|
|
Теория и технология производства стали 1. Учебник для вузов. М. Мир, ООО Издательство act
1.3. ОСНОВНЫЕ ЭТАПЫ РАЗВИТИЯ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
1.3.1. Первый этап — прямое получение железа из руды. Получение железа непосредственно из руды — наиболее древний способ производства железа. В глубокой древности железо получали путем его восстановления из руды в примитивных горнах. Поскольку в этом процессе использовалось «сырое» дутье (неподогретый воздух), способ получил название «сыродутный».
Сущность сыродутного способа получения железа заключается в следующем: в горн загружают древесный уголь и железную руду, уголь разжигают и начинают подавать дутье; по мере сгорания и «оседания» угля руда опускается, подвергаясь непрерывному контакту с восстановительными газами и раскаленным углем и постепенно при этом восстанавливаясь.
Расчетная температура горения угля в холодном воздухе с нормальной влажностью около 1400 °С. Учитывая неизбежные потери тепла, предположительно температура процесса составляет 1300-1350 ºС, а при таких температурах шлак образуется в жидком виде. Шлак в основном должен состоять из оксидов железа (значительная часть железа руды переходила в шлак и терялась с ним). В результате процесса получали раскисленный ком («крицу») восстановленного железа (с прожилками шлака), который вытаскивали из горна и обрабатывали под молотами, уплотняя крицу и выдавливая из нее шлак. Состав металла в этом процессе зависит от состава пустой породы руды, от температуры процесса и продолжительности пребывания крицы в горне.
Существовало много разновидностей сыродутного процесса, причем в некоторых установках получали за одну операцию, длившуюся 6-7 ч, до 200 кг железа. Такие недостатки сыродутного производства, как малая производительность, большой расход топлива, большие потери железа со шлаком, высокая трудоемкость процесса и низкое качество металла, определили повсеместное его вытеснение. К концу XX в. возникли новые способы получения железа непосредственно из железорудных материалов. Эти способы получили общее название «прямое получение железа» (англ. DI или DRI: Direct-Reduced-Iron). Получаемый при этом продукт часто называют «первородной шихтой» (т. е. не подвергавшейся переплаву). Этот продукт обычно используют в качестве шихты в дальнейшем переделе.
1.3.2. Второй этап — получение кричного (сварочного) железа из чугуна. По мере усовершенствования сыродутного процесса горны строили все большей вместимости, более высокими, подачу дутья интенсифицировали; это привело к повышению температуры в горне и к более продолжительному пребыванию шихтовых материалов в зоне высоких температур. В результате в ряде случаев происходило заметное науглероживание железа и продуктом процесса оказывалось не низкоуглеродистое железо, а высокоуглеродистое, т. е. чугун. Чугун не обладает пластическими свойствами (не куется, не сгибается и т. п.); часто его считали нежелательным продуктом и выбрасывали1. Однако было замечено, что при загрузке в горн чугуна вместо железной руды или в случае продолжения операции из оставленной в горне высокоуглеродистой крицы также получается низкоуглеродистая железная крица. Такой двухстадийный процесс (вначале выплавка чугуна, а потом получение из чугуна низкоуглеродистого металла) как более производительный привел к возникновению более совершенного способа производства железа, получившего название кричный процесс. Дата появления кричного процесса, так же как и сыродутного, неизвестна, но уже в XII-XIII вв. кричный способ был распространен.
1 Куски (болванки) чугуна называют чушками («чушка» по-русски — это молодая свинья); чушка чугуна по-английски pig-iron-свинское железо (pig — свинья).
Таким образом, сущность кричного способа переработки чугуна в железо и сталь заключается в расплавлении чугуна в горне на древесном угле и окислении углерода, кремния, марганца и других примесей чугуна кислородом дутья и действием шлаков, богатых оксидами железа.
Выложенный огнеупорными материалами или водоохлаждаемыми чугунными плитами горн наполняют древесным углем, разжигают его и подают дутье. После того как уголь хорошо разгорится, присаживают чугун и богатые оксидами железа шлаки, окалину, железную руду. Чугун помещают обычно на уровне фурмы или несколько выше ее, где он постепенно плавится и в виде капель стекает вниз. Одновременно под действием кислорода воздуха дутья и оксидов железа шлака происходит выгорание примесей чугуна.
