ист_тех. Учебник СанктПетербург 2003 Утверждено редакционноиздательским советом спбгиэу рецензенты
 Скачать 29.41 Mb. Скачать 29.41 Mb.
|

Глава 11. Развитие техники и технологии литья11.1. Медное и бронзовое литье в Древней РусиВ Древней Руси (IX-XX вв.) в достаточном количестве отливали медные и бронзовые котелки, стрелы, наконечники копий и разные украшения (серьги, запястья, кольца, головные уборы и др.). Литьем изготавливали на Руси бронзовые штампы, служащие для изготовления украшений. Для отливки металлических предметов (котлов, колец, браслетов, металлических бус и т.д.) и применяли каменные формочки.   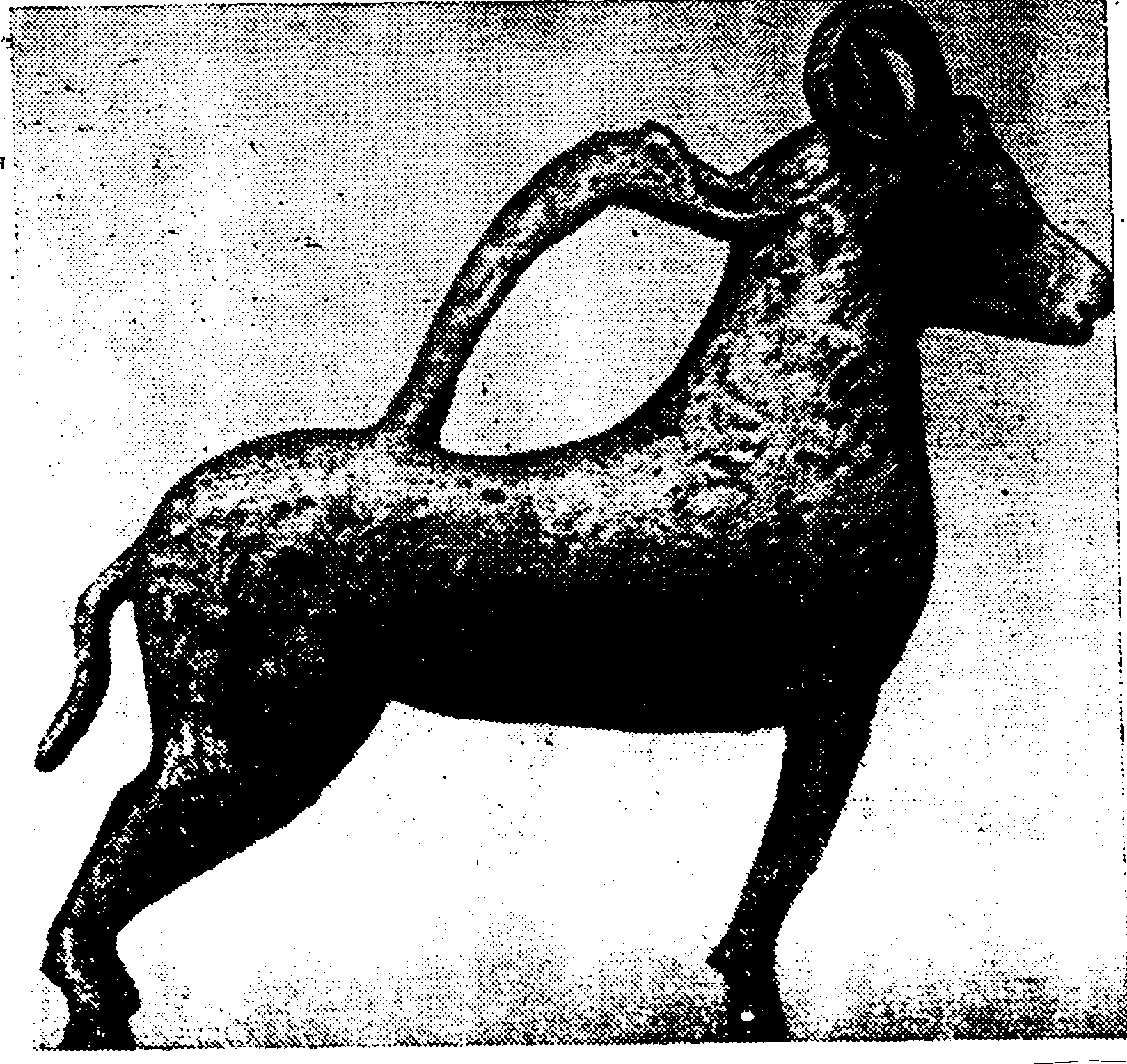 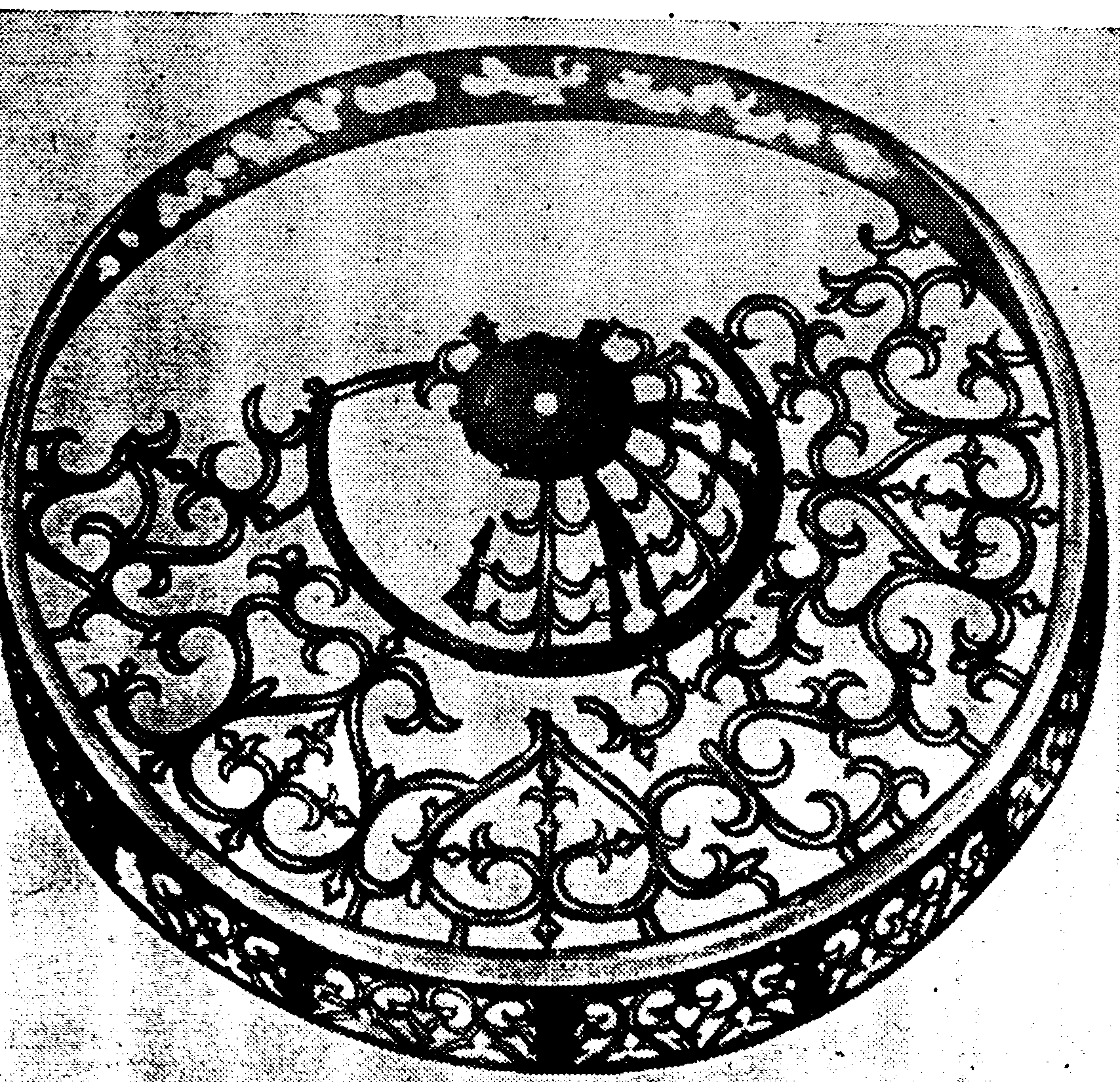 а) б) 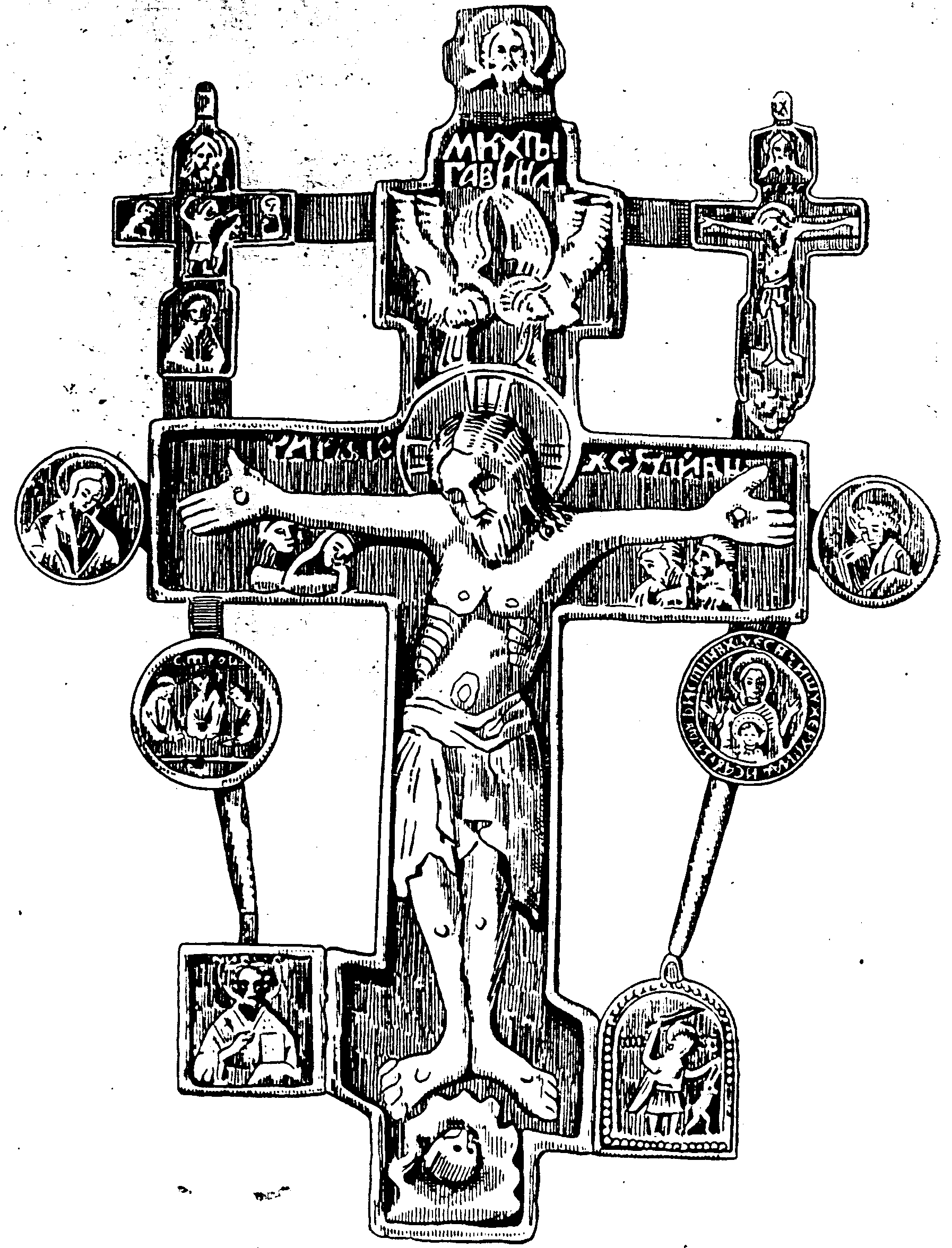 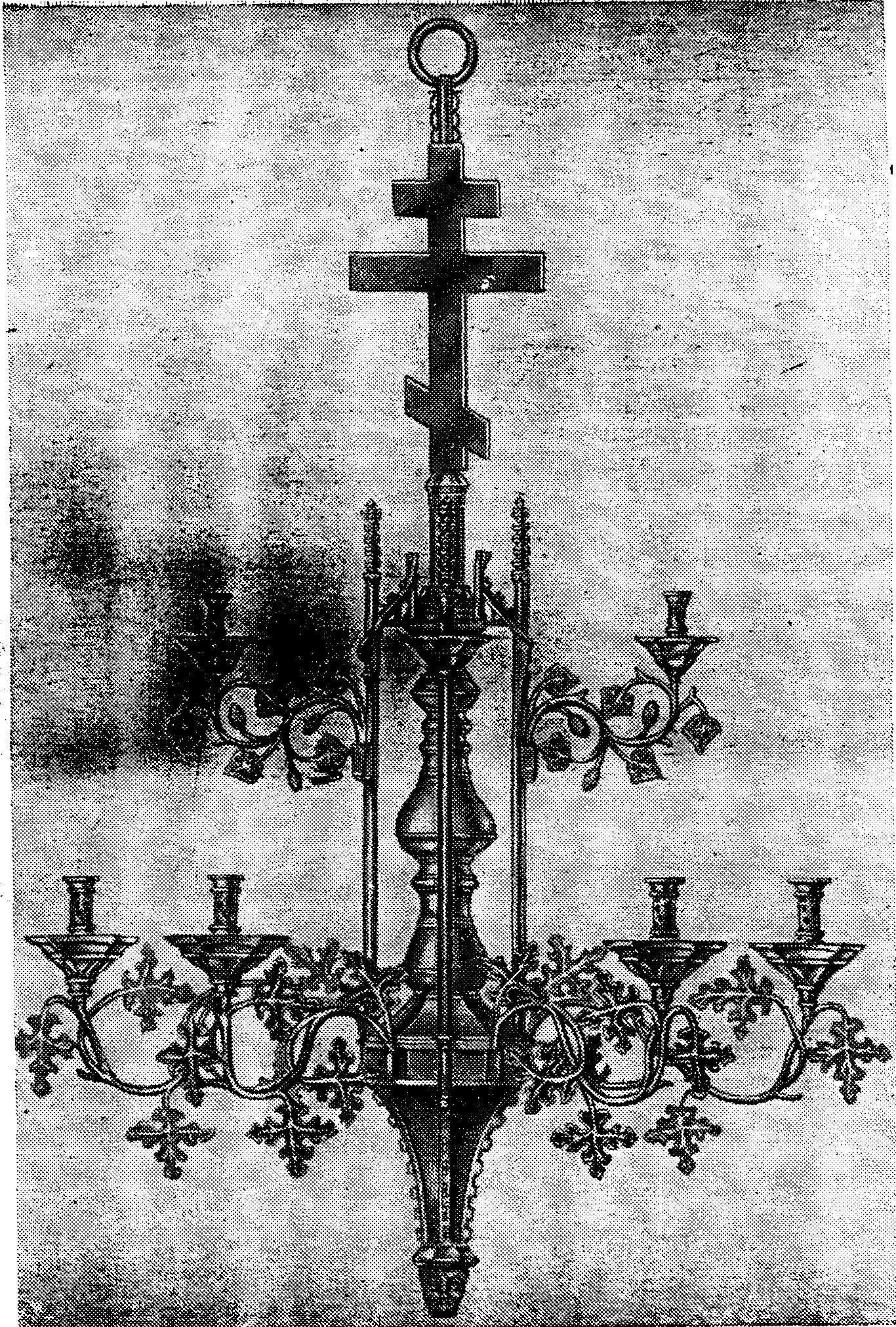 в) г) д) е) Рис. 11.1. Отливки русских мастеров XI в.: а – киевский бронзовый рукомойник; б – бронзовое паникадило из Торжка; в – медная литая лампа из Киева; г – медная головка булавы; д – литой бронзовый крест Павла Обнорского; е – паникадило Благовещенского собора Кремля В XI в. на Руси начинают возникать под руководством и по образцам греческих мастеров местные производственные центры для отливки предметов церковного обихода (медных крестов, образков и т.