Занятие Система ремонта и техниче ского обслуживания машин Виды и методы ремонта и их сущность. Виды и периодичность технического
 Скачать 5.01 Mb. Скачать 5.01 Mb.
|

|
1-й класс является самым точным из поименованных. Он применяется сравнительно редко, так как обработка деталей по этому классу стоит очень дорого. Им пользуются в точном машиностроении, когда требуется очень строгая определенность посадок, например при изготовлении деталей шарикоподшипников. 2-й класс имеет значительно большее распространение и применяется главным образом в точном машиностроении и приборостроении, в станкостроении и моторостроении, частично при изготовлении текстильных машин и т. п. Этот класс является в нашем машиностроении основным. 3-й класс точности применяется в тех случаях, когда требования, предъявляемые к определенности посадок, не так велики, как во 2-м классе, но должен быть сохранен требуемый характер каждой посадки. 4-й класс точности применяется для деталей, между которыми допустимы сравнительно большие зазоры или натяги и которые могут обрабатываться с большими допусками. 5-й класс точности предназначается для подвижных посадок, к которым не предъявляются высокие требования определенности характера сопряжений. Кроме того, этот класс предусматривается для свободных размеров, т. е. относящихся к несопрягаемым поверхностям деталей машин, и для точных заготовок. 7, 8 и 9-й классы применяются главным образом для свободных размеров, а также для заготовок, изготовляемых горячей штамповкой, литьем и т. п. В отдельных случаях применяются классы 2а — промежуточный между 2 и 3-м классами, а также 3а — промежуточный между 3 и 4-м. Они введены в систему допусков позднее и поэтому имеют такие обозначения. Классы точности, применяющиеся в машиностроении, обозначаются так: 1-й класс обозначается цифрой - 1 2-й класс обозначения не имеет 2а класс обозначается - 2а 3-й класс цифрой - 3 3а класс обозначается - 3а 4-й класс цифрой - 4 и т. д. Эти обозначения приписываются справа, несколько ниже обозначения основной детали системы или посадки. Таким образом, А5 обозначает основное отверстие 5-го класса, В1 — основной вал 4-го класса, С3 — скользящую посадку 3-го класса, Гг — глухую посадку 1-го класса и т. д. Посадки и основные детали систем 2-го класса точности как основного обозначаются без цифрового индекса, указывающего класс точности. Таким образом, буквы А и В обозначают основное отверстие и основной вал 2-го класса, буква Ш обозначает широкоходовую посадку 2-го класса, буква С — скользящую посадку этого же класса и т. д. Обозначения посадок и классов точности на чертежах проставляются сразу же за цифрой, указывающей размер, к которому относится данное обозначение. Посадки в разных классах точности. 2-й класс является основным, и в нем применяются все посадки, перечисленные на стр. 94, за исключением прессовой третьей (Пр3), прессовой второй (Пр2) и прессовой первой (Пр1). Обозначения этих посадок указаны там же. Число применяемых посадок в 1, 3-м и в других классах точности значительно меньше, чем во 2-м, и различно в системе отверстия и системе вала. В системе отверстия в 1-м классе применяются девять посадок, а именно: прессовая вторая (Пp21), прессовая первая (Пр11), глухая (Г1), тугая (Т1), напряженная (Н1), плотная (П1), скользящая (Cj), движения (Д1 ) и ходовая (Xj). В 3-м классе установлено шесть посадок: прессовая третья (Пр33), прессовая вторая (Ilp2s), прессовая первая (Пр13), скользящая (С,), ходовая (Х3) и широкоходовая (Ш3). 4-й класс содержит четыре посадки: скользящую (С4), ходовую (Х4), легкоходовую (Л4) и широкоходовую, (Ш4). В 5-м классе имеются всего только две посадки — скользящая (С5) и ходовая (Х5). 7, 8 и 9-й классы точности посадок не имеют ни в системе отверстия, ни а системе вала. Любое отверстие в этих классах обозначается соответственно А7, А8 или А9, а любой вал — В7, В8 или В9. Пример чертежа вала с указанием посадок для некоторых его поверхностей приведен на рис, 7. Практическое значение обработки деталей с обусловленными заранее предельными размерами. Изготовление деталей в таких условиях обеспечивает возможность их взаимозаменяемости.  Рис. 7. Чертёж вала с указанием на нём посадки. Взаимозаменяемостью деталей называется такое их свойство, при наличии которого сборка станка, машины и пр. происходит без какой-либо подгонки или подбора деталей, причем посадка, требующаяся в каждом отдельном сопряжении, получается именно такой, какой она должна быть в данном сопряжении. Необходимость пригонки отпадает благодаря тому, что действительные размеры деталей, поступающих в сборочный цех, находятся в пределах допуска, и детали не требуют дополнительной обработки. Выполнение характера посадки обеспечивается тем, что отклонения действительных размеров сопрягаемых деталей от номинальных, создающие характер посадки, обеспечиваются рабочим (или рабочими), обрабатывающим данные детали, а назначаются и указываются на чертеже детали конструктором, проектирующим машину, в состав которой входят эти детали. Достоинства взаимозаменяемости деталей мы наблюдаем постоянно. Всем известно, что любая деталь велосипеда заменяется новой без какой-либо пригонки, каждая электрическая лампочка ввертывается в любой патрон и т. д. Все сельскохозяйственные машины, начиная с плугов и кончая тракторами и комбайнами, состоят из взаимозаменяемых деталей, так как только при этом условии возможна быстрая замена сломанных или износившихся деталей машин без пригонки даже в полевой обстановке. В настоящее время почти вся продукция отечественного машиностроения, за исключением опытных образцов и отдельных сопряжений изделий серийного производства, изготавливается с обеспечением взаимозаменяемости деталей и сборочных единиц (узлов). 2. Назначение и классификация измерительного инструмента. Понятие о точности измерения. Измерительные инструменты являются приспособлениями, определяющими различные параметры изделий и предметов по размеру и геометрической форме, упругости и плотности, плоскостности и прямолинейности. Конструкция измерительных приборов различается по их целевому назначению. Измерительные инструменты могут наделяться различной точностью с целью получения необходимых измерений в данном диапазоне. Применяются они в разных сферах практической деятельности: в быту, при ремонтных работах, в строительстве и в промышленном производстве. Нутромеры, микрометры и штангенциркули являются основными разновидностями инструментов для снятия размеров. Уровни – это вспомогательные измерительные приспособления, которые применяются в строительстве. Нутромеры и штангенциркули относятся к универсальным (многофункциональным) измерительным инструментам и так же, как микрометры, предназначаются для точных измерений. Среди измерительных инструментов существует подразделение на разнообразные группы и подгруппы, которые формируются в зависимости от области применения. Микрометры и штангенциркули относятся к подгруппе раздвижных многомерных инструментов. Нутромеры – к подгруппе инструментов, предназначенных для перенесения определённых размеров на масштаб. При этом резьбовые микрометры так же ещё входят в группу инструментов, измеряющих винтовые нарезки, а штангенциркули - в группу инструментов, которыми измеряются и проверяются шестерни. Для измерения и проверки размеров деталей токарю приходится пользоваться различными измерительными инструментами. Для не очень точных измерений пользуются измерительными линейками, кронциркулями и нутромерами, а для более точных — штангенциркулями, микрометрами, калибрами и т. д. Средства измерения (СИ), используемые в различных областях науки и техники, чрезвычайно многообразны. СИ можно классифицировать по двум признакам — по метрологическому назначению и по конструктивному исполнению.  Рис. 1. Классификация средств измерения и контроля по типу физических величин По метрологическому назначению все СИ подразделяются на два вида — рабочие СИ и эталоны. Рабочие СИ, предназначены для проведения технических измерений. По условиям применения они могут быть: лабораторными, используемыми при научных исследованиях, проектировании технических устройств, медицинских измерениях; производственными, используемыми для контроля характеристик технологических процессов, контроля качества готовой продукции, контроля отпуска товаров; полевыми, используемыми непосредственно при эксплуатации самолетов, автомобилей, морских судов и т. п. Эталоны являются высокоточными СИ, а поэтому используются для проведения метрологических измерений в качестве средств передачи информации о размере единицы. Эталон, утвержденный в качестве исходного для всей страны, называют государственным первичным эталоном. В целях проведения различных метрологических работ создаются вторичные эталоны: эталоны-свидетели, эталоны-копии, эталоны-сравнения, рабочие эталоны. Эталоны-свидетели предназначены для поверки сохранности и неизменности государственного эталона и для замены его в случае порчи или утраты. Эталоны-сравнения применяются для сличения эталонов, которые по каким-либо причинам не могут непосредственно сличаться друг с другом. Эталоны-копии используются для передачи размеров единиц рабочим эталонам. Наиболее распространенными эталонами (сотни тысяч единиц) являются рабочие эталоны. Рабочие эталоны разделяются по разрядам (1,2,3, иногда — 4). От рабочих эталонов низшего разряда размер передается рабочим средствам измерения (РСИ). РСИ обладает различной точностью измерений: точные РСИ при поверке получают размер от рабочих эталонов 1-го разряда; менее точные —от эталонов низшего, 3-го или 4-го разряда. С помощью РСИ выполняются измерения при контроле качества продукции, осуществляется получение информации, необходимой для управления технологическими процессами, контролируются характеристики инструмента и состояние оборудования. По техническому назначению: мера физической величины — средство измерений, предназначенное для воспроизведения и (или) хранения физической величины одного или нескольких заданных размеров, значения которых выражены в установленных единицах и известны с необходимой точностью; измерительный прибор — средство измерений, предназначенное для получения значений измеряемой физической величины в установленном диапазоне; измерительный преобразователь — техническое средство с нормативными метрологическими характеристиками, служащее для преобразования измеряемой величины в другую величину или измерительный сигнал, удобный для обработки, хранения, дальнейших преобразований, индикации или передачи; измерительная установка (измерительная машина) — совокупность функционально объединенных мер, измерительных приборов, измерительных преобразователей и других устройств, предназначенная для измерений одной или нескольких физических величин и расположенная в одном месте измерительная система — совокупность функционально объединенных мер, измерительных приборов, измерительных преобразователей, ЭВМ и других технических средств, размещенных в разных точках контролируемого объекта и т. п. с целью измерений одной или нескольких физических величин, свойственных этому объекту, и выработки измерительных сигналов в разных целях; измерительно-вычислительный комплекс — функционально объединенная совокупность средств измерений, ЭВМ и вспомогательных устройств, предназначенная для выполнения в составе измерительной системы конкретной измерительной задачи. По степени автоматизации: автоматические; автоматизированные; ручные. По стандартизации средств измерений: стандартизированные; нестандартизированные. По положению в поверочной схеме: эталоны; рабочие средства измерений. По значимости измеряемой физической величины: основные средства измерений той физической величины, значение которой необходимо получить в соответствии с измерительной задачей; вспомогательные средства измерений той физической величины, влияние которой на основное средство измерений или объект измерений необходимо учитывать для получения результатов измерений требуемой точности. По измерительным физико- химическим параметрам: для измерения температуры; давления; расхода и количества; концентрации раствора; для измерения уровня и др. Класс точности — основная метрологическая характеристика прибора, определяющая допустимые значения основных и дополнительных погрешностей, влияющих на точность измерения. Погрешность может нормироваться, в частности, по отношению к: результату измерения (по