобновление. 2 От лат. regenero — вновь произвожу. 3От лат. recuperator—получающий снова, возвращающий. Конвертерные газы представляют собой ценнейший вид высокопотенциальных ВЭР (можно утилизировать и физическое тепло нагретых газов, и химическое тепло от сжигания СО и Н2). Приходится, однако, учитывать следующее: 1. Интенсивность выделения газов из конвертера периодически меняется от нуля в межплавильный период до максимума примерно в середине периода продувки. Если принять, что промежуток времени от выпуска до выпуска 35 мин (т. е. примерно 40 плавок в сутки), а продолжительность интенсивного окисления углерода 10 мин, то из 1440 мин суточного времени лишь 10 • 40 = 400 мин в сутки конвертер покидают газы, являющиеся ВЭР. 2. Отходящие конвертерные газы несут с собой значительное количество плавильной пыли (в отдельные периоды до 250 г/м3 газа). Выброс таких запыленных газов в атмосферу недопустим и по санитарным, и по экологическим, и по экономическим нормам (пыль состоит в основном из оксидов железа). Поэтому все конвертеры оборудованы системами очистки отходящих газов с тем, чтобы утилизировать пыль, уловленную в этих системах. В данной связи конвертер является частью единой системы: конвертер — охладитель газов (котел-утилизатор)— газоочистное устройство—дымосос-устройства для выброса газов в атмосферу или для их утилизации. В зависимости от допускаемого (или организуемого) подсоса воздуха в систему плавка может осуществляться по нескольким режимам: а) с полным дожиганием (дополнительно выделяемое тепло в известной степени используется в котле-утилизаторе); б) с частичным дожиганием (при максимальном выделении газов дожигается только часть СО, остальная часть СО сгорает на свече на выходе из системы; при уменьшении выделяющихся газов количество СО, сгорающего на свече, уменьшается; в результате обеспечивается по ходу всей продувки более равномерная работа котла-утилизатора при постоянной производительности дымососа; как при полном, так и при частичном дожигании объемы газов вследствие подсоса воздуха существенно (в 3—4 раза) возрастают; в) без дожигания. В последнем случае зазор между горловиной конвертера и котлом-утилизатором герметизируют. Объем очищаемых газов при этом в 3—4 раза меньше, чем при работе с дожиганием, что упрощает и удешевляет организацию газоочистки. Выделяющиеся после газоочистки газы собирают в газгольдере. Их можно использовать как топливо (содержат 70—85 % СО, теплота сгорания 8-10 кДж/м3) или сырье для химической промышленности. Отечественная промышленность пока не располагает значительным опытом такой работы. Основная масса конвертерных газов используется для получения пара и подвергается при этом охлаждению до (200—500 °С) в котлах-утилизаторах, после чего направляется на газоочистку. Современные котлы-утилизаторы имеют паропроизводительность до 300 т/ч и более. Кроме перечисленных способов утилизации горячие конвертерные газы можно использовать и как восстановитель железорудного сырья, и для предварительного нагрева загружаемого в конвертер лома. Использование газов как восстановителя весьма заманчиво, но только после охлаждения, так как в случае твердофазного восстановления желательно иметь температуру около 1050 °С (т. е. газы необходимо охлаждать). В Магнитогорском горно-металлургическом институте предложена технология так называемой энергохимической аккумуляции, сущность которой заключается в добавке в отходящие конвертерные газы определенного количества природного газа. В результате реакции повышается теплота сгорания газа, увеличивается его количество. СО + ЗСО2 + СН4 = 4СО + СO2 + Н2 + Н2О Возможны и другие варианты решения проблемы эффективного использования физической и химической теплоты конвертерных газов. 26.8.4. Пути использования низкопотенциальных ВЭР. Низкопотенциальные вторичные энергетические ресурсы (например, отходящие газы с температурой 200 "С и менее) очень часто не только остаются неиспользованными, но и рассеиваются в окружающую среду. По мере совершенствования методов использования высокопотенциальных ВЭР доля энергии, теряемой с низкопотенциальными ВЭР, возрастает. Проблема использования этих низкопотенциальных ВЭР уже имеет несколько вариантов решения, проверенных на практике: 1. Выработка электроэнергии на базе специальных турбин, работающих на легковскипающих рабочих телах. Этот путь опробован на некоторых предприятиях (прежде всего в таких странах с малыми природными энергоресурсами, как Япония, Ю. Корея, Италия). 2. Использование низкопотенциальных ВЭР для обогрева грунта (обогреваемые теплицы). По предварительным расчетам, такое предприятие, как крупный металлургический комбинат, может отапливать низкотемпературными (80—90 °С) ВЭР примерно 150 га теплиц и обеспечивать тем самым производство около 60 тыс. т овощей и зелени. 3. Использование перепада давления при дросселировании газов на газораспределительных пунктах (ГРП) и газораспределительных станциях (FPQ металлургических заводов. Во многих случаях давление редуцируется в 3—6 раз без какого-либо использования. Между тем использование энергии сжатых газов может быть реализовано с целью выработки холода, необходимого для производства и хранения плодоовощной продукции. 4. Использование углекислоты, извлекаемой из отходящих газов для получения сухого льда (который затем можно использовать для быстрой заморозки, хранения, сушки продуктов питания и т. п.). Пункты 3 и 4 заслуживают особого внимания в связи с запретом на использование фреонов (для сохранения озонового слоя). 26.8.5. Сравнение эффективности энергоресурсов. Для сравнения эффективности различных энергоресурсов, расхода и экономии топлива в нашей стране обычно используют так называемую единицу условного топлива (единица ТУ или ЕТУ). В качестве ЕТУ принимают 1 кг топлива с теплотой сгорания 7000 ккал/кг. Для сравнения разных видов топлива используют формулу1 Bу=Qн/(7000 Вн) = Э ∙ Вн где By — масса эквивалентного количества условного топлива, кг; Вн— масса натурального топлива, кг (твердое или жидкое топливо) или м3 (газообразное топливо); (QH -низкая теплота сгорания натурального топлива, ккал/кг или ккал/м3; Э = QH/7000 — калорийный эквивалент: для нефти Э = 1,4; для кокса 0,93; для торфа 0,4; для природного газа 1,2. В энергетике используют формулу g= 860/7 где g — количество ЕТУ, затраченное на выработку электроэнергии, г ЕТУ /кВт • ч; т| — к.п.д. установки. Во Франции в качестве ЕТУ принято топливо, имеющее либо низшую (6500 ккал/кг), либо высшую (6750 ккал/кг) теплоту сгорания. В США и Великобритании используют обычно единицу учета, равную 1018 BTU (британских топливных единиц— british thermal unit), причем 1 BTU (по-русски БТЕ) = 252 кал = = 1,05кДж = 0,293Вт-ч. 1BTU-количество теплоты, нагревающее 1 фунт воды на 1 °F (градус Фаренгейта) = 1055,88 Дж (1 фунт = 0,454 кг). Следует иметь в виду, что в России расходы одного из основных энергоносителей — природного газа — фиксируются в кубических метрах. Во многих странах расходы энергоносителей, включая расход природного газа, фиксируются в величинах BTU (при этом исключается влияние случайных или неслучайных колебаний состава и давления газа). 'Для сравнения эффективности энергоресурсов по-прежнему используют во всех инстанциях калорийный эквивалент, поэтому автор не дал пересчета в систему единиц СИ. Это нужно учитывать, знакомясь с мировой технической литературой. |