д.). Например, киевский бронзовый рукомойник (рис.11.1а), бронзовое паникадило из Торжка (рис.11.1б), медная литая лампада из Киева (рис.11.1в), медная головка булавы (рис.11.1г), литый бронзовый крест Павла Обнорского, паникадило Благовещенского собора (Кремль) (рис.11.1д), паникадило Теремной церкви Московского Кремля (рис.11.1е). Большое влияние на работы русских литейщиков оказали греческие мастера, создавшие вазантийское литье бронзовых дверей итальянских церквей, например, бронзовые Корсупенские врата в Новгородской Софийском соборе (рис.11.2). О 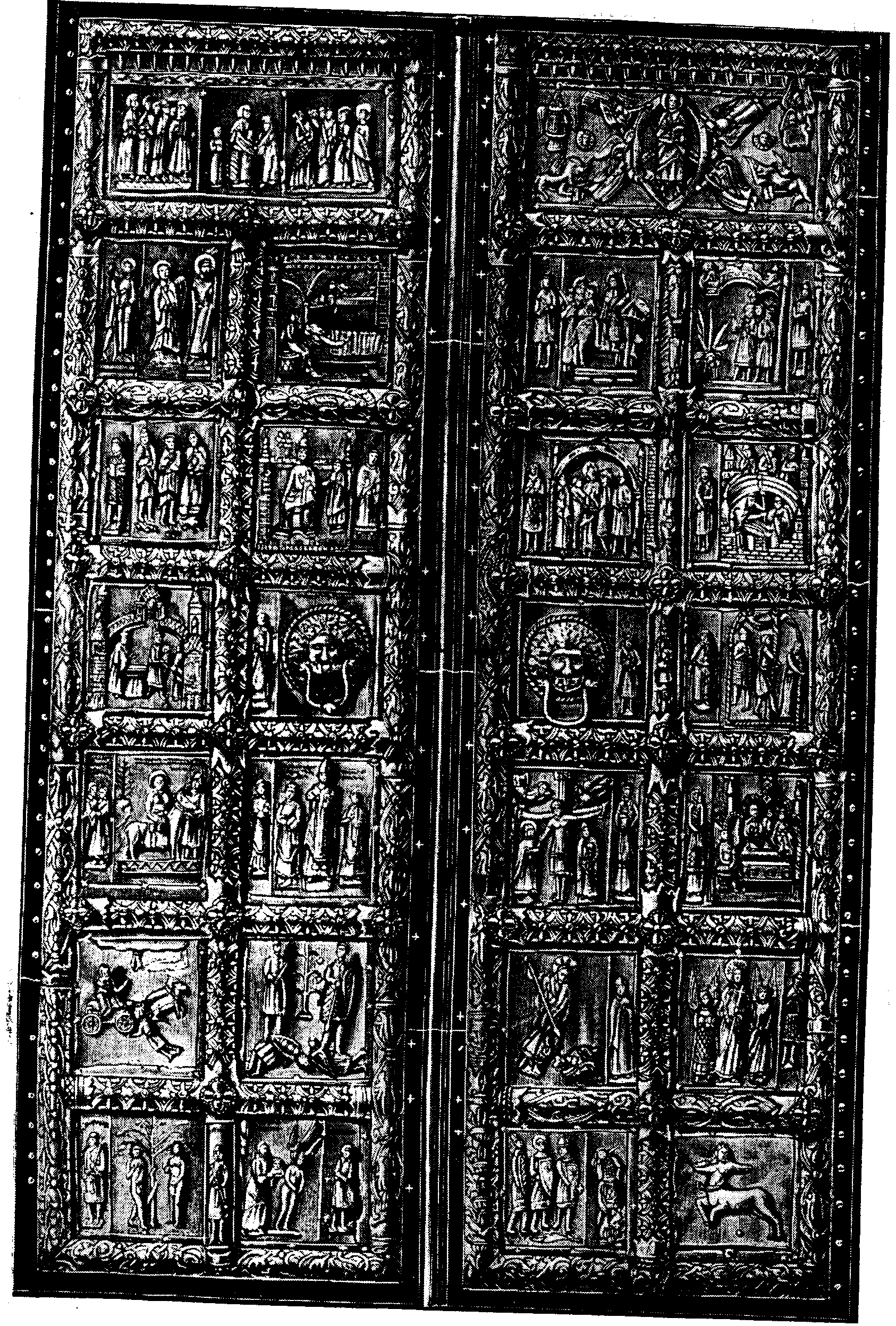 дно из первых упоминаний о появлении русских мастеров литейного искусства находится в Лаврентьевском монастыре (1194 г.). Отливали колокола, которые оставались дорогим товаром. Рис. 11.2. Бронзовые Корсунские врата в Новгородском Софийском Соборе Первыми организаторами литья в Древней Руси были Княжеский и Митрополигий дворы. Сначала отливались предметы роскоши и религиозного культа (для имущих классов). Обслуживанием запросов более широких слоев населения занимались монастыри, выпускающие мелкие отливки из наиболее дешевых сортов меди (тельные кресты, складные иконы и др.). Во второй половине XIII в. центры литейного производства переводятся из Южной Руси (Киев, Полтава и др.), пострадавшей в большей степени от татаро-монгольского ига, на север в Великий Новгород, Устюг Великий, Тверь, Старицу и другие города. До XIV в. оказывают влияние греческие образцы, а с XV – Московская школа, появляются более тщательно отделанные детали с широким применением чеканки. 11.2. Литейное производство в Московском государстве в XIV-XVI вв.В 1389 г. на Русь были ввезены литые бронзовые пушки из Германии, напоминающие по форме колокол, поэтому в том же году было освоено литье пушек на Руси колокольными мастерами. В 1479 г. итальянец А.Флорованти, вызванный ранее по указу Ивана III из Италии, построил пушечно-литейный завод «Пушечная изба», который сгорел в 1489 г. Затем был построен пушечный двор, просуществовавший несколько столетий. В середине XVI в. московская артиллерия занимала в количественном отношении I место в мире. Кроме Москвы пушечные дворы были в Новгороде, Пскове. С 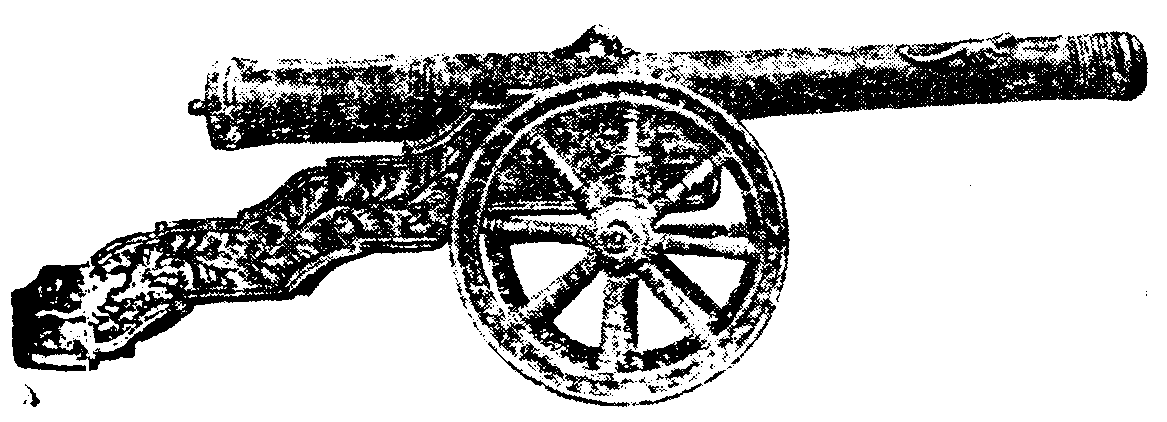 амый замечательный из пушечных мастеров А. Чохов, среди многочисленных работ которого (рис.11.3а, б, в, г, д) наиболее известна Царь-Пушка (рис.11.3е). Это колоссальное орудие, отлитое в 1586 г. было мортирой. Его длина – 5м 34см, наружный диаметр ствола – 120см, диаметр узороного орнаментального пояса у дула – 134см, диаметр дульной части – 92см, диаметр казенной части – 44см. Вес Царь-Пушки – 2400 пудов, а вес ядра – 52 пуда. 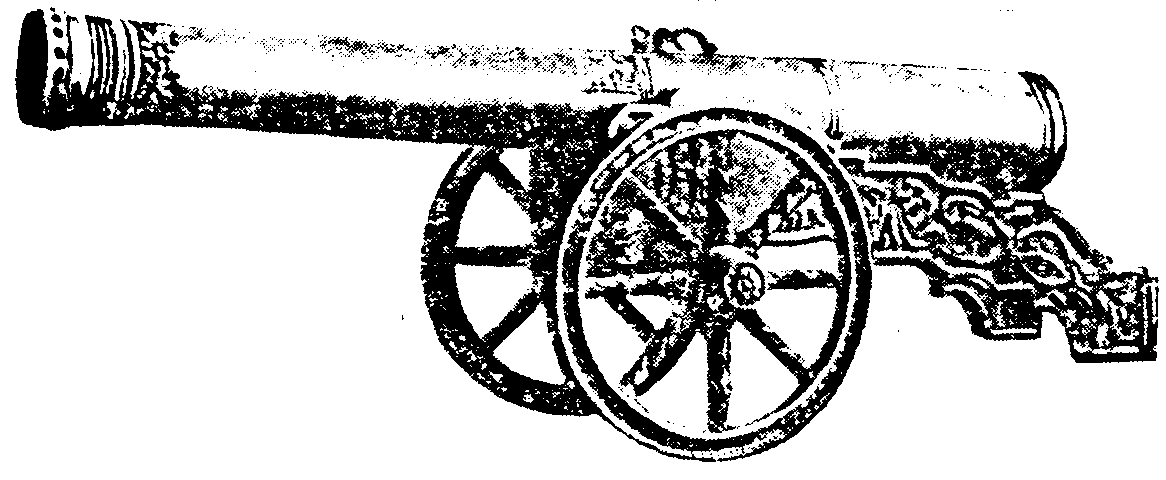 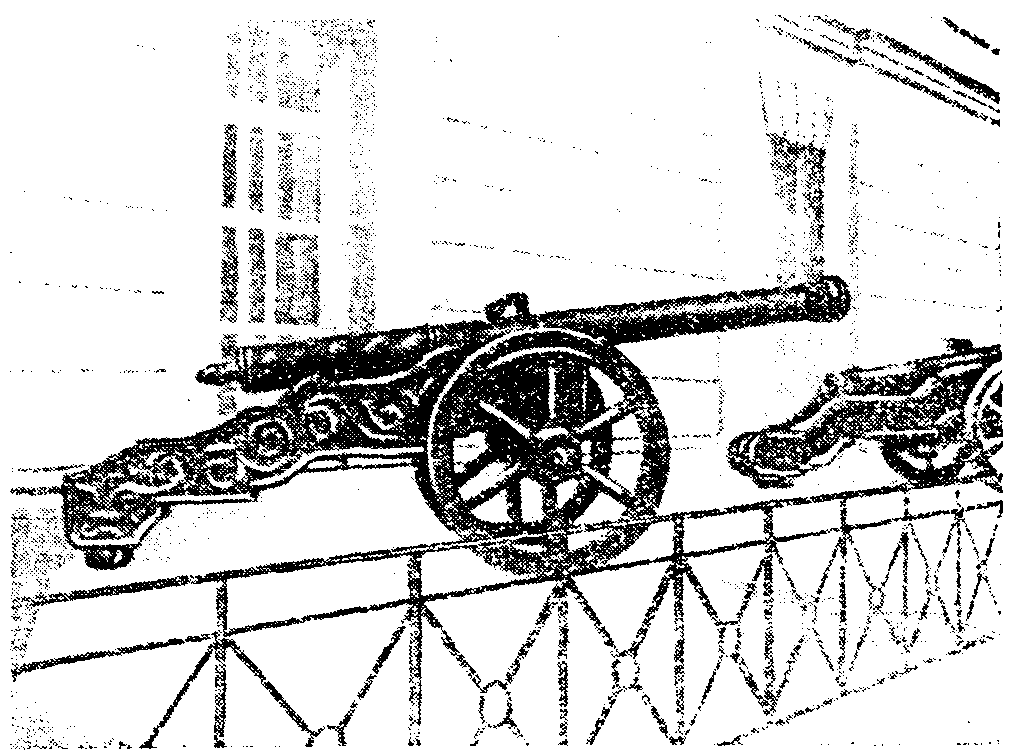 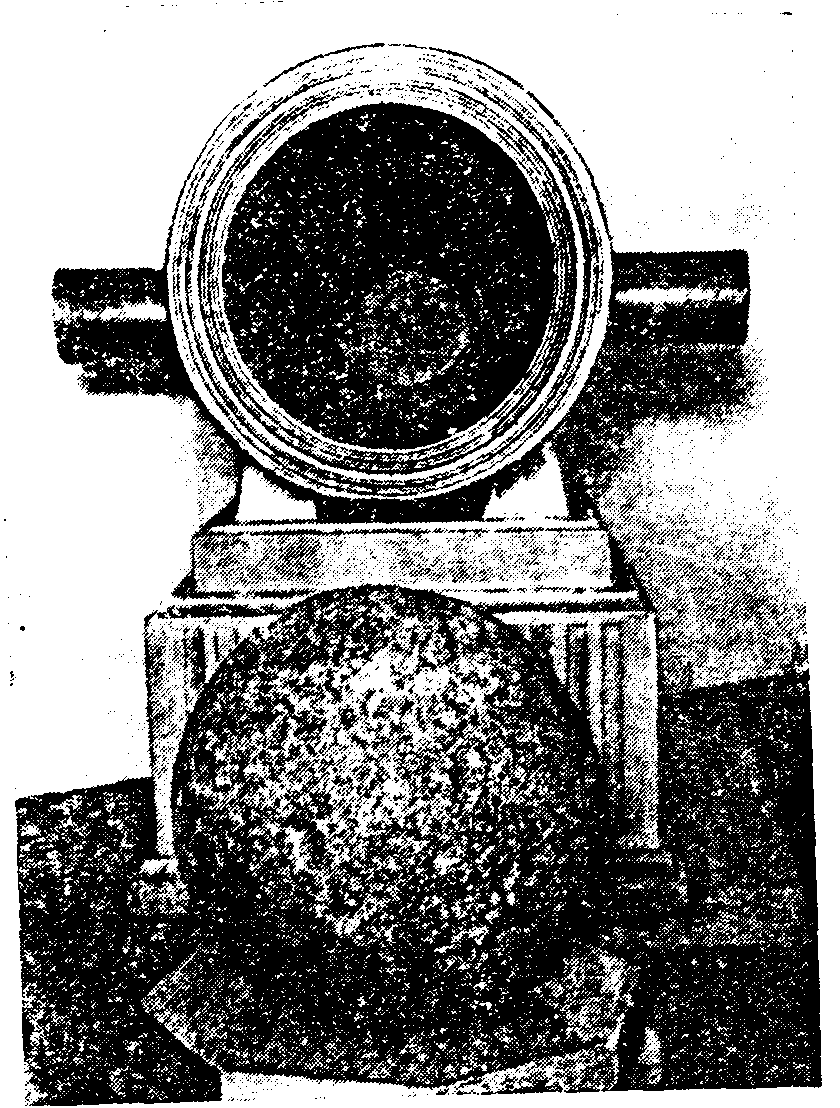 а) б) 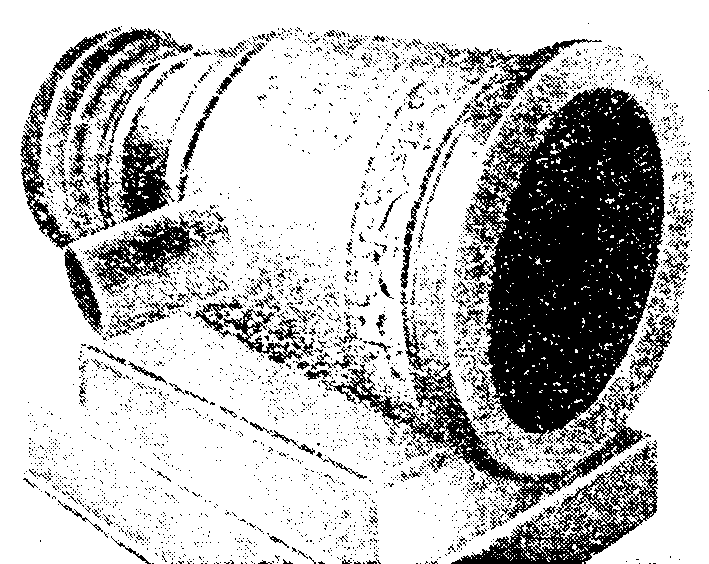 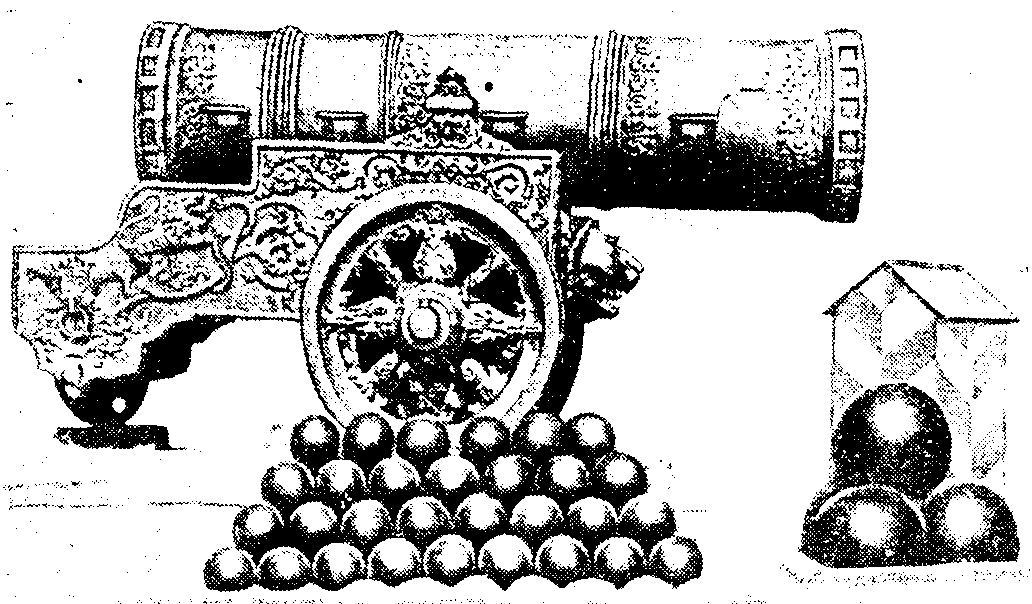 в) г) д) е) Рис. 11.3. Пушки, отлитые А. Чоховым: а – стенобитное орудие «Пирог»; б – стенобитное орудие «Скоропея»; в – пушка «Троин»; г – огненная пищаль «Еруп»; д – мортира; е – Царь-Пушка В области литых колоколов Московская Русь значительно опережала все заграничные страны (включая Китай), создав непревзойденные образцы как по величине, так и качеству выполнил, например, царь-колокол И. Моторина (рис.11.4), так и по красоте звучания царь-колокол работы мастера А.