относительной погрешности) в этом случае, по ГОСТ 8.401-80 (взамен ГОСТ 13600-68), цифровое обозначение класса точности (в процентах) заключается в кружок. длине (верхнему пределу) шкалы прибора (по приведенной погрешности) Для стрелочных приборов принято указывать класс точности, записываемый в виде числа, например, 0,05 или 4,0. Это число дает максимально возможную погрешность прибора, выраженную в процентах от наибольшего значения величины, измеряемой в данном диапазоне работы прибора. Так, для вольтметра, работающего в диапазоне измерений 0 — 30 В, класс точности 1,0 определяет, что указанная погрешность при положении стрелки в любом месте шкалы не превышает 0,3 В. Соответственно, среднее квадратичное отклонение s прибора составляет 0,1 В. Относительная погрешность результата, полученного с помощью указанного вольтметра, зависит от значения измеряемого напряжения, становясь недопустимо высокой для малых напряжений. При измерении напряжения 0,5 В погрешность составит 60 %. Как следствие, такой прибор не годится для исследования процессов, в которых напряжение меняется на 0,1 — 0,5 В. Обычно цена наименьшего деления шкалы стрелочного прибора согласована с погрешностью самого прибора. Если класс точности используемого прибора неизвестен, за погрешность s прибора всегда принимают половину цены его наименьшего деления. Понятно, что при считывании показаний со шкалы нецелесообразно стараться определить доли деления, так как результат измерения от этого не станет точнее. Следует иметь в виду, что понятие класса точности встречается в различных областях техники. Так в станкостроении имеется понятие класса точности металлорежущего станка, класса точности электроэрозионных станков (по ГОСТ 20551). Обозначения класса точности могут иметь вид заглавных букв латинского алфавита, римских цифр и арабских цифр с добавлением условных знаков. Если класс точности обозначается латинскими буквами, то класс точности определяется пределами абсолютной погрешности. Если класс точности обозначается арабскими цифрами без условных знаков, то класс точности определяется пределами приведённой погрешности и в качестве нормирующего значения используется наибольший по модулю из пределов измерений. Если класс точности обозначается арабскими цифрами с галочкой, то класс точности определяется пределами приведённой погрешности, но в качестве нормирующего значения используется длина шкалы. Если класс точности обозначается римскими цифрами, то класс точности определяется пределами относительной погрешности. Аппараты с классом точности 0,5 (0,2) начинают работать в классе от 5 % загрузки. а 0,5s (0,2s) уже с 1 % загрузки 3. Правила пользования штангенциркулем, микрометром, индикатором. Обслуживание и хранение контрольно-измерительного инструмента. 2.1. Измерительная линейка. Кронциркуль. Нутромер. 2.1.1. Измерительная линейка (рис. 2) служит для измерения длины деталей и уступов на них. Наиболее распространены стальные линейки длиной от 150 до 300 мм с миллиметровыми делениями.  Длину измеряют, непосредственно прикладывая линейку к обрабатываемой детали. Начало делений или нулевой штрих совмещают с одним из концов измеряемой детали и затем отсчитывают штрих, на который приходится второй конец детали. Возможная точность измерений с помощью линейки 0,25—0,5 мм. 2.1.2. Кронциркуль (рис. 75, а) — наиболее простой инструмент для грубых измерений наружных размеров обрабатываемых деталей. Кронциркуль состоит из двух изогнутых ножек, которые сидят на одной оси и могут вокруг нее вращаться. Разведя ножки кронциркуля несколько больше измеряемого размера, легким постукиванием об измеряемую деталь или какой-нибудь твердый предмет сдвигают их так, чтобы они вплотную касались наружных поверхностей измеряемой детали. Способ переноса размера с измеряемой детали на измерительную линейку показан на рис. 76. 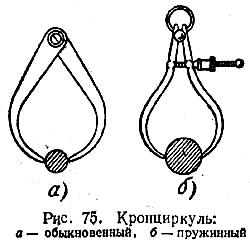 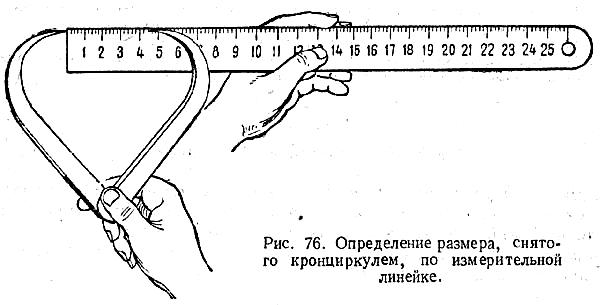 На рис. 75, 6 показан пружинный кронциркуль. Его устанавливают на размер при помощи винта и гайки с мелкой резьбой. Пружинный кронциркуль несколько удобнее простого, так как сохраняет установленный размер.  |