По мере выгорания примесей чугуна (в частности, углерода) повышается температура его плавления. Напомним, что температура плавления чугуна 1150—1200 °С, низкоуглеродистого железа несколько выше— 1500 ºС. Температура в горне достигает 1300— 1400 ºС, т. е. достаточна для расплавления чугуна, но недостаточна для поддержания в жидком виде образующегося низкоуглеродистого сплава. В результате по мере выгорания примесей металл становится все более тугоплавким и все более вязким. Наступает момент, когда на дне горна образуется зернистая тестообразная железистая масса, которую собирают в один общий ком (крицу), достают из горна и обжимают под молотом, чтобы удалить из металла шлак и получить возможно более плотный и однородный кусок железа.
В связи с тем что горючие материалы, применяющиеся в кричном производстве, находятся в непосредственном контакте с металлом, они должны быть чистыми от золы и вредных при-месйй (главным образом от серы). Таким требованиям лучше всего удовлетворяет древесный уголь.
Сера во время процесса выгорает в незначительной степени; фосфор удается удалить на 50-60 %, чему способствуют умеренная температура процесса и высокое (иногда > 90 %) содержание оксидов железа в шлаке. Готовая крица обычно содержит, %: 0,03-0,05 С, 0,01-0,02 Si, до 0,08 Мп, 0,01-0,04 Р, 0,004-0,006 S.
Сравнительно высокопроизводительные (по тем временам) относительно высокие печи — горны, начиная с XIII в., были распространены по всей Европе. На территории России известна местность (в старину называвшаяся Железным полем), где расположен город Устюжна (Вологодская обл.). В XIII в. местность называлась Железный Устюг. К началу XVII в. там производили ежегодно около 1 тыс. т железных изделий.
Высокопроизводительные печи-горны в России назывались домница-ми, в Англии — highblomeryfurnace(большая кричная печь), в Германии — Stuckofen(от Stuck— кусок, крица и Ofen — печь) или Wolfofen(волчья печь), во Франции —fourneaualoupe(волчья печь)'.
Также как и сыродутный, кричный способ производства имел ряд существенных недостатков: низкая производительность, высокий угар железа (до 20 %), большой расход топлива (древесного угля), большая трудоемкость процесса и др. В результате в конце XIX — начале XX в. кричный процесс исчез.
Низкая производительность и дороговизна кричного передела, а также массовое уничтожение лесов вокруг промышленных центров, вызванное необходимостью получения больших количеств древесного угля,— причины, способствующие поиску более производительного способа железа, причем такого, при котором можно было заменить чистый древесный уголь другим, более дешевым и менее дефицитным топливом. В 1784г. англичанин Г. Корт предложил получать сталь окислительным плавлением чугуна на поду отражательной печи — способ, позволяющий сжигать в топке печи любое горючее (топка была отделена от ванны металла). Печь получила название пудлинговой 2. Чистота горючего уже не играет такой роли, как при кричном переделе, так как непосредственный контакт горючего с металлом отсутствует.
1 Печи для производства чугуна в России получили название «домна» (от старосла-вянск. «дмение»—дутье); в Англии blastfurnace(дутьевая печь); в Германии Hochofen(высокая печь); во Франции haulfourneau(большая высокая печь); у зап. славян: wielkipec(польск. — большая печь), vysokapec(чешек. — высокая печь).
2 От англ, topuddle —месить, перемешивать.
Садка типичной пудлинговой печи 250-500 кг (иногда выше —до 1т). Слой расплавленного чугуна 25—35 мм. Длина рабочего пространства 1,5-1,8м, ширина —не более 1,5 м (при большей ширине трудно перемешивать металл в печи). Высота от чугунной доски, на которую набивался материал пода, до свода 0,6— 0,8м. Высота трубы 12—16м. Иногда устанавливали трубы высотой до 50 м, которые обслуживали несколько печей (рис. 1.1).
С 1830 г. по предложению англичанина Галла подины пудлинговых печей стали делать из материалов, богатых оксидами железа: богатой железной руды, окалины (подины первых печей делали из песка). Операция пудлингования сводится к следующему: после необходимого по окончании предыдущей операции исправления пода на него загружают предварительно подогретый чугун. Расплавление чугуна сопровождается окислением его примесей. За периодом расплавления следует так называемое «вымешивание»: температуру на короткий промежуток времени несколько снижают (чтобы добиться более полного контакта металла со шлаком) и рабочие-пудлингеры перемешивают металл и шлак клюкой (или ломами). Источниками образующегося шлака являются: подина, специально добавляемая окалина, железная руда, а также железо и примеси чугуна, окисляемые в атмосфере печи.
