Занятие Система ремонта и техниче ского обслуживания машин Виды и методы ремонта и их сущность. Виды и периодичность технического
 Скачать 5.01 Mb. Скачать 5.01 Mb.
|

|
2.1.3. Нутромер. Для грубых измерений внутренних размеров служит нутромер, изображенный на рис. 77, а, а также пружинный нутромер (рис. 77, б). Устройство нутромера сходное устройством кронциркуля; сходно также и измерение этими инструментами. Вместо нутромера можно пользоваться кронциркулем, заводя его ножки одна за другую, как показано на рис. 77, в. Точность измерения кронциркулем и нутромером можно довести до 0,25 мм. 2.2. Штангенциркуль с точностью отсчета 0,1 мм Т 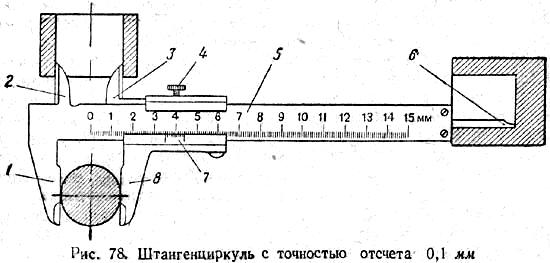 очность измерения измерительной линейкой, кронциркулем, нутромером, как уже указывалось, не превышает 0,25 мм. Более точным инструментом является штангенциркуль (рис. 78), которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа. очность измерения измерительной линейкой, кронциркулем, нутромером, как уже указывалось, не превышает 0,25 мм. Более точным инструментом является штангенциркуль (рис. 78), которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа.Штангенциркуль состоит из стальной штанги (линейки) 5 с делениями и губок 1, 2, 3 и 8. Губки 1 и 2 составляют одно целое с линейкой, а губки 8 и 3 — одно целое с рамкой 7, скользящей по линейке. С помощью винта 4 можно закрепить рамку на линейке в любом положении. Для измерения наружных поверхностей служат губки 1 и 8, для измерения внутренних поверхностей—губки 2 и 3, а для измерения глубины выточки —-стержень 6, связанный с рамкой 7. На рамке 7 имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом. Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм. 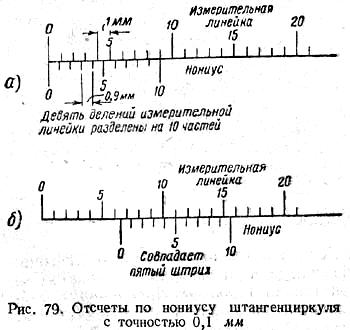 Устройство нониуса. Рассмотрим, каким образом производится отсчет по нониусу у штангенциркуля с точностью 0,1 мм. Шкала нониуса (рис. 79) разделена на десять равных частей и занимает длину, равную девяти делениям шкалы линейки, или 9 мм. Следовательно, одно деление нониуса составляет 0,9 мм, т. е. оно короче каждого деления линейки на 0,1 мм. Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм; третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д. Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки. Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра. При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра. На рис. 79, б показано положение нониуса при измерении детали диаметром 6,5 мм. Действительно, нулевой штрих нониуса находится между шестым и седьмым штрихами измерительной линейки, и, следовательно, диаметр детали равен 6 мм плюс показания нониуса. Далее мы видим, что с одним из штрихов линейки совпал пятый штрих нониуса, что соответствует 0,5 мм, поэтому диаметр детали составит 6 + 0,5 = 6,5 мм. 2.3. Штангенглубиномер Для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика служит специальный инструмент, называемый штангенглубиномером (рис. 80). Устройство штангенглубиномера сходно с устройством штангенциркуля. Линейка 1 свободно перемещается в рамке 2 и закрепляется в ней в нужном положении при помощи винта 4. Линейка 1 имеет миллиметровую шкалу, по которой при помощи нониуса 3, имеющегося на рамке 2, определяется глубина выточки или канавки, как показано на рис. 80. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем. 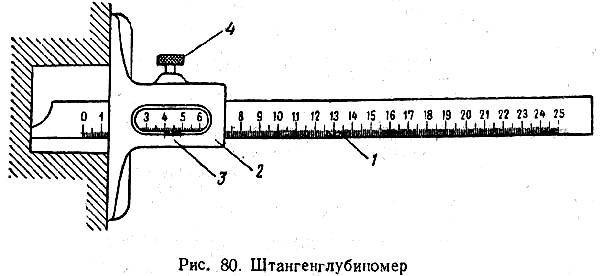 2.4. Прецизионный штангенциркуль Для работ, выполняемых с большей точностью, чем до сих пор рассмотренные, применяют прецизионный (т. е. точный) штангенциркуль. На рис. 81 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус. 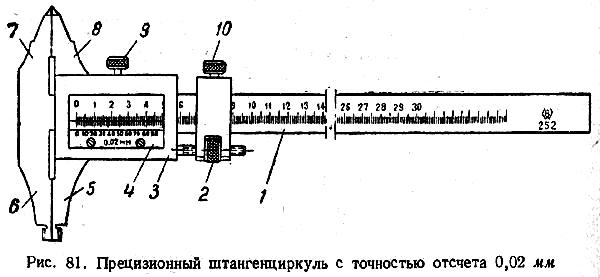 Длина шкалы нониуса (рис. 82, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00—0,98 = = 0,02 мм. Эта величина 0,02 мм обозначает ту точность, которую может обеспечить нониус рассматриваемого прецизионного штангенциркуля при измерении деталей. 