Ответы ИПП. 1 Основные трудовые права работников в соответствии с Конституцией Российской Федерации каждый имеет право на труд
 Скачать 24.44 Mb. Скачать 24.44 Mb.
|

400 м3/ч. Стойкость водоохлаждаемой части свода на высокомощных печах достигает (2000–4000) плавок, стойкость центральной огнеупорной части около 200 плавок, после чего ее заменяют. Скорость движения воды во избежание выпадения накипи в трубах панелей должна быть более 2 м/с, с этой же целью необходимо применять химически очищенную воду.
500 мм). |
| Печь | ДСП-100И6* | ДСП-100И7* ДСП-100И8 | ДСП-БМЗ* |
| Диаметр ванны на уровне порога рабочего окна, мм | 5550 | 5400 | 5150 |
| Глубина ванны, мм | 1100 | 1365 | 1320 |
| Высота рабочего пространства (от порога до верха стен), мм | 2070 | 2450 | 2600 |
Для новых водоохлаждаемых печей характерно также увеличение высоты рабочего пространства, и тем самым его объема с целью улучшения возможности загрузки печи в один прием (одной корзиной).
Сифонный и эркерный выпуск. Современная отечественная печь вместимостью 100 т с сифонным выпуском (ДСП-100И7) представлена на (рис. 16); схема печи с эркерным выпуском – на (рис. 17). Сифонный выпуск металла производят через образованное периклазовыми трубками (блоками) 9 наклонное отверстие, располагаемое в кладке откоса с противоположной от рабочего окна стороны и так, чтобы его начало было заглублено в металл. В процессе плавки и при наклоне печи во время выпуска граница металл – шлак находится выше уровня отверстия и поэтому шлак в него не попадает, т.е. обеспечивается выпуск стали без шлака.
Рис. 16. Печь с сифонным выпуском металла и водоохлаждаемыми стенами:
1 – нижняя часть кожуха; 2 – ребро жесткости (стальная пластина); 3 – фланец; 4, 5, 6 – трубы; 7 – кладка низа стен; 8 – стеновая водоохлаждаемая панель;
9 – трубки из периклаза
Печь с эркерным выпуском имеет с противоположной от рабочего окна стороны выступ (эркер) 6, в котором во время плавки находятся металл и шлак.
В дне эркера выполнено сталевыпускное отверстие 7. Дно с отверстием расположено на такой высоте, что для слива металла достаточен наклон печи на (10–12)°.
Стены эркера выложены из магнезитового кирпича, дно выполнено так же, как и под печи; сверху эркер закрыт съемным трубчатым водоохлаждаемым сводиком 5, при снятии которого обеспечивается доступ сверху к выпускному отверстию. Последнее выполнено из периклазовых трубок; после выпуска очередной плавки его перекрывают снизу графитовой плитой, а сверху в него засыпают магнезитовый порошок. Прижатие графитовой плиты обеспечивают рычагом, который может быть отвернут от отверстия вбок или вниз. Для выпуска стали отводят рычаг с графитовой плитой, из отверстия высыпается магнезитовый порошок и сталь вытекает через отверстие без шлака (рис.17).
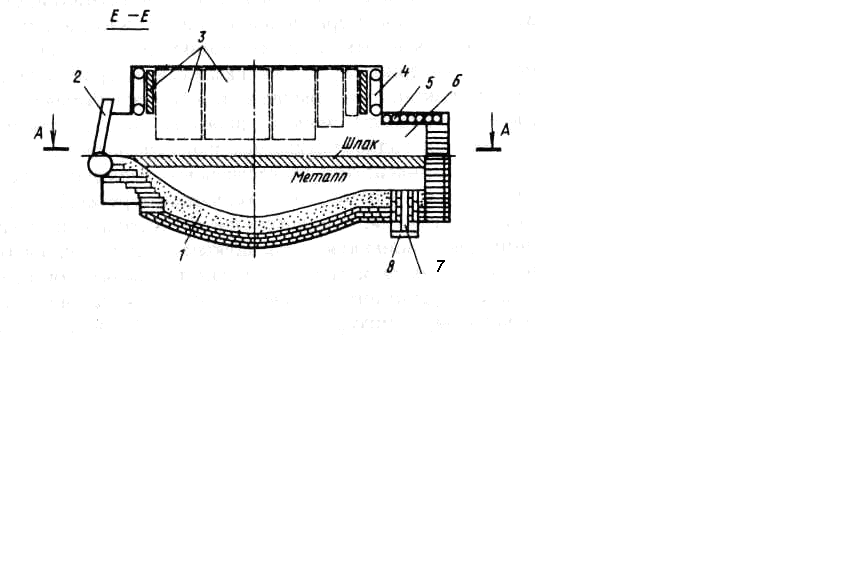
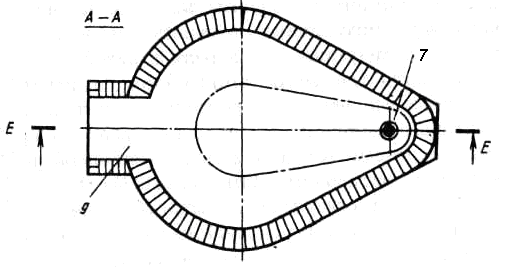
Рис. 17. Печь с эркерным выпуском:
1 – утолщенный набивной слой пода; 2 – заслонка; 3 – стеновая панель; 4 – трубчатый каркас стен; 5 – сводик эркера; 6 – эркер; 7 – сталевыпускное отверстие;
8 – запорная пластина; 9 – рабочее окно
Кожух водоохлаждаемых печей, как правило, цилиндрической формы (рис. 16) со сферическим днищем; иногда низ кожуха выполняют сужающимся. Кожух состоит из двух частей. Нижнюю его часть (рис. 16, 7), являющуюся опорой кладки пода, делают, как и на обычных печах из стальных листов. Верхнюю часть (выше порога рабочего окна), являющуюся опорой стеновых водоохлаждаемых панелей, выполняют в виде решетчатого каркаса. На отечественных печах он сделан из стальных труб и включает две кольцевые трубы 5 и 6 и ряд вертикальных труб 4, опирающихся на кольцевой фланец 3, служащий для соединения с кольцевым фланцем нижней части кожуха. Отказ от сплошного кожуха стенок вызван необходимостью обеспечить доступ снаружи к узлам крепления панелей и большому числу подводов и отводов воды к ним, а также обеспечить визуальный контроль панелей.
Футеровку пода (до верха откосов) часто выполняют так же, как на обычных печах (теплоизоляционный слой, кладка из магнезитового кирпича и набивной слой толщиной до 190 мм). На некоторых печах применяют набивной под с толщиной набивки до 500 мм (рис. 17). Низ стен над откосами делают из огнеупоров, чтобы исключить случайный контакт стеновых панелей с жидким металлом. Этