Восстановление деталей сваркой и наплавкой. Восст. дет. сваркой и наплавкой. Удельный вес сварных конструкций по сравнению с литыми и клепаными в машиностроении и строительстве непрерывно возрастает
 Скачать 4.21 Mb. Скачать 4.21 Mb.
|

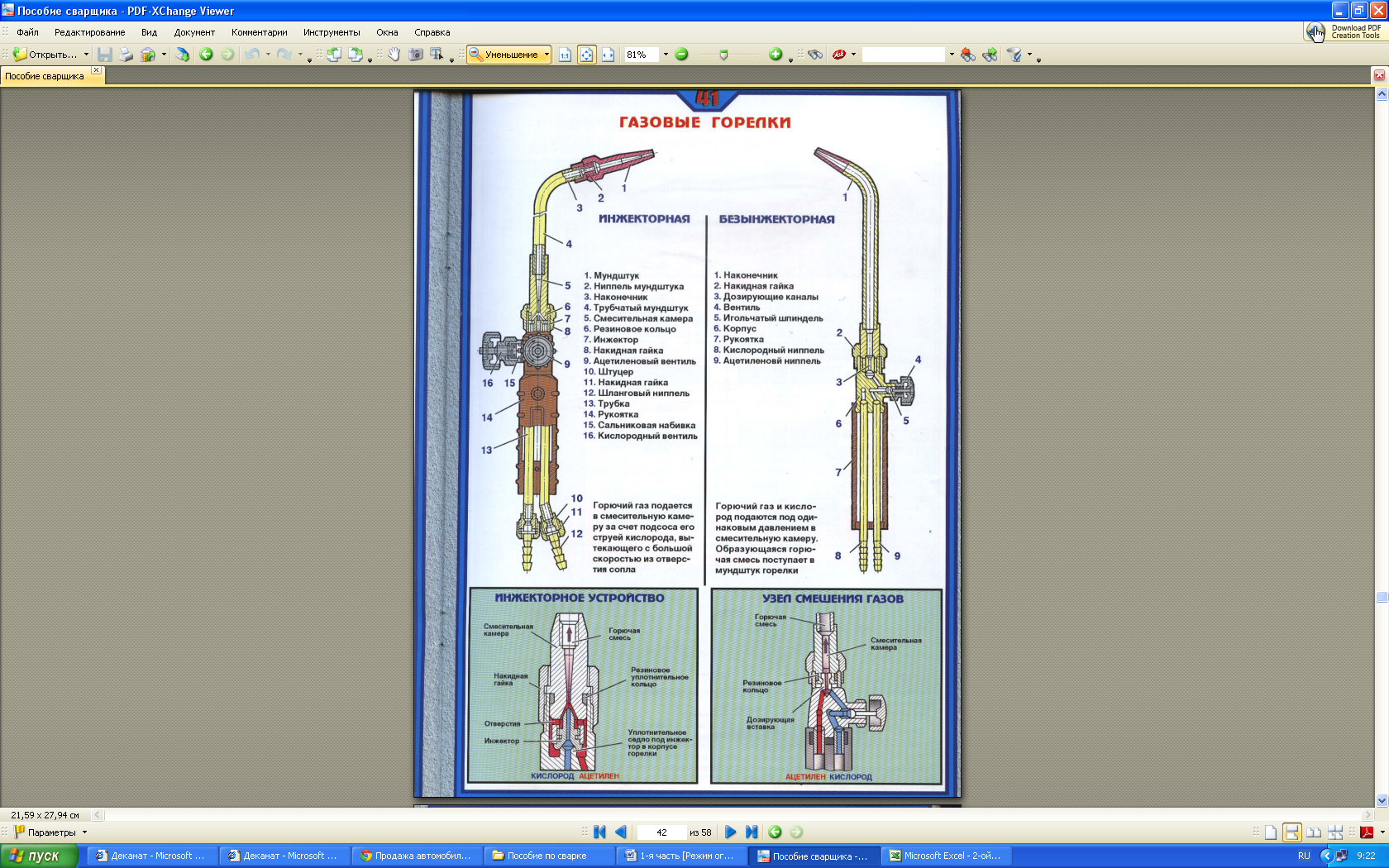 Рис. 2.13 Газовые горелки Отверстие инжектора с большой скоростью, создает в инжекторной камере разряжение. После этого открывают ацетиленовый вентиль. Ацетилен, имеющий избыточное давление всего 0,01-0,2 кгс/мм2 , засасывается кислородом и поступает в инжекторную камеру, а оттуда в расширяющуюся смесительную камеру, где движение смеси газов замедляется и они хорошо перемешиваются. Полученная смесь при выходе из мундштука поджигается и, сгорая, образует сварочное пламя. Для гашения горелки закрывают сначала ацетиленовый вентиль, а затем – кислородный. Такой порядок необходим для того, чтобы избежать обратного пути пламени. Для работы с заменителями ацетилена применяются специальные горелки. Таблица 2.12 Техническая характеристика горелки средней мощности
Строение ацетиленокислородного пламени Сварочное пламя образуется в результате сгорания горючего газа в смеси с кислородом. В пламени различают 3 зоны: ядро, восстановительную зону и факел (рис.2.14). Ядро представляет собой механическую смесь кислорода и диссоциированного (разложенного) ацетилена. 2С+Н2+О2 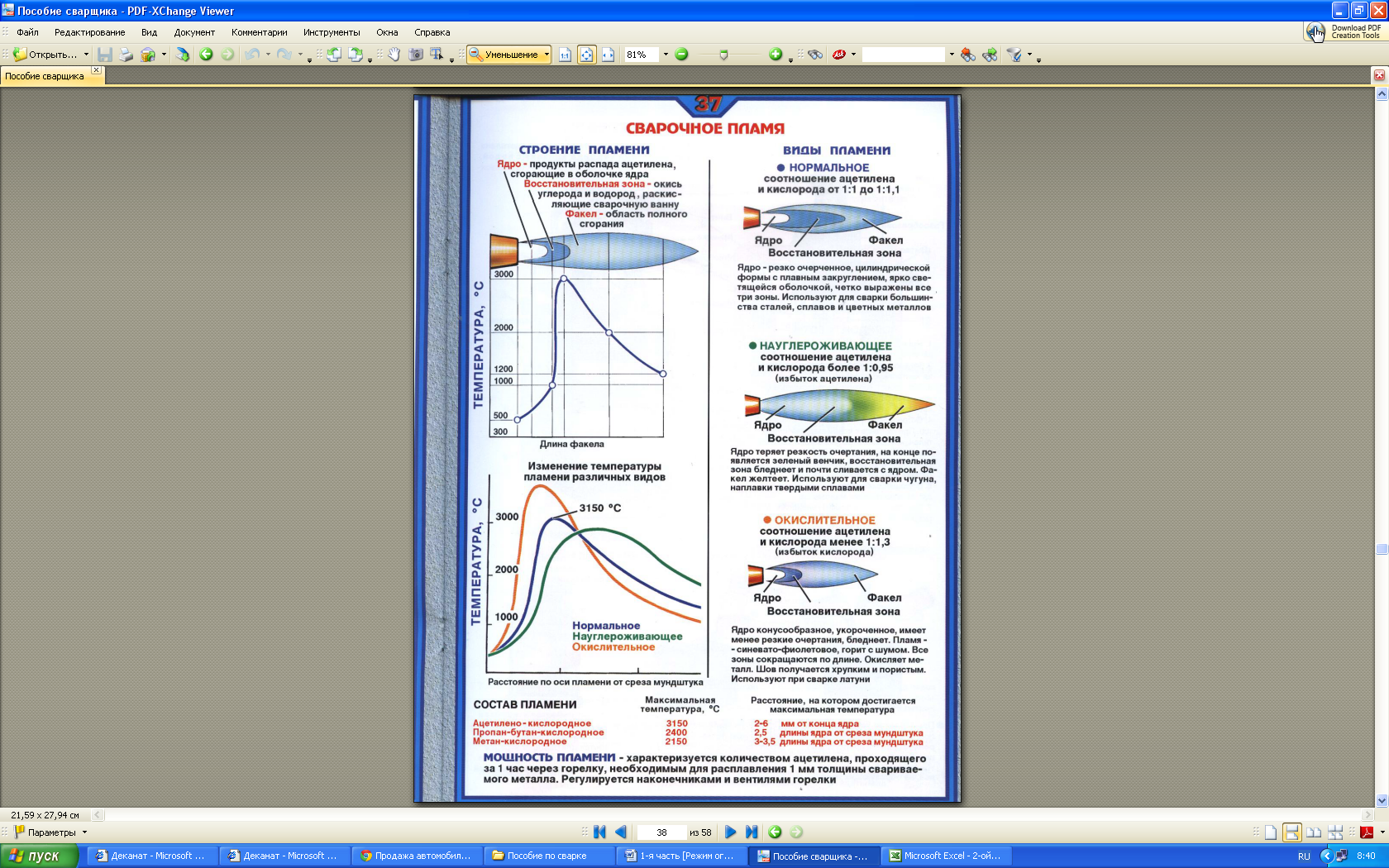 Рис.2.14 Строение ацетиленокислородного пламени Ядро выделяется резкими очертаниями и ярким свечением оболочки, состоящей из раскаленных частиц углерода. Восстановительная зона имеет темный цвет и протяженность до 20 мм. В ней происходит сгорание газа по реакции 2С+Н2+О2=2СО+Н2 Эта зона имеет наиболее высокую температуру (до 32000С) на расстоянии 2-6 мм от конца ядра. Нагрев металла производится этой зоной. В