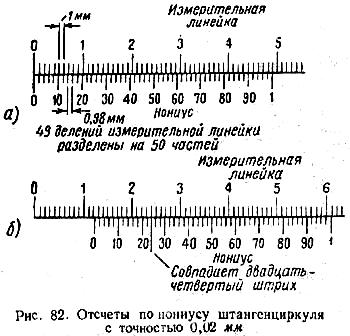 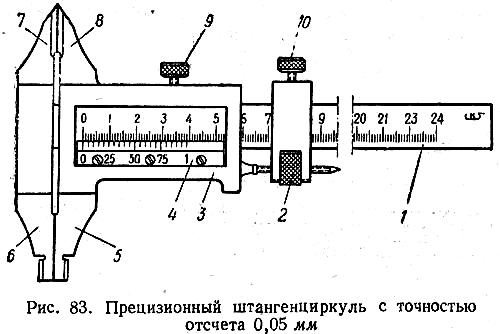 При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например (см. рис. 82, б), по линейке штангенциркуля нулевой штрих нониуса прошел 12 мм, а его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02 х 12 = 0,24 мм, то измеряемый размер равен 12,0 + 0,24 = 12,24 мм. На рис. 83 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм. Длина нониусной шкалы этого штангенциркуля, равная 39 мм, разделена на 20 равных частей, каждая из которых принимается за пять. Поэтому против пятого штриха нониуса стоит цифра 25, против десятого — 50 и т. д. Длина каждого деления нониуса равна Из рис. 83 видно, что при сомкнутых вплотную губках штангенциркуля только нулевой и последний штрихи нониуса совпадают со штрихами линейки; остальные же штрихи нониуса такого совпадения иметь не будут. Если сдвинуть рамку 3 до совпадения первого штриха нониуса со вторым штрихом линейки, то между измерительными поверхностями губок штангенциркуля получится зазор, равный 2—1,95 = = 0,05 мм. При совпадении второго штриха нониуса с четвертым штрихом линейки зазор между измерительными поверхностями губок будет равен 4—2 X 1,95 = 4 — 3,9 = 0,1 мм. При совпадении третьего штриха нониуса со следующим штрихом линейки зазор составит уже 0,15 мм. Отсчет на данном штангенциркуле ведется подобно изложенному выше. Прецизионной штангенциркуль (рис. 81 и 83) состоит из линейки 1 с губками 6 и 7. На линейке нанесены деления. По линейке 1 может передвигаться рамка 3 с губками 5 и 8. К рамке привинчен нониус 4. Для грубых измерений передвигают рамку 3 по линейке 1 и после закрепления винтом 9 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки 3, состоящей из винта и гайки 2 и зажима 10. Зажав винт 10, вращением гайки 2 подают микрометрическим винтом рамку 3 до плотного соприкосновения губки 8 или 5 с измеряемой деталью, после чего производят отсчет. 2.5. Микрометр Микрометр (рис. 84) применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой 2 и микрометрическим винтом (шпинделем) 3. Вращением барабана 6 шпиндель удаляется или приближается к пятке. 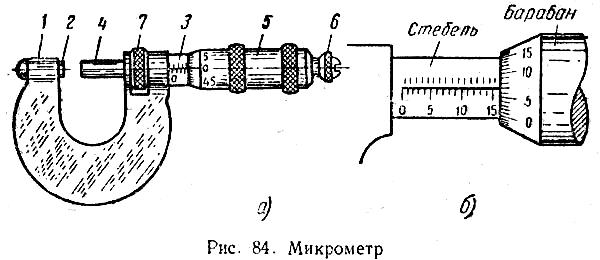 Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка 7 с трещоткой. Вращая головку 7, мы будем выдвигать шпиндель 3 и поджимать деталь к пятке 2. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки, закрепляют при помощи поворота зажимного кольца (стопора) 4 полученное раскрытие микрометра и производят отсчет. Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5. Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, или часть оборота, то шпиндель переместится на Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле. На рис. 84 справа показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет. Барабан открыл 16 целых делений (половинка не открыта) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07 = 16,07 мм. На рис. 85 показано несколько измерений микрометром. Следует помнить, что микрометр — точный инструмент, требующий бережного отношения; поэтому, когда шпиндель слегка коснулся поверхности измеряемой детали, не следует больше вращать барабан, а для дальнейшего перемещения шпинделя вращать головку 7 (рис. 84), пока не последует звук трещотки. 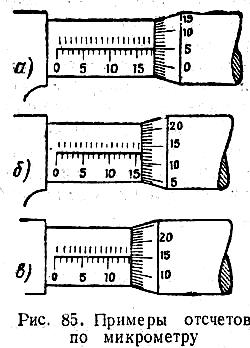 2.6. Нутромеры Нутромеры (штихмасы) служат для точных измерений внутренних размеров деталей. Существуют нутромеры постоянные и раздвижные.  Постоянный, или жесткий, нутромер (рис. 86) представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. Чтобы исключить влияние тепла руки, держащей нутромер, на его фактический размер, нутромер снабжают державкой (рукояткой). Для измерения внутренних размеров с точностью до 0,01 мм применяются микрометрические нутромеры. Устройство их сходно с устройством микрометра для наружных измерений. Головка микрометрического нутромера (рис. 87) состоит из гильзы 3 и барабана 4, соединенного с микрометрическим винтом; шаг винта 0,5 мм, ход 13 мм. В гильзе помещается стопор 2 и пятка/с измерительной поверхностью. Удерживая гильзу и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Отсчеты производят, как у микрометра. Пределы измерений головки штихмаса — от 50 до 63 мм. Для измерения больших диаметров (до 1500 мм) на головку навинчивают удлинители 5. 2.7. Предельные измерительные инструменты При серийном изготовлении деталей по допускам применение универсальных измерительных инструментов (штангенциркуль, микрометр, микрометрический нутромер) нецелесообразно, так как измерение этими инструментами является сравнительно сложной и длительной операцией. Точность их часто недостаточна, и, кроме того, результат измерения зависит от умения работника. 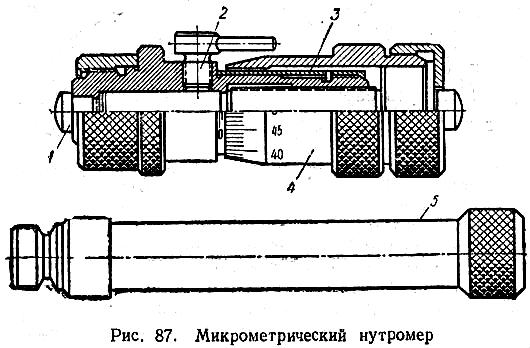 Для проверки, находятся ли размеры деталей в точно установленных пределах, пользуются специальным инструментом — предельными калибрами. Калибры для проверки валов называются скобами, а для проверки отверстий — пробками. Измерение предельными скобами. Двухсторонняя предельная скоба (рис. 88) имеет две пары измерительных щек. Расстояние между щеками одной стороны равно наименьшему предельному размеру, а другой — наибольшему предельному размеру детали. Если измеряемый вал проходит в большую сторону скобы, следовательно, его размер не превышает допустимого, а если нет, — значит размер его слишком велик. 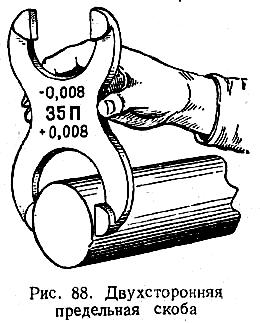 Если же вал проходит также и в меньшую сторону скобы, то это значит, что его диаметр слишком мал, т. е. меньше допустимого. Такой вал является браком.  Сторона скобы с меньшим размером называется непроходной (клеймится «НЕ»), противоположная сторона с большим размером — проходной (клеймится «ПР»). Вал признается годным, если скоба, опускаемая на него проходной стороной, скользит вниз под влиянием своего веса (рис. 88), а непроходная сторона не находит на вал. 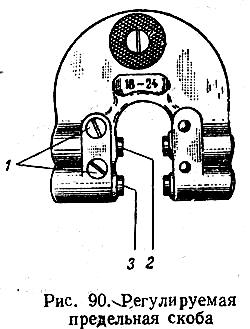 Для измерения валов большого диаметра вместо двухсторонних скоб применяют односторонние (рис. 89), у которых обе пары измерительных поверхностей лежат одна за другой. Передними измерительными поверхностями такой скобы проверяют наибольший допускаемый диаметр детали, а задними — наименьший. Эти скобы имеют меньший вес и значительно ускоряют процесс контроля, так как для измерения достаточно один раз наложить скобу. На рис. 90 показана регулируемая предельная скоба, у которой при износе можно путем перестановки измерительных штифтов восстановить правильные размеры. Кроме того, такую скобу можно отрегулировать для заданных размеров и таким образом небольшим набором скоб проверить большое количество размеров. Для перестановки на новый размер нужно ослабить стопорные винты 1 на левой ножке, соответственно передвинуть измерительные штифты 2 и 3 и снова закрепить винты 1. Широкое распространение имеют плоские предельные скобы (рис. 91), изготовляемые из листовой стали. 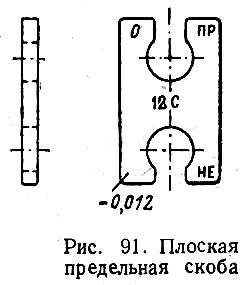 И  змерение предельными пробками. Цилиндрический предельный калибр-пробка (рис. 92) состоит из проходной пробки 1, непроходной пробки 3 и рукоятки 2. Проходная пробка («ПР») имеет диаметр, равный наименьшему допустимому размеру отверстия, а непроходная пробка («НЕ») — наибольшему. Если пробка «ПР» проходит, а пробка «НЕ» не проходит, то диаметр отверстия больше наименьшего предельного и меньше наибольшего, т. е. лежит в допустимых пределах. Проходная пробка имеет большую длину, чем непроходная. змерение предельными пробками. Цилиндрический предельный калибр-пробка (рис. 92) состоит из проходной пробки 1, непроходной пробки 3 и рукоятки 2. Проходная пробка («ПР») имеет диаметр, равный наименьшему допустимому размеру отверстия, а непроходная пробка («НЕ») — наибольшему. Если пробка «ПР» проходит, а пробка «НЕ» не проходит, то диаметр отверстия больше наименьшего предельного и меньше наибольшего, т. е. лежит в допустимых пределах. Проходная пробка имеет большую длину, чем непроходная.На рис. 93 показано измерение отверстия предельной пробкой на токарном станке. Проходная сторона должна легко проходить сквозь отверстие. Если же и непроходная сторона входит в отверстие, то деталь бракуют. 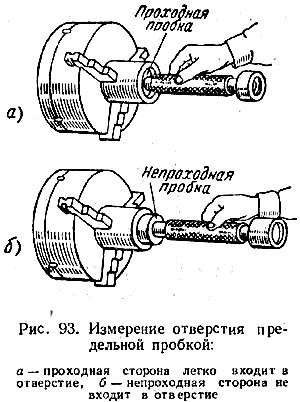 Цилиндрические калибры-пробки для больших диаметров неудобны вследствие их большого веса. В этих случаях пользуются двумя плоскими калибрами-пробками (рис. 94), из которых один имеет размер, равный наибольшему, а второй — наименьшему допускаемому. Проходная сторона имеет, большую ширину, чем пепроходная. 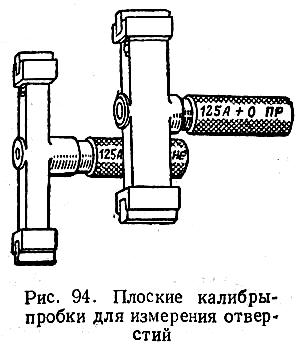 На рис. 95 показана регулируемая предельная пробка. Ее можно отрегулировать для нескольких размеров так же, как регулируемую предельную скобу, или восстановить правильный размер изношенных измерительных поверхностей.  2.8. Рейсмасы и индикаторы 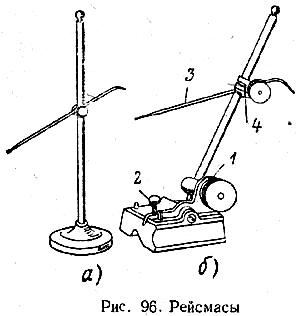 2.8.1. Рейсмас. Для точной проверки правильности установки детали в четырехкулачковом патроне, на угольнике и т. п. применяют рейсмас. С помощью рейсмаса можно производить также разметку центровых отверстий в торцах детали. Простейший рейсмас показан на рис. 96, а. Он состоит из массивной плитки с точно обработанной нижней плоскостью и стержня, по которому передвигается ползушка с иглой-чертилкой. Рейсмас более совершенной конструкции, показан на рис. 96, б. Игла 3 рейсмаса при помощи шарнира 1 и хомута 4 может быть подведена острием к проверяемой поверхности. Точная установка осуществляется винтом 2. 2.8.2. Индикатор. Для контроля точности обработки на металлорежущих станках, проверки обработанной детали на овальность, конусность, для проверки точности самого станка применяют индикатор. Индикатор (рис. 97) имеет металлический корпус 6 в форме часов, в котором заключен механизм прибора. Через корпус индикатора проходит стержень 3 с выступающим наружу наконечником, всегда находящийся под воздействием пружины. Если нажать на стержень снизу вверх, он переместится в осевом направлении и при этом повернет стрелку 5, которая передвинется по циферблату, имеющему шкалу в 100 делений, каждое из которых соответствует перемещению стержня на 1/100 мм. При перемещении стержня на 1 мм стрелка 5 сделает по циферблату полный оборот. Для отсчета целых оборотов служит стрелка 4. 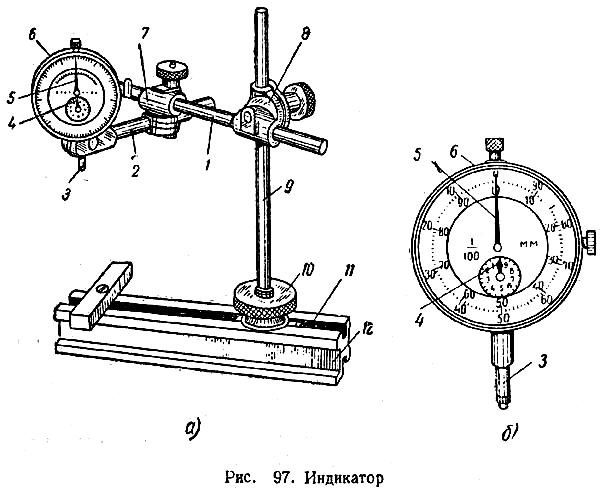 При измерениях индикатор всегда должен быть жестко закреплен относительно исходной измерительной поверхности. На рис. 97, а изображена универсальная стойка для крепления индикатора. Индикатор 6 при помощи стержней 2 и 1 муфт 7 и 8 закрепляют на вертикальном стержне 9. Стержень 9 укрепляется в пазу 11 призмы 12 гайкой 10 с накаткой. 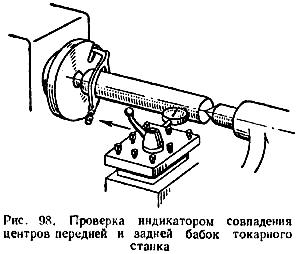 Для измерения отклонения детали от заданного размера подводят к ней наконечник индикатора до соприкосновения с измеряемой поверхностью и замечают начальное показание стрелок 5 и 4 (см. рис. 97, б) на циферблате. Затем перемещают индикатор относительно измеряемой поверхности или измеряемую поверхность относительно индикатора. Отклонение стрелки 5 от ее начального положения покажет величину выпуклости (впадины) в сотых долях миллиметра, а отклонение стрелки 4—в целых миллиметрах. На рис. 98 показан пример использования индикатора для проверки совпадения центров передней и задней бабок токарного станка. Для более точной проверки следует установить между центрами точный шлифованный валик, а в резцедержателе — индикатор. Подведя кнопку индикатора к поверхности валика справа и заметив показание стрелки индикатора, перемещают вручную суппорт с индикатором вдоль валика. Разность отклонений стрелки индикатора в крайних положениях валика покажет, на какую величину следует передвинуть в поперечном направлении корпус задней бабки. С помощью индикатора можно также проверить торцовую поверхность детали, обработанной на станке. Индикатор закрепляют в резцедержателе взамен резца и перемещают вместе с резцедержателем в поперечном направлении так, чтобы пуговка индикатора касалась проверяемой поверхности. Отклонение стрелки индикатора покажет величину биения торцовой плоскости. 2.9. Штангензубомер (рис. 15, б) применяют для измерения толщины зубьев колес. Штангензубомер представляет собой комбинированный измерительный инструмент, состоящий из двух неподвижных штанг, составляющих единое целое, и двух подвижных нониусов. Вертикальный нониус предназначен для установки высоты, на которой должна замеряться толщина зуба, а горизонтальный — для измерения толщины зуба на данной высоте. Точность измерения штангензубомера 0,02 мм. 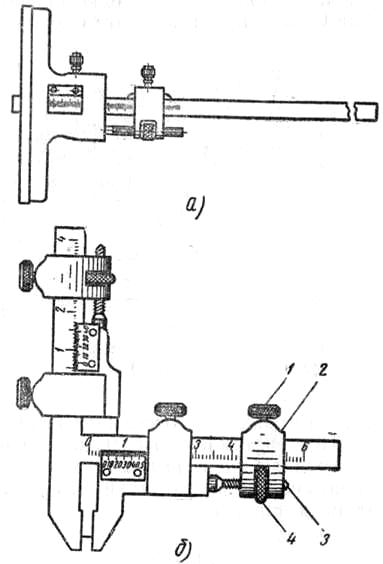 2.10. Угломер УГ-1 (рис.20) системы Семенова является универсальным, предназначенным для измерения наружных углов. Он состоит из основания, на котором имеется шкала от 0 до 120°, жестко соединенного с линейкой, подвижной линейки, хомутика, съемного угольника, нониуса и устройства микрометрической подачи. Угломер УГ-2 (рис. 21) состоит из основания, линейки основания, сектора, угольника, съемной линейки, хомутиков и нониуса. Этим угломером можно измерять наружные и внутренние углы. По основной шкале угломеров отсчитывают градусы, а по шкале нониуса — минуты. 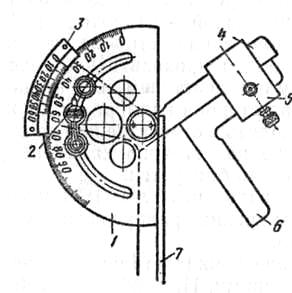 Рис. 20. Универсальный угломер системы Семенова 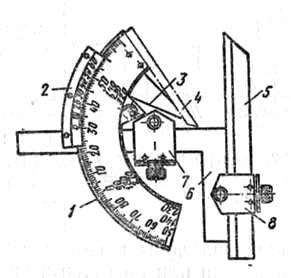 Рис. 21. Угломер УГ-2 3. Обслуживание и хранение контрольно-измерительного инструмента. Проверка контрольно-измерительного инструмента. Правила обращения с инструментом Контрольно-измерительные инструменты следует оберегать от ударов, загрязнения, перекосов при измерениях. Инструменты, имеющие забоины, заусенцы, царапины и другие дефекты на рабочих поверхностях и на шкалах, из обращения изымаются. Перед работой измерительные поверхности инструмента, как и проверяемые поверхности, насухо протирают и очищают от пыли и других частиц, которые могут повлиять на результат измерения. Инструмент, находящийся в использовании, после работы очищают от грязи, пыли и смазывают тонким слоем смазки ГОИ-54п. После работы в холодном месте необходимо, чтобы инструмент согрелся в месте хранения, затем следует его протереть насухо и смазать, как указано выше. Инструмент, подлежащий хранению, промывают бензином, протирают насухо, смазывают с помощью волосяной щетки смазкой ГОИ-54п, помещают в футляры и укладывают на стеллаж. При отсутствии нормальных условий хранения инструмент после смазки обертывают парафинированной бумагой. Хранение измерительных инструментов и уход за ними. Измерительные инструменты хранят в сухих теплых помещениях. Нельзя хранить инструменты в сырых помещениях или в помещениях с резкими колебаниями температуры, так как это повлечет за собой коррозию инструментов. Каждый инструмент должен иметь свое место. Простейшие инструменты хранят в шкафах, на стеллажах или подвешивают на стенах. Сложные инструменты, например микрометры, штангенциркули, калибры и т. п., хранят в специальных футлярах. Для предохранения от коррозии измерительные инструменты смазывают бескислотным вазелином или костяным маслом. Для длительного хранения инструмент обертывают промасленной бумагой в целях предохранения его от загрязнения и воздействия влажного воздуха. Перед работой мерительные поверхности инструмента промывают бензином и протирают чистой тряпкой, а после окончания работы снова протирают, затем смазывают и укладывают на свое место. Необходимо регулярно проверять измерительные инструменты при помощи точных контрольных приборов. Занятие 2. Проверка контрольно-измерительного инструмента. Измерение деталей штангенциркулем, микрометром и индикатором. 1. Проверка контрольно-измерительного инструмента. Правила обращения с инструментом Контрольно-измерительные инструменты следует оберегать от ударов, загрязнения, перекосов при измерениях. Инструменты, имеющие забоины, заусенцы, царапины и другие дефекты на рабочих поверхностях и на шкалах, из обращения изымаются. Перед работой измерительные поверхности инструмента, как и проверяемые поверхности, насухо протирают и очищают от пыли и других частиц, которые могут повлиять на результат измерения. Инструмент, находящийся в использовании, после работы очищают от грязи, пыли и смазывают тонким слоем смазки ГОИ-54п. После работы в холодном месте необходимо, чтобы инструмент согрелся в месте хранения, затем следует его протереть насухо и смазать, как указано выше. Инструмент, подлежащий хранению, промывают бензином, протирают насухо, смазывают с помощью волосяной щетки смазкой ГОИ-54п, помещают в футляры и укладывают на стеллаж. При отсутствии нормальных условий хранения инструмент после смазки обертывают парафинированной бумагой. Хранение измерительных инструментов и уход за ними. Измерительные инструменты хранят в сухих теплых помещениях. Нельзя хранить инструменты в сырых помещениях или в помещениях с резкими колебаниями температуры, так как это повлечет за собой коррозию инструментов. Каждый инструмент должен иметь свое место. Простейшие инструменты хранят в шкафах, на стеллажах или подвешивают на стенах. Сложные инструменты, например микрометры, штангенциркули, калибры и т. п., хранят в специальных футлярах. Для предохранения от коррозии измерительные инструменты смазывают бескислотным