Букса. Введение Состав и структура депо вчд1
 Скачать 1.27 Mb. Скачать 1.27 Mb.
|

|
4.3. Полная ревизия букс с роликовыми подшипниками Выбор роликовых подшипников для буксовых узлов вагонов производится исходя из условия обеспечения расчетной долговечности - для пассажирских вагонов порядка 3 млн км пробега, а для грузовых вагонов 1,5 млн км. Это значит, что в пассажирском парке вагонов к пробегу 3 млн км выйдет из строя по повреждениям усталостного характера до 10 % подшипников. Однако опыт эксплуатации буксовых узлов показывает, что в действительности бракуется значительно большее количество подшипников. Поэтому для обеспечения требуемой долговечности и надежности работы подшипников была создана система технического обслуживания, диагностирования состояния буксовых узлов и их плановых ремонтов. Диагностирование технического состояния буксовых узлов в эксплуатации. Наблюдение и уход за буксовыми узлами с роликовыми подшипниками в эксплуатации установлен на всех технических станциях - в пунктах подготовки вагонов к перевозкам, формирования, технического обслуживания и оборота вагонов. При этом производится внешний осмотр букс, обстукивание букс с целью определения надежности крепления болтов крышки и состояния торцового крепления подшипников. Если гайка или болты крышки и торцевого крепления отвинтились, то при обстукивании буксы будет слышен глухой звук. Ослабевшие болты крышки необходимо затягивать усилием 23...25 кгм и при необходимости заменять пружинные шайбы. Другим важным признаком возможной неисправности буксового узла является повышенный нагрев корпуса буксы. Однако встречаются такие  неисправности роликовых подшипников, которые в первоначальной стадии не вызывают нагрева букс, но представляют угрозу безопасности движения. неисправности роликовых подшипников, которые в первоначальной стадии не вызывают нагрева букс, но представляют угрозу безопасности движения.Поэтому осмотрщики должны встречать поезд «с ходу» и выявлять неисправности по положению букс в тележке, по звуку работы букс, по состоянию других деталей, по температурным режимам, определяемым либо специальным прибором (типа ДИСК), либо на о щупь в верхней части буксы. В буксах пассажирских вагонов повышенный нагрев может быть определен также по срабатыванию термодатчиков. Температура исправно работающих букс по всему составу поезда должна быть примерно одинаковой и не превышать температуру окружающего воздуха более чем на 30° С. Однако в летнее время буксы, расположенные на солнечной стороне могут иметь значительно более высокие температуры, чем буксы теневой стороны поезда. Это вносит серьезные трудности в работу осмотрщиков. В случае выявления повышенного нагрева буксы старшие осмотрщики вагонов могут вскрывать буксы и определять возможность дальнейшей эксплуатации данной колесной пары. Причинами повышенного нагрева буксовых узлов могут быть: излишнее количество смазки в буксе, которое приводит к повышенному равномерному нагреву верхней части корпуса буксы, к вытеканию смазки из лабиринтной части буксы. Для окончательного выявления причин повышенного нагрева корпуса буксы необходимо вскрыть смотровую крышку и осмотреть состояние смазки, торцевого крепления и наружного подшипника; заедание в лабиринте вследствие отсутствия зазора между лабиринтной частью буксы и лабиринтным кольцом. В этом случае задняя часть буксы нагревается больше передней, что может привести к заклиниванию подшипника, ослаблению посадки внутреннего кольца. Колесная пара с таким дефектом буксового узла подлежит замене.Ненормальная работа роликовых подшипников, приводящая к нагреву, может произойти из-за неисправностей подшипников (излом внутреннего кольца, малый осевой зазор, излом сепаратора, неправильная сборка подшипников, затвердевание смазки, попадание твердых тел), неправильной сборки тележек (неточная установка шпинтонов). В этих случая причина вначале определяется внешним осмотром технического состояния буксового узла, а затем вскрывают смотровую крышку для определения состояния подшипников и торцевого крепления. При обнаружении поврежденного торцевого крепления или переднего подшипника, наличия в смазке металлических включений, свидетельствующих о ненормальной работе подшипников, колесную пару выкатывают из-под вагона для полной ревизии букс с целью установления причин нагрева. Промежуточная ревизия буксовых узлов производится в период между полными ревизиями в следующих случаях: при обточке поверхностей катания колес без демонтажа букс; при обыкновенном освидетельствовании колесных пар; единой технической ревизии пассажирских вагонов, а также в качестве профилактических мер по отдельным указаниям МПС. При проведении промежуточной ревизии сначала производят проворачивание вручную корпуса буксы, либо пропускают через диагностические установки типа УДП- 85М или другие. При вращении буксы с толчками или с большим сопротивлением, а также с ненормальным шумом колесная пара передается на полную ревизию букс. Если вращение буксы плавное, без шума. то отворачивают болты смотровой или крепительной крышки, снимают крышку и укладывают ее внутренней стороной вверх в специальный ящик, но ни вкоем случае не на пол или на грязное место, чтобы исключить попадание грязи на внутренние поверхности крышки. После этого определяют состояние и количество смазки. Растирая смазку пальцами, определяют ее загрязненность: грязь, обнаруженная в смазке, указывает на неудовлетворительное уплотнение лабиринтной части и крышек. Обнаружение в смазке металлических частиц является признаком интенсивного истирания или выкрашивания металла с рабочих поверхностей подшипников. Буксы с загрязненной смазкой подлежат полной ревизии. При хорошем состоянии смазки производится дальнейший осмотр.