факеле происходит догорание углерода и горит водород за счет кислород воздуха по реакции 2СО+Н2+1,5О2=2СО+Н2О Факел называют еще окислительной зоной, так как продукты сгорания СО2 и Н2О при соприкосновении с расплавленным металлом окисляют его. В зависимости от объема подаваемых в горелку газов пламя может быть науглероживающим  ,окислительным ,окислительным  и нормальным и нормальным  Для сварки низкоуглеродистой стали применяют нормальное пламя, при сварке чугунов – науглероживающее, а при сварке латуни – окислительное. Сварочное пламя должно иметь значительную тепловую мощность, которая зависит от расхода горючего газа, угла наклона пламени к поверхности металла, скорости его перемещения и соотношения в нем горючего газа и кислорода. Порядок выполнения работы Составить описание оборудования для газовой сварки, приведенного в тетради для практических работ. По натурным образцам в разрезе и плакатам изучить устройство и работу ацетиленового генератора, водяного затвора и сварочной горелки. Изучить строение и свойства ацетилена – кислородного пламени: зажечь и отрегулировать пламя с избытком ацетилена; схему пламени зарисовать в тетради; отрегулировать окислительное пламя, схему пламени, зарисовать в тетради; отрегулировать нормальное пламя, схему его зарисовать в тетради и указать зоны. Форма отчета Описание устройства и работы оборудования для газовой сварки. Описание строения и свойств ацетилена – кислородного пламени Список литературы 1. Думов С.И. Технология электрической сварки плавлением. Л.: Машиностроение,1987.-461с. 2. Иоффе И.С., Ханапетов М.В. Сварка порошковой проволокой. М.: Высш.шк. 1986 -95с. 3. Молодык Н.В., Зенкин А.С. Восстановление деталей машин: Справочник. -М.:Машиностроение,1989-480с. 4. Оборудование для дуговой сварки: Справочное пособие. / Под ред. В.