вазелином или костяным маслом. Для длительного хранения инструмент обертывают промасленной бумагой в целях предохранения его от загрязнения и воздействия влажного воздуха. Перед работой мерительные поверхности инструмента промывают бензином и протирают чистой тряпкой, а после окончания работы снова протирают, затем смазывают и укладывают на свое место. Необходимо регулярно проверять измерительные инструменты при помощи точных контрольных приборов. Для измерения и проверки размеров деталей токарю приходится пользоваться различными измерительными инструментами. Для не очень точных измерений пользуются измерительными линейками, кронциркулями и нутромерами, а для более точных — штангенциркулями, микрометрами, калибрами и т. д. Средства измерения (СИ), используемые в различных областях науки и техники, чрезвычайно многообразны. СИ можно классифицировать по двум признакам — по метрологическому назначению и по конструктивному исполнению. По метрологическому назначению все СИ подразделяются на два вида — рабочие СИ и эталоны. Рабочие СИ, предназначены для проведения технических измерений. По условиям применения они могут быть: лабораторными, используемыми при научных исследованиях, проектировании технических устройств, медицинских измерениях; производственными, используемыми для контроля характеристик технологических процессов, контроля качества готовой продукции, контроля отпуска товаров; полевыми, используемыми непосредственно при эксплуатации самолетов, автомобилей, морских судов и т. п.  Рис. 1. Классификация средств измерения и контроля по типу физических величин Эталоны являются высокоточными СИ, а поэтому используются для проведения метрологических измерений в качестве средств передачи информации о размере единицы. Эталон, утвержденный в качестве исходного для всей страны, называют государственным первичным эталоном. В целях проведения различных метрологических работ создаются вторичные эталоны: эталоны-свидетели, эталоны-копии, эталоны-сравнения, рабочие эталоны. Эталоны-свидетели предназначены для поверки сохранности и неизменности государственного эталона и для замены его в случае порчи или утраты. Эталоны-сравнения применяются для сличения эталонов, которые по каким-либо причинам не могут непосредственно сличаться друг с другом. Эталоны-копии используются для передачи размеров единиц рабочим эталонам. Наиболее распространенными эталонами (сотни тысяч единиц) являются рабочие эталоны. Рабочие эталоны разделяются по разрядам (1,2,3, иногда — 4). От рабочих эталонов низшего разряда размер передается рабочим средствам измерения (РСИ). РСИ обладает различной точностью измерений: точные РСИ при поверке получают размер от рабочих эталонов 1-го разряда; менее точные —от эталонов низшего, 3-го или 4-го разряда. С помощью РСИ выполняются измерения при контроле качества продукции, осуществляется получение информации, необходимой для управления технологическими процессами, контролируются характеристики инструмента и состояние оборудования. 2. Измерение деталей штангенциркулем, микрометром и индикатором.. 2.1. Штангенциркуль с точностью отсчета 0,1 мм Т очность измерения измерительной линейкой, кронциркулем, нутромером, как уже указывалось, не превышает 0,25 мм. Более точным инструментом является штангенциркуль (рис. 78), которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа.Штангенциркуль состоит из стальной штанги (линейки) 5 с делениями и губок 1, 2, 3 и 8. Губки 1 и 2 составляют одно целое с линейкой, а губки 8 и 3 — одно целое с рамкой 7, скользящей по линейке. С помощью винта 4 можно закрепить рамку на линейке в любом положении. Для измерения наружных поверхностей служат губки 1 и 8, для измерения внутренних поверхностей—губки 2 и 3, а для измерения глубины выточки —-стержень 6, связанный с рамкой 7. На рамке 7 имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом. Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм. Устройство нониуса. Рассмотрим, каким образом производится отсчет по нониусу у штангенциркуля с точностью 0,1 мм. Шкала нониуса (рис. 79) разделена на десять равных частей и занимает длину, равную девяти делениям шкалы линейки, или 9 мм. Следовательно, одно деление нониуса составляет 0,9 мм, т. е. оно короче каждого деления линейки на 0,1 мм. Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм; третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д. Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки. Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра. При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра. Н а рис. 79, б показано положение нониуса при измерении детали диаметром 6,5 мм. Действительно, нулевой штрих нониуса находится между шестым и седьмым штрихами измерительной линейки, и, следовательно, диаметр детали равен 6 мм плюс показания нониуса. Далее мы видим, что с одним из штрихов линейки совпал пятый штрих нониуса, что соответствует 0,5 мм, поэтому диаметр детали составит 6 + 0,5 = 6,5 мм.22.4. Прецизионный штангенциркуль Для работ, выполняемых с большей точностью, чем до сих пор рассмотренные, применяют прецизионный (т. е. точный) штангенциркуль. На рис. 81 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус. Длина шкалы нониуса (рис. 82, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00—0,98 = = 0,02 мм. Эта величина 0,02 мм обозначает ту точность, которую может обеспечить нониус рассматриваемого прецизионного штангенциркуля при измерении деталей. При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например (см. рис. 82, б), по линейке штангенциркуля нулевой штрих нониуса прошел 12 мм, а его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02 х 12 = 0,24 мм, то измеряемый размер равен 12,0 + 0,24 = 12,24 мм. На рис. 83 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм. Длина нониусной шкалы этого штангенциркуля, равная 39 мм, разделена на 20 равных частей, каждая из которых принимается за пять. Поэтому против пятого штриха нониуса стоит цифра 25, против десятого — 50 и т. д. Длина каждого деления нониуса равна Из рис. 83 видно, что при сомкнутых вплотную губках штангенциркуля только нулевой и последний штрихи нониуса совпадают со штрихами линейки; остальные же штрихи нониуса такого совпадения иметь не будут. Если сдвинуть рамку 3 до совпадения первого штриха нониуса со вторым штрихом линейки, то между измерительными поверхностями губок штангенциркуля получится зазор, равный 2—1,95 = = 0,05 мм. При совпадении второго штриха нониуса с четвертым штрихом линейки зазор между измерительными поверхностями губок будет равен 4—2 X 1,95 = 4 — 3,9 = 0,1 мм. При совпадении третьего штриха нониуса со следующим штрихом линейки зазор составит уже 0,15 мм. Отсчет на данном штангенциркуле ведется подобно изложенному выше. Прецизионной штангенциркуль (рис. 81 и 83) состоит из линейки 1 с губками 6 и 7. На линейке нанесены деления. По линейке 1 может передвигаться рамка 3 с губками 5 и 8. К рамке привинчен нониус 4. Для грубых измерений передвигают рамку 3 по линейке 1 и после закрепления винтом 9 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки 3, состоящей из винта и гайки 2 и зажима 10. Зажав винт 10, вращением гайки 2 подают микрометрическим винтом рамку 3 до плотного соприкосновения губки 8 или 5 с измеряемой деталью, после чего производят отсчет. 3. Штангенглубиномер Для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика служит специальный инструмент, называемый штангенглубиномером (рис. 80). Устройство штангенглубиномера сходно с устройством штангенциркуля. Линейка 1 свободно перемещается в рамке 2 и закрепляется в ней в нужном положении при помощи винта 4. Линейка 1 имеет миллиметровую шкалу, по которой при помощи нониуса 3, имеющегося на рамке 2, определяется глубина выточки или канавки, как показано на рис. 80. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем. 2.5. Микрометр Микрометр (рис. 84) применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой 2 и микрометрическим винтом (шпинделем) 3. Вращением барабана 6 шпиндель удаляется или приближается к пятке. Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка 7 с трещоткой. Вращая головку 7, мы будем выдвигать шпиндель 3 и поджимать деталь к пятке 2. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки, закрепляют при помощи поворота зажимного кольца (стопора) 4 полученное раскрытие микрометра и производят отсчет. Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5. На рис. 85 показано несколько измерений микрометром. Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, или часть оборота, то шпиндель переместится на Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле. На рис. 84 справа показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет. Барабан открыл 16 целых делений (половинка не открыта) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07 = 16,07 мм. Следует помнить, что микрометр — точный инструмент, требующий бережного отношения; поэтому, когда шпиндель слегка коснулся поверхности измеряемой детали, не следует больше вращать барабан, а для дальнейшего перемещения шпинделя вращать головку 7 (рис. 84), пока не последует звук трещотки. 2.6. Нутромеры Нутромеры (штихмасы) служат для точных измерений внутренних размеров деталей. Существуют нутромеры постоянные и раздвижные. Постоянный, или жесткий, нутромер (рис. 86) представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. Чтобы исключить влияние тепла руки, держащей нутромер, на его фактический размер, нутромер снабжают державкой (рукояткой). Для измерения внутренних размеров с точностью до 0,01 мм применяются микрометрические нутромеры. Устройство их сходно с устройством микрометра для наружных измерений. Головка микрометрического нутромера (рис. 87) состоит из гильзы 3 и барабана 4, соединенного с микрометрическим винтом; шаг винта 0,5 мм, ход 13 мм. В гильзе помещается стопор 2 и пятка/с измерительной поверхностью. Удерживая гильзу и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Отсчеты производят, как у микрометра. Пределы измерений головки штихмаса — от 50 до 63 мм. Для измерения больших диаметров (до 1500 мм) на головку навинчивают удлинители 5. Индикатор. Для контроля точности обработки на металлорежущих станках, проверки обработанной детали на овальность, конусность, для проверки точности самого станка применяют индикатор. Индикатор (рис. 97) имеет металлический корпус 6 в форме часов, в котором заключен механизм прибора. Через корпус индикатора проходит стержень 3 с выступающим наружу наконечником, всегда находящийся под воздействием пружины. Если нажать на стержень снизу вверх, он переместится в осевом направлении и при этом повернет стрелку 5, которая передвинется по циферблату, имеющему шкалу в 100 делений, каждое из которых соответствует перемещению стержня на 1/100 мм. При перемещении стержня на 1 мм стрелка 5 сделает по циферблату полный оборот. Для отсчета целых оборотов служит стрелка 4. При измерениях индикатор всегда должен быть жестко закреплен относительно исходной измерительной поверхности. На рис. 97, а изображена универсальная стойка для крепления индикатора. Индикатор 6 при помощи стержней 2 и 1 муфт 7 и 8 закрепляют на вертикальном стержне 9. Стержень 9 укрепляется в пазу 11 призмы 12 гайкой 10 с накаткой. Для измерения отклонения детали от заданного размера подводят к ней наконечник индикатора до соприкосновения с измеряемой поверхностью и замечают начальное показание стрелок 5 и 4 (см. рис. 97, б) на циферблате. Затем перемещают индикатор относительно измеряемой поверхности или измеряемую поверхность относительно индикатора. Отклонение стрелки 5 от ее начального положения покажет величину выпуклости (впадины) в сотых долях миллиметра, а отклонение стрелки 4—в целых миллиметрах. На рис. 98 показан пример использования индикатора для проверки совпадения центров передней и задней бабок токарного станка. Для более точной проверки следует установить между центрами точный шлифованный валик, а в резцедержателе — индикатор. Подведя кнопку индикатора к поверхности валика справа и заметив показание стрелки индикатора, перемещают вручную суппорт с индикатором вдоль валика. Разность отклонений стрелки индикатора в крайних положениях валика покажет, на какую величину следует передвинуть в поперечном направлении корпус задней бабки. С помощью индикатора можно также проверить торцовую поверхность детали, обработанной на станке. Индикатор закрепляют в резцедержателе взамен резца и перемещают вместе с резцедержателем в поперечном направлении так, чтобы пуговка индикатора касалась проверяемой поверхности. Отклонение стрелки индикатора покажет величину биения торцовой плоскости. |