Прежде всего проверяется состояние переднего подшипника. При обнаружении масла от редукторно-карданного привода, излома сепаратора, внутреннего кольца или других дефектов букса подвергается полной ревизии. Затем проверяется прочность крепления болтов торцевой шайбы или болтов стопорной планки и осевой гайки. Ослабшие болты подтягиваются. Неисправная проволока болтов стопорной планки или торцевой шайбы заменяется, под болты ставятся пружинные шайбы. Надежность крепления торцевой гайки проверяется ударами молотка по оправке, упираемой в одну из граней коронки или в шлиц гайки. Такая проверка производится в обе стороны вращения гайки. Если при этом торцевая гайка осталась неподвижной, то состояние крепления считается удовлетворительным. При обнаружении ослабления гайки у буксы с двумя цилиндрическими подшипниками на горячей посадке колесная пара выкатывается из-под вагона, снимается стопорная планка, гайка и производится осмотр состояния резьбы шейки оси и гайки. Как правило, ослабление затяжки гайки связано с деформациями или срезом резьбы, что угрожает безопасности движения. Колесные пары и гайки с поврежденной резьбой к дальнейшей эксплуатации не допускаются. Полная ревизия буксовых узлов производится при полном освидетельствовании колесных пар: при деповском и текущем ремонтах колесных пар, проходивших последнее полное освидетельствование четыре и более лет назад для пассажирских и рефрижераторных вагонов и более пяти лет для грузовых; при каждой обточке колесных пар, работающих с редукторно-карданкым приводом от торца шейки оси; через одну обточку по предельному прокату колес пассажирских вагонов и через две обточки для грузовых вагонов; после схода вагонов с рельсов; при капитальном ремонте вагонов; формировании и ремонте колесных пар со сменой элементов; неясности клейм; при наличии ползуна глубиной более 1 мм у пассажирских и грузовых вагонов и некоторых других дефектах.При полной ревизии букс производится демонтаж буксового узла без снятия внутренних и лабиринтных колец при обязательной проверке оси специальным щупом ультразвукового дефектоскопа. Внутренние и лабиринтные кольца на горячей посадке снимаются при обнаружении неисправностей, расформировании колесных пар. 4.4. Технология монтажа и демонтажа буксовых узлов Монтаж буксовых узлов производится на специальном участке, изолированном от остальных участков колесно-роликового цеха. Монтаж букс с роликовыми подшипниками на горячей посадке после демонтажа со снятием внутренних и лабиринтных колец можно производить в соответствии с инструкцией не ранее чем через 12 ч после обмывки колесных пар и через 8 ч после обмывки блоков подшипников. При этом разница температур между внутренними кольцами и блоками подшипников будет в пределах 3°С. Монтаж буксового узла начинается с посадки лабиринтного кольца на предподступичную часть оси. Лабиринтные кольца подбираются с учетом натяга на посадку, равного 0,08...0,15 мм для новых колец и 0,02...0,15 мм при ремонте. Для определения натяга измеряют микрометрическим или индикаторным нутромером внутренний диаметр отверстия лабиринтного кольца, а микрометром — диаметр предподступичной части оси. Эти измерения производят в двух взаимно перпендикулярных направлениях, определяя овальность посадочных поверхностей.В настоящее время на предприятиях внедряется автоматизированная установка для подбора лабиринтных колец УПЛК-01. Подобранные лабиринтные кольца нагревают в электропечи или масляной ванне до температуры 125...150 °С и надевают на предподступичную часть оси, так чтобы оно уперлось в торец предподступичной части. Для этого на шейку оси надевают монтажную втулку, торцом которой наносят по лабиринтному кольцу удары до получения чистого металлического звука. После полного остывания шейки оси и лабиринтного кольца производится проверка правильности посадки лабиринтного кольца. С этой целью лекальным угольником рис. 4.4 проверяют в четырех диаметрально противоположных точках перпендикулярность торцевой поверхности лабиринтного кольца к посадочной поверхности шейки оси. 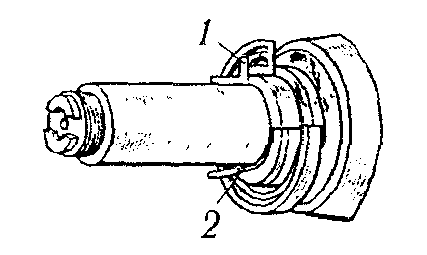 Рис.4.4. Проверка правильности посадки лабиринтного кольца В возможный зазор между угольником 1 и торцом лабиринтного кольца пластина щупа 2 толщиной 0,04 мм не должна проходить. Этой же пластиной щупа 2 проверяют прилегание лабиринтного кольца к торцу предподступичной части, куда пластина также не должна проходить. Перед установкой буксы на шейку оси в пазы лабиринтного кольца закладывают смазку. Посадка внутренних колец на шейке оси осуществляется с натягом, величина которого указана выше. Подобранные внутренние кольца нагревают в электропечи или масляной ванне до температуры 100...120 °С, шейки осей перед установкой внутренних колец (если кольца нагревались в электропечи) покрывают тонким слоем веретенного АУ, индустриального 12 или трансформаторного масла.На резьбу шейки оси устанавливают направляющий стакан 2 (рис. 4.5). 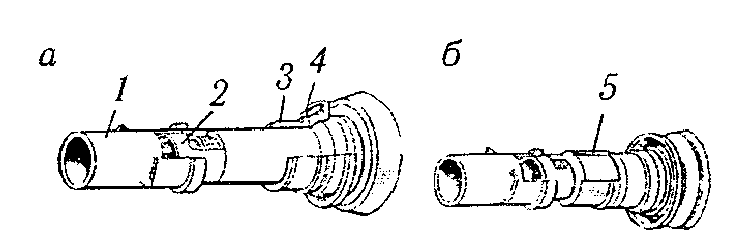 Рис.4.5. Расположение приспособлений при установке внутренних колец: а- заднего подшипника; б- переднего подшипника; 1- монтажная втулка; 2- направляющий стакан ; 3- внутреннее кольцо заднего подшипника; 4- лабиринтное кольцо; 5- внутреннее кольцо переднего подшипника Нагретое внутреннее кольцо заднего подшипника 3 бортом вперед надевают через направляющий стакан на шейку оси и при помощи монтажной втулки I доводят до упора в лабиринтное кольцо 4. После этого также устанавливают переднее внутреннее кольцо 5, обращая при этом внимание на плотность его прилегания к торцу внутреннего кольца заднего подшипника. Внутреннее кольцо переднего подшипника устанавливают так, чтобы его торец со скосом цилиндрической поверхности был обращен в сторону заднего подшипника. После снятия направляющего стакана на шейку оси надевают упорное кольцо и либо с помощью торцевой гайки, либо тарельчатой шайбой с болтами затягивают посаженные внутренние кольца в осевом направлении. По мере остывания внутренних колец гайку или болты подтягивают для обеспечения плотного прилегания колец друг к другу и к лабиринтному кольцу. Торцевое крепление остается затянутым до полного охлаждения колец, после чего оно разбирается. После этого производится проверка плотности прилегания внутренних колец друг к другу и к лабиринтному кольцу с помощью щупа толщиной до 0,04 мм, который может войти в зазоры между деталями на участке длиной не более 1/3 окружности.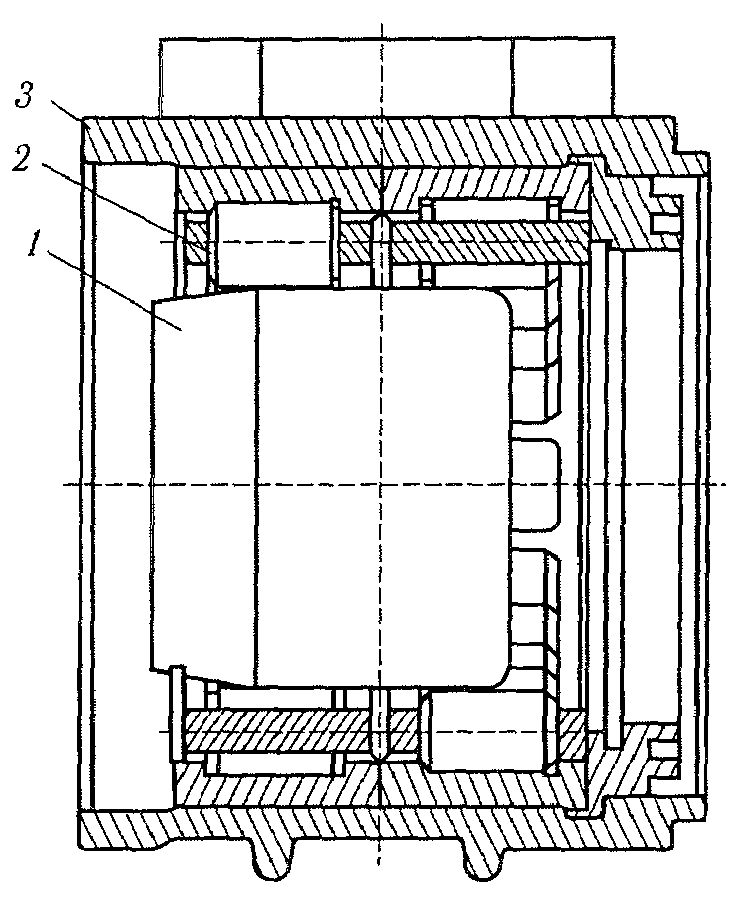 Рис. 4.6. Разжимающая втулка, установленная в блоке подшипников В подготовленный корпус буксы, посадочные поверхности которого покрыты тонким слоем масла, последовательно вставляют блок наружного кольца с роликами и сепаратором заднего подшипника маркированной стороной торца в сторону лабиринтного кольца, а блок переднего подшипника с маркированным торцем к передней части корпуса. Блоки подшипников перед установкой также смазываются жидкими маслами (цилиндровое масло марка 52 или 38). Для облегчения установки корпуса буксы 3 с блоками подшипников 2 на шейку необходимо раздвинуть ролики втулкой 1 (рис.4.6). Корпус буксы 2 с установленными блоками подшипников и разжимной втулкой подводят к шейке оси. При этом втулка 1 (рис.4.7) надвигается на выступающую часть шейки до упора в торец внутреннего кольца, после чего корпус буксы с блоками подшипников надвигают на внутренние кольца. Разжимная втулка при перемещении буксы выходит из нее.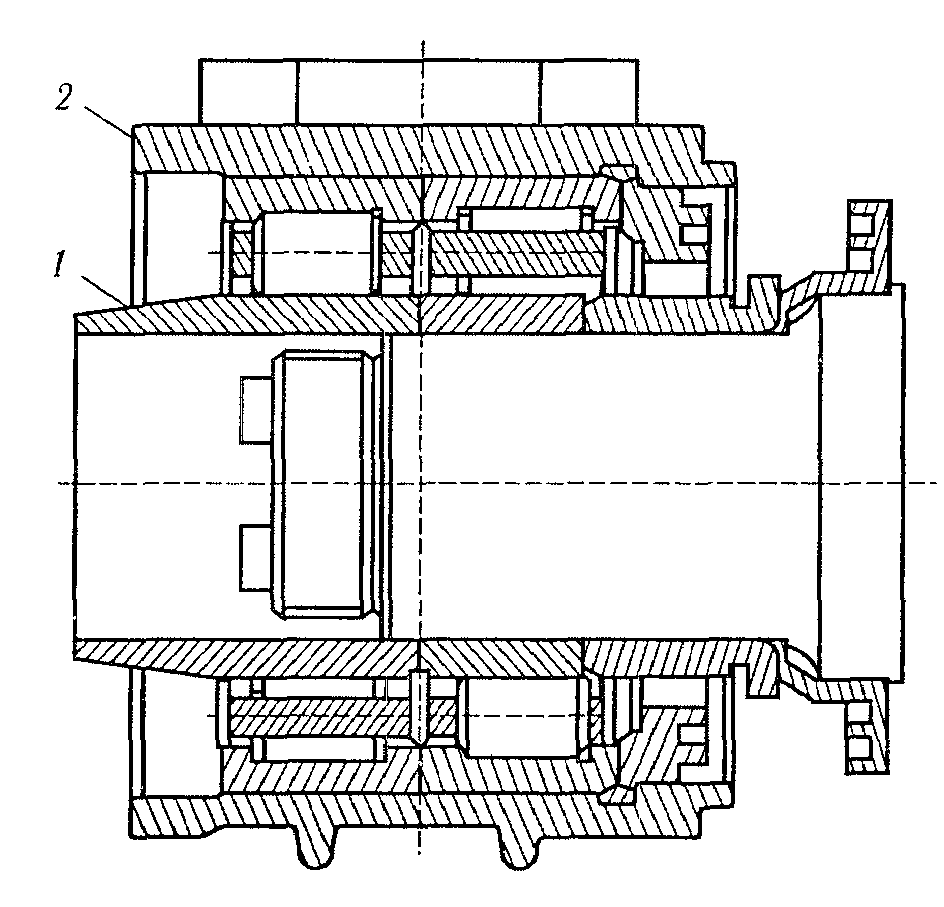 Рис. 4.7. Расположение буксы с подшипниками при установке на шейку оси с разжимающей втулкой Далее устанавливают упорное кольцо переднего подшипника маркировкой в сторону крышки, на резьбовую часть оси навинчивают торцевую гайку, которую предварительно подбирают по резьбе шейки для обеспечения минимального зазора в соединении. Гайку затягивают до контакта с упорным кольцом переднего подшипника и дополнительно поджимают с крутящим моментом 100...150 Н • м (10...15 кгс • м). Затем в паз оси устанавливают стопорную планку, не вводя ее хвостовик в шлиц гайки. Если хвостовик планки не входит в шлиц гайки, то производят дополнительную затяжку гайки до вхождения хвостовика планки в шлиц гайки. Поворот гайки в обратном направлении, т.е. ослабление затяжки гайки запрещен. После этого буксу необходимо слегка провернуть, чтобы убедиться в отсутствии заклинивания подшипников. Стопорная планка крепится к торцу шейки оси с помощью двух болтов. Под болты устанавливают пружинные шайбы. Болты связываются проволокой диаметром 1,5...2 мм, проходящей через отверстия в головках. При торцевом креплении подшипников тарельчатой шайбой после установки упорного кольца шайбу крепят к торцу шейки оси четырьмя болтами М20 х 60, под которые ставят специальную стопорную шайбу для закрепления одновременно четырех болтов. Затяжку болтов производят специальным тарированным ключом с крутящим моментом 230...250 Н•м (23.. .25 кгс•м). Затяжка должна быть равномерной. Затем концы стопорной шайбы загибают на грань головки каждого болта.На внешнюю поверхность торцевой гайки и к торцу сепаратора укладывают смазку БУКСОЛ в виде валика. Общее количество смазки, закладываемой в буксу, должно быть в пределах 0,8... 1,0 кг. После закладки смазки устанавливают буксовую крышку. Предварительно внутренние поверхности крепительной и смотровой крышек смазывают тонким слоем смазки БУКСОЛ, между крепительной и смотровой крышками при их сборке ставят резиновую прокладку толщиной 3 мм. Эти крышки соединяются болтами М12 с пружинными шайбами. На фланец крышки устанавливают новое резиновое кольцо, после чего буксу закрывают крышкой и крепят к корпусу буксы болтами М20 с пружинными шайбами. Под болт крепительной крышки буксы правой шейки с левой стороны устанавливают бирку с датой монтажа, номером пункта производившего работу. Затяжка болтов крышки должна быть равномерной с крутящим моментом 200 Н • м (18...20 кгс • м). Правильность произведенного монтажа буксы контролируют по: наличию зазора между торцом буксы и фланцевой поверхностью крепительной крышки; легкости ее вращения на шейке оси; осевому смещению буксы, которая должна свободно перемещаться вдоль шейки оси на величину осевого разбега, т.е. на величину 0,68...1,38 мм. Буксы после монтажа окрашивают черной краской. Все данные монтажа заносят в журнал формы ВУ-90. Демонтаж буксовых узлов должен осуществляться с применением специальной технологической оснастки, обеспечивающей высокую производительность и качество работ без нанесения повреждений деталям подшипников.Демонтаж начинается с отворачивания болтов крышки и снятия ее. Затем удаляется смазка с крышки и из передней части буксы. Отвинчиваются и снимаются болты стопорной планки или торцевой шайбы. Стопорная планка или шайба снимаются. Отвертывается и снимается торцевая гайка и упорное кольцо переднего подшипника. Дальнейший демонтаж производят с помощью тельфера или другого грузоподъемного механизма в следующем порядке. Если подшипники смонтированы на горячей посадке, то удаляют упорное кольцо и корпус буксы вместе с блоками подшипников снимают с шейки оси. Внутренние кольца подшипников и лабиринтные оставляют на шейке, если обеспечивается проверка внутренних колец электроимпульсным дефектоскопом (например, на комбинированной дефектоскопной установке), а ось контролируется ультразвуком. Если такой контроль осуществить нельзя или при неисправности колец, либо расформировании колесных пар, то кольца снимают с помощью индукционных нагревателей. Кольца нагреваются до температуры 100... 120 °С, которая достигается примерно за 30...45 с. Ослабление кольца на шейке оси определяется проворачиванием нагревателя относительно оси колесной пары. При ослаблении кольца нагреватель снимается вместе с кольцом. Запрещается нагревать кольца более 1 мин или делать перерыв в питании нагревателя током до полного ослабления и снятия кольца, т.к. в этих случаях происходит и нагрев шейки оси. Если время для нагрева истекло, а кольцо с шейки снять не удалось, необходимо работу по съему кольца прекратить и возобновить ее после остывания внутреннего кольца подшипника и шейки оси до температуры цеха. 4.4.1. Смазка буксовых узловКонсистентная смазка для роликовых подшипников должна отвечать следующим условиям: быть химически и физически стабильной; обладать достаточной плотностью, чтобы не вытекать через лабиринтное уплотнение и не пропускать посторонних веществ извне; не содержать свободных кислот или других веществ, создающих агрессивную в коррозионном отношении среду; не изменять своих свойств при проникновении воды; обеспечивать равномерность смазывания при различных температурах и проникать в подшипники под давлением собственной силы тяжести, для чего смазка должна обладать определенной липкостью, которая предохраняла бы смазку от выброса ее из подшипника под действием центробежных сил; иметь температуру каплепадения значительно выше максимальной рабочей температуры, которая в буксах с роликовыми подшипниками достигает примерно 80 °С. Применявшаяся ранее натриево-кальцевая смазка ЛЗ-ЦНИИ, обладая рядом положительных свойств, имеет и некоторые недостатки. Так в частности, смазка существенно повышает свою вязкость при низких температурах, что приводит к повышению энергетических затрат при трогании поезда с места и при движении. Желательно снизить гигроскопичность смазки, так как в смеси с некоторыми химическими веществами, содержащимися в смазке, образуется агрессивная среда, приводящая к коррозии поверхностей подшипников. Смазка не обладает должной грузоподъемностью, особенно при восприятии осевых сил от торцов роликов на борта колец. С целью повышения надежности работы буксовых узлов ВНИИЖТом совместно с Кусковским заводом консистентных смазок разработана и утверждена для внедрения в буксах подвижного состава новая пластичная гидрофобная литиевая смазка БУКСОЛ, содержащая ряд функциональных присадок. В результате смазка обладает повышенными антифрикционными и защитными характеристиками, что должно приводить к существенному снижению отцепок вагонов и снижению повреждаемости торцов роликов и бортов колец.Кроме того, ВНИИЖТом разработан перспективный буксовый узел безремонтного типа — кассетный буксовый узел с двумя коническими подшипниками, ресурс работы которого без разборки и дозаправки смазкой должен составлять 8... 10 лет (0,8... 1,2 млн км пробега). Для этого безремонтного буксового узла разработана пластичная смазка КАСЕТОЛ, которая также успешно прошла испытания. Ресурс работы этой смазки в 2,5...3 раза превышает ресурс смазки ЛЗ-ЦНИИ (у), а за счет этого резко снижается также расход смазки КАСЕТОЛ. Литература.1.Лукин В.В., Анисимов П.С., Федосеев Ю.П. Вагоны. Общий курс: Учебник для вузов ж/д трансп.Под ред.Лукина.М.: Маршрут. 2004. 2.Правила технической эксплуатации железных дорог Республики Узбекистан. Т., ГАЖК. 2001. 3. Д.Н.Заирова Вагонлар ва контейнерларни тузилиши: – Т. 2011. 4. Криворучко Н. З. Вагонное хозяйство. М.: Транспорт, 1986. 5. Вагоны/Под ред. Л. А. Шадура. М.: Транспорт, 1980. 6. Бобровская И. И. Технология ремонта вагонов. Ташкент: Билим, 2004. 7. Бобровская И. И. Технология ремонта вагонов. Ташкент: Издательство Гафура Гуляма, 2006. 8. Герасимов В. С. Технология вагоностроения и ремонта вагонов. М.: Транспорт, 1988. 9. Безценный В. И. Технология вагоностроения и ремонта вагонов. М.: Транспорт, 1980. 10. Алексеев В. Д. Ремонт вагонов. М. Транспорт, 1980. 11. Технология производства и ремонта вагонов/Под ред. К. В. Мотовилова. М.: Маршрут, 2003. 12. Батюшин Т. К. Технология вагоностроения, ремонт и надежность вагонов. М.: Машиностроение, 1990. 13. СН 245-81. Санитарные нормы проектирования промышленных предприятий. М.: Стройиздат, 1982. 14. Экономика железнодорожного транспорта. М.: Транспорт, 1989. 15. WWW.GOOGLE.RU. 16. WWW.YANDEX.RU. |