По мере выгорания примесей и снижения содержания углерода температура плавления tпл сплава данного состава возрастает. Наступает момент, когда tпл оказывается равной температуре в печи tп. Дальнейшее возрастание tпл приводит к тому, что из расплава начинают выпадать кристаллы наиболее чистого железа с высокой температурой плавления. Этот процесс называется избирательным вымораживанием (рис. 1.2).
Рис. 1.1. Схема пудлинговой печи:
Л — топка; Б — рабочее пространство; В—камера предварительного подогрева чугуна отходящими газами

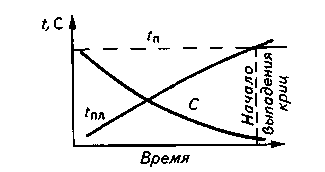
Рис. 1.2. Схема избирательного вымораживания при плавке в пудлинговой печи или кричном горне
Когда завершается обезуглероживание металла, приступают к «накатке» криц (комьями по 30—50 кг — чтобы их можно было перемещать вручную). Крицы вынимают из печи и отправляют под молот.
Так же, как и в кричном переделе, в пудлинговом процессе из металла в шлак удаляются значительная часть фосфора (до 50—80 %) и некоторое количество серы. Для получения готового продукта однородного состава применяется многократная прокатка криц в пакетах. Например, на уральских заводах России состав низкоуглеродистого железа, получаемого в пудлинговых печах, был следующим, %: 0,1 — 0,2 С, 0,05-0,1 Si,
0, IMn, -0.01P и 0,004 S, т. е. получали очень чистый металл.
На долю шлаковых включений в зависимости от методов работы приходится от 0,2 до 1 %.
Усовершенствованные регенеративные пудлинговые печи со сдвоенным рабочим пространством позволяли получать в сутки около 15т металла; при этом расходовалось около 9т угля. В начале XX в. стоимость пудлингового железа ненамного превышала стоимость мартеновской стали. Так, в 1908г. в России пуд кричного железа стоил 94коп., пудлингового — 80 коп., мартеновского — 75 коп.
К недостаткам пудлингового процесса относятся: высокий расход топлива, низкая производительность, низкий выход годного, невозможность получения литой стали. Несмотря на большие инженерные усилия с целью повышения производительности и уменьшения трудоемкости пудлингового процесса (применение регенеративных печей, печей с вращающимся вокруг вертикальной или горизонтальной оси рабочим пространством, работа на жидком чугуне и т. п.), этот процесс не выдержал конкуренции с появившимся конвертерным, а затем мартеновским производством.
Одним из существенных недостатков и кричного, и пудлингового процессов является невозможность получения плотной литой отливки из стали, так как и в кричных горнах, и в пудлинговых печах температура оказывалась недостаточной для расплавления металла. Получаемые крицы представляли собой комья сварившихся между собой зерен металла. Окончательная сварка зерен проходила при последующих нагревах и обработке металла давлением. Поэтому продукты кричного и пудлингового процессов в технической литературе часто объединяют одним термином — «сварочное железо».
В нашей стране пудлингование исчезло в 30-х годах XX в. Из-за особых качеств пудлингового металла этот процесс еще долго сохранялся в таких промышленно развитых странах, как Англия, Швеция, США.
Особые свойства сварочного железа обусловлены способом его получения. Этот продукт получается в процессе окисления примесей чугуна и выпадения образовавшихся частиц тугоплавкого чистого металла из раствора («вымораживания»). Растворимость газов в твердом металле значительно ниже, чем в жидком, поэтому выпадающие из раствора зерна металла практически не содержат газов. Кроме того, шлаковые включения, которые в значительном количестве остаются в кричном металле, представляют собой крупные включения, расположенные между кристаллами чистого металла, в отличие от микроскопических включений, встречающихся в больших количествах в литой стали, выплавляемой современными способами. (Такие включения часто имеют остроугольную форму и являются концентраторами напряжений.) Коагулированные шлаковые включения, пронизывающие металл, несколько снижают его механические характеристики (например, сопротивление разрыву), но, препятствуя распространению процесса коррозии, развитию внутренних трещин в металле, способствуют повышению сопротивления металла ударной нагрузке и усталости и тем самым содействуют гашению вибраций, развивающихся в металле различных конструкций, подвергающихся ударным воздействиям, и т. п. Определенное значение имеет и многократная обработка давлением полученного из кричного металла продукта (обычно листового проката). Кричный металл хорошо сваривается; в нем мало и таких вредных примесей, как сера (благодаря чистоте шихтовых материалов) и фосфор (в результате энергичного окисления фосфора по ходу процесса). Благодаря этим особым свойствам сварочное железо продолжало пользоваться определенным спросом. Из него изготавливали полосы для сварных труб, листы для строительства подводных частей мостов и портовых сооружений, стяжные болты, цилиндры паровых машин, изделия для свайных и кессонных работ, цепи ответственного назначения, цельнотянутые трубы и т. п. По некоторым данным, знаменитые дамасские стали производили из первородной шихты способами производства сварочного железа.