Григорьева. Р 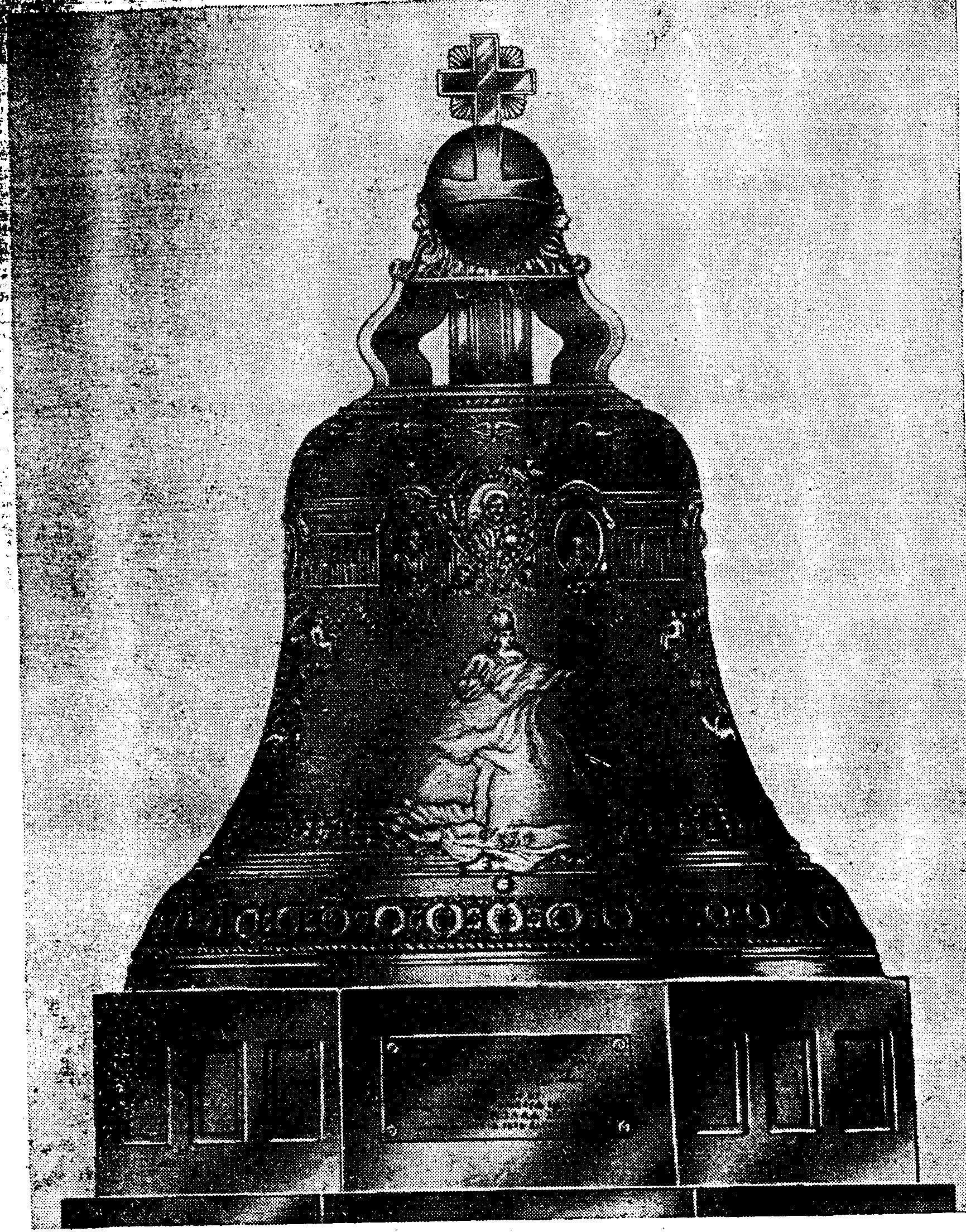 ис. 10.4. Царь-колокол 11.3. Чугунолитейное производство в России до XVIII в. – 1917 г.Отливки из чугуна были освоены в России XVI в. Прибывшие ремесленники голландцы и шведы положили начало железодетальному и чугунному производству в окрестностях Тулы и Каширы, где были открыты и железные руды. В 1589 г. Тульско-Каширские заводы включали Городищенские (4 завода) и Каширские (7 заводов). На них отливали пушки, ядра, гранаты, ступы, гири и т.д. Россия выходит на I место в мире по производству чугуна и железа. Главными потребителями российского чугуна были Англия и США. Кроме пушек и ядер расширяется производство изделий для бытовых нужд. Например, на Уральских заводах русские литейщики стали применять армированные железом чугунные стропила. Отливки изготавливались непосредственно из чугуна, выплавленного в доменных печах. Последнее ставило машиностроение в зависимость от доменных металлургических заводов и тормозило его развитие, т.к. доменные заводы были удалены от центров потребления продукции машиностроения. России принадлежит приоритет введения вторичного переплава металла для отливки фасонных деталей. В 1774 г. заводчик А.Р. Батищев строит опрокидывающиеся шахтные печи – прототип вагранок для переплавки чугуна. Это позволило создать литейные цехи на машиностроительном предприятии, не зависящие от доменных цехов. Художественное литье статуй начало развиваться в период царствования Петра I, который много внимания уделял украшению петербургских и пригородных дворцов. В Петергофе была отлита статуя Самсона раздирающего пасть Льву. Работы по отливке «Медного всадника» длились с 1766 г. по 1778 г. (рис.11.5а). Были отлиты «Укротители коней» П.К. Клодта одна из композиций показана на рис.11.5б. 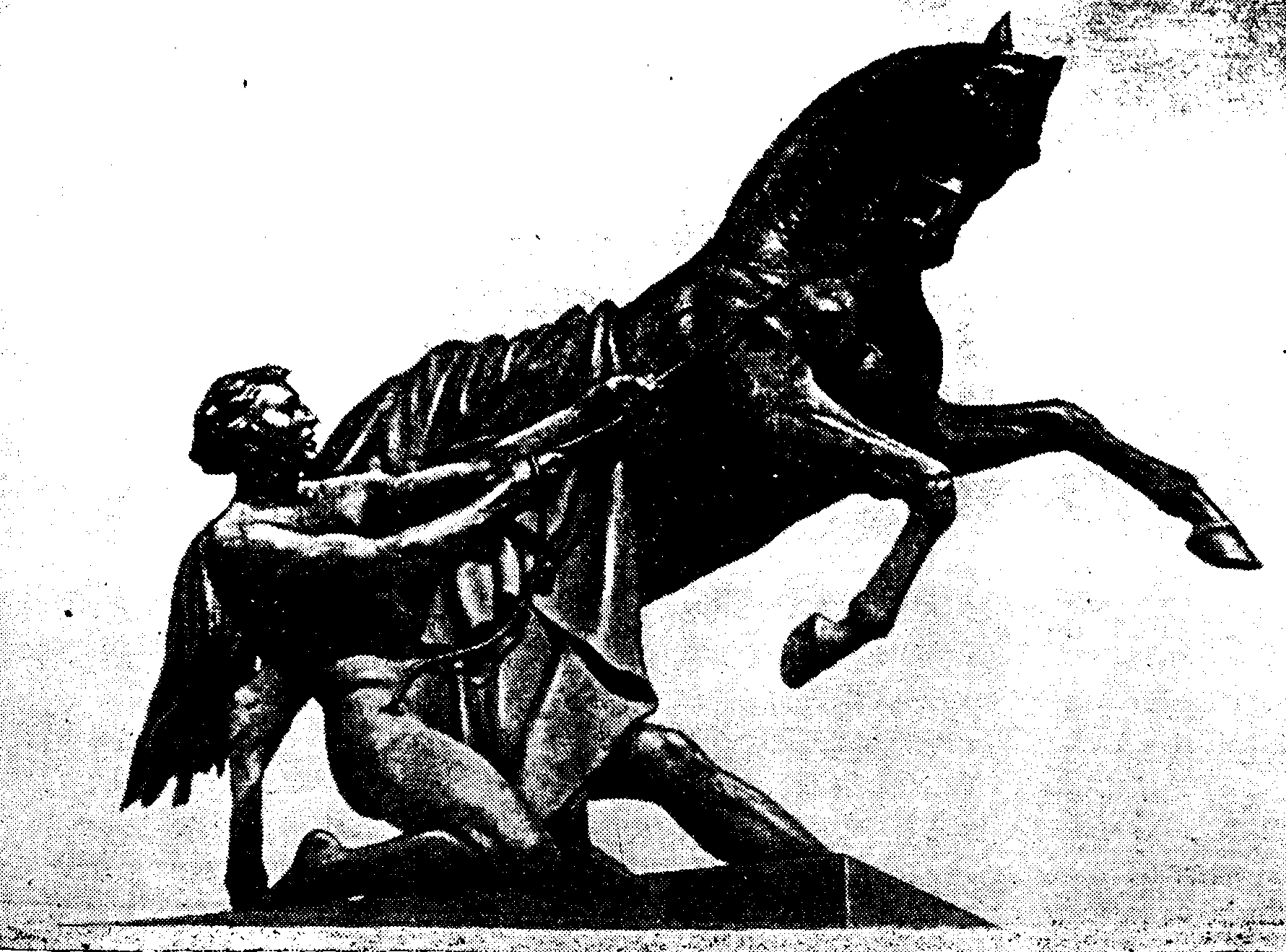  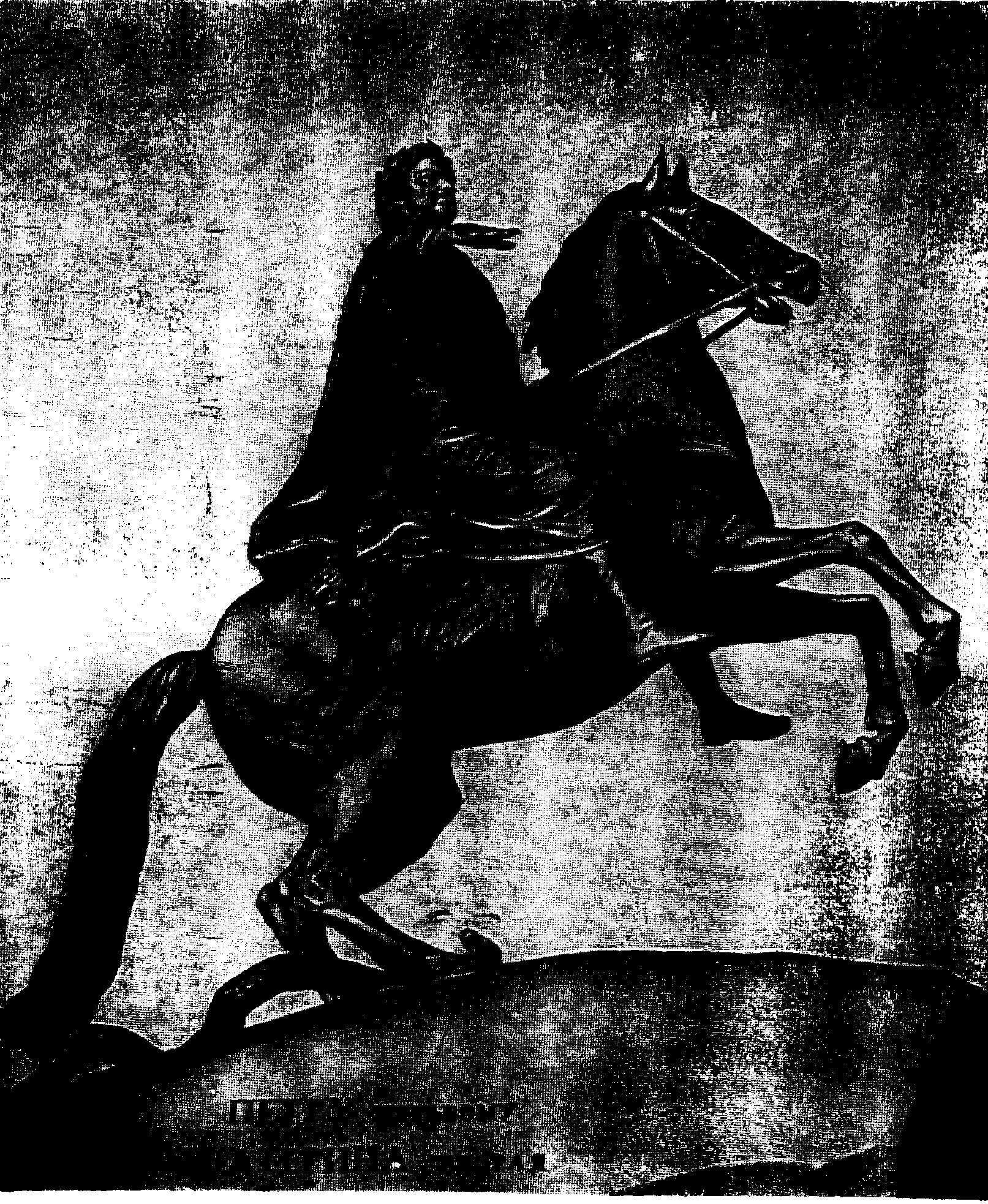 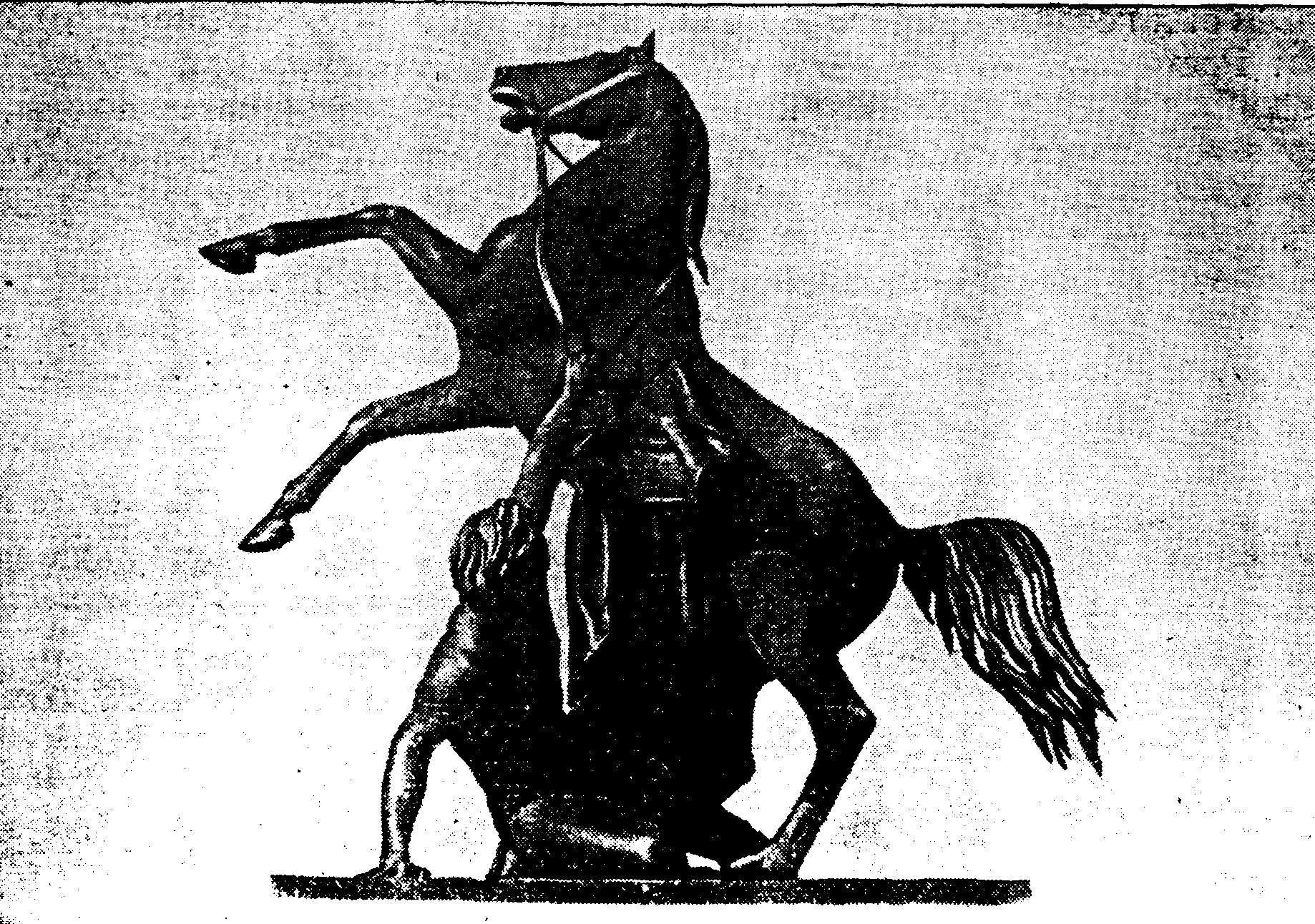 а) б) 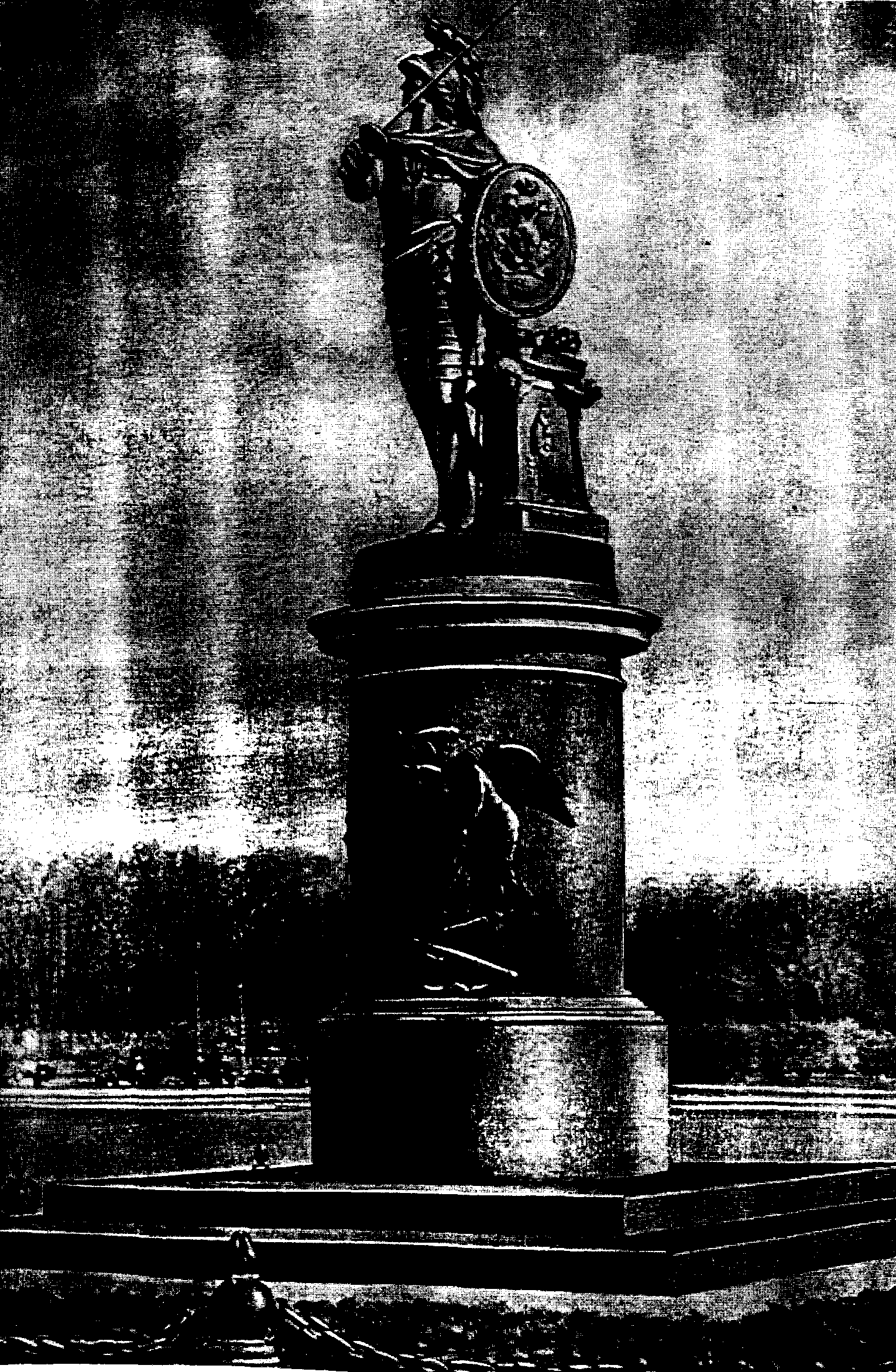 в) г) г) Рис. 11.5. Художественное литье в дореволюционной России: а – памятник Петру I – «Медный всадник» (Фальконе); б, в – укротители коней (П.К. Клодт); г – конная статуя Петра I (Растрелли и Матрелли); д – памятник генералиссимусу А.