В.Смирнова. Л.: Энергоатомиздат, 1986 -656с. 5. Оботуров В.И. Дуговая сварка в защитных газах. М.: Стройиздат, 1989 -232с. 6. Ресурсосберегающие технологии восстановления железнодорожных техники сваркой, наплавкой и напылением: Сб. науч. тр. / Под ред. В.Н.Лозинского.-М.: Интекст, 1998 -271с. 7. Сварка в машиностроении.: Справочник в 4 томах / Под ред. Ю.Н. Зорина. М.: Машиностроение, 1979 - 512с. 8. Технология и оборудовние сварки плавлением / Под ред. Г.Д.Никифорова. М.: Машиностроение, 1978 - 327с. 9. Шляпин В.Б., Павленко А.Ф., Емельянов В.Ю. Ремонт вагонов сваркой: Справочник. - М.: Транспорт, 1983 - 247с. 10. Емельянов В.Ю. Совершенствование сварочного производства в вагонном хозяйстве. ЦНИИ и ТЭ, Обзорная информация, Железнодорожный транспорт, серия "Вагоны и вагонное хозяйство", вып.1, 1987. 11. Каталог сварочного оборудования для вагоноремонтных предприятий железных дорог N 556-89 ПКБ ЦВ. М.: Транспорт 1992. 12. Грузовые вагоны железных дорог колеи 1520 мм/ Руководство по деповскому ремонту ЦВ/4859. М.: Транспорт, 1992. 13. Единые технические требования к сварочным цехам предприятий вагонного хозяйства РД 32 ЦВ/ЦЛ 009-91 М.: Транспорт,1992. 14. Инструкция по сварке и наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ 201-88. М.: Транспорт, 1992 15. Инструктивные указания на ремонт сваркой надрессорной балки тележки ЦНИИ-Х3 N 453 ПКБ ЦВ 16. Технологическая инструкция на ремонт сваркой наклонных плоскостей надрессорной балки тележки ЦНИИ-Х3 модели 18-100 N 542 ПКБ ЦВ. 17. Технические указания на ремонт клиньев тележки ЦНИИ-Х3 модели 18-100 N 529 ПКБ ЦВ. 18. Правила технической эксплуатации электроустановок потребителей. Правила техники безопасности при эксплуатации электроустановок потребителей. М.: Атомиздат, 1974. | |||||||||||||||||||||||||||||||||||||||||||||||