1.3.3. Третий этап — возникновение способа получения жидкой (литой) стали. Наиболее древним из всех существующих способов получения стали в жидком, расплавленном виде, т. е. так называемой литой стали, является тигельный процесс. Точная дата появления этого способа теряется в глубокой древности. О булатной стали (от перс. пулао — сталь,) упоминает еще лриию-тель. Считают, что секрет технологии тигельной плавки был утерян в средние века. В Западной Европе этот способ возродили в конце первой половины XVIII в. В 1740 году англичанину Б. Гентсману удалось осуществить процесс переплава кусков сварочного железа в изготовленных им тиглях и получить литую сталь. Добавляя в шихту разное количество чугуна, графита или мягкого железа, он регулировал твердость выплавляемой стали. Основная идея Б. Гентсмана —расплавить металл и заставить все шлаковые частицы всплыть, а затем этот шлак удалить. Сталелитейная фабрика Гентсмана (близ Шеффилда) строго хранила секреты производства, и англичане долго славились как лучшие производители изделий из стали: ножей, хирургических инструментов и т. п. В России производство высококачественной стали тигельным способом было развито на Златоустовс-ком, Обуховском, Путиловском и других заводах. На Златоустовском заводе в течение 30 лет (1817— 1847гг.) работал знаменитый русский металлург А.П.Аносов, разработавший методы тигельной выплавки и последующей обработки булатов — сталей, сочетающих высокую упругость с большой твердостью.
Выплавка стали в тиглях производилась следующим образом: в тигли (емкостью обычно 25—35 кг) загружали металлическую шихту, по составу близкую к стали, которую планировали получить. Шихтовые материалы должны содержать минимальное количество вредных примесей, так как сера и фосфор при тигельном процессе практически не удаляются. Закрытые крышками тигли помещают в горны или пламенные регенеративные печи (передача тепла металлу осуществляется, таким образом, через стенки тигля). После расплавления шихты идут реакции окисления углерода, марганца, кремния (за счет имеющихся в шихтовых материалах оксидов железа), а также процессы шлакообразования.
Шлаки тигельного процесса имеют кислый характер, и основными их составляющими являются силикаты железа и марганца. Шлак образуется за счет продуктов реакций окисления, всплывающих в форме неметаллических включений, случайно попавших в тигель вместе с шихтой загрязнений, а также за счет материала тигля. Окисление содержащегося в металле углерода с образованием газообразной СО дает эффект кипения. При повышении температуры углерод, имеющийся в шихте (а также входящий в состав материала тигля), начинает восстанавливать Si, Mn, Fe из шлака в металл. В результате развития процессов восстановления концентрация оксидов железа в тигельных шлаках очень низкая. Тигельная сталь отличается исключительно высокими механическими свойствами как в продольном, так и в поперечном направлении прокатки или ковки.
Отсутствие окислительной атмосферы и раскисляющее действие материала тигля, а также сравнительно невысокие температуры процесса, т. е. работа без перегрева металла, — все эти особенности обеспечивают получение плотной стали с ничтожным количеством неметаллических включений и низким содержанием газов.
По А. П. Аносову, перечень условий, обеспечивающих получение в тиглях стали высокого качества, сводится к следующему: 1) максимально чистая шихта (только Fe и С); 2) плавление в тигле под крышкой на хорошем древесном угле (восстановительная атмосфера, нет серы); 3) применение флюса (каталитическое действие соединений типа Na2CO3 и К2СО3), так как флюс плавится первым и стекает через шихту; 4) использование углерода как главного восстановителя (нет оксидных включений, водорода и азота); 5) металл остывает вместе с тиглем (нет перелива, нет вторичного окисления).
|
|
|
 Скачать 7.23 Mb.
Скачать 7.23 Mb.