В. Суворову (В.П. Екимов) Д.Н. Менделеев открыл периодический закон, Д.К. Чернов закон кристаллических точек, положенные в основу современной теории металлургии и металлографии. В 1720 г. отлита конная статуя Петра I работы Растрелли и Мартелли (рис.11.5в). В 1801 г. В.П. Екимовым был отлит памятник геперплассимусу А.В. Суворову (рис.11.5г). В XIX в. относительно крупные литейные цехи были при паровозостроительных заводах – Коломенском, Сормовском, Брянском и др. 11.4. Развитие литейного производства в России с 1917 г. до наших днейПосле революции 1917 г. в России были изданы автотракторная, авиационная, станкостроительная промышленность. В 1930-34 гг. входит в строй литейный цех Сталинградского тракторного завода оснащенный современным оборудованием для поточного производства. Литейное производство бурно развивалось. По количеству литья СССР занимало I место в Европе. По механизации технологического процесса в литейном производстве СССР занимает одно из первых мест в мире. На базе литейных заводов проводятся крупные НИИ. Созданы специальные кафедры литейного производства при многочисленных машиностроительных и металлургических вузах. Создана сеть НИИ. Конструирование и изготовление советских типов литейных машин осуществляло конструкторское бюро НИИ ЛИТ МАШа., заводом «Красная Пресня» и другими машиностроительными заводами. Развиваются различные виды литья: в кокиль, центробежные, под давлением и др. В 1937-1942 гг. увеличен выпуск литья при наименьших затратах. Совершенствуются формовочные материалы, технология формирования свойств сплавов и др. В годы Великой Отечественной Войны изготавливаются с применением литья вооружения и боеприпасы. Совершенствуется технология литья. Широко применяются металлические формы вместо разовых. Строительство автоматизированных линий литья осуществлялось в послевоенные годы. Широкое распространение получило непрерывное литье по выплавляемым моделям и литье в оболочковые формы. Стало применяться электрошлаковое литье для повышения качества крупных отливок. Совершенствуется и автоматизируется литье в песчано-глинистые формы. Для координации научно-исследовательских работ по литейному производству создана секция «Процессы литья» при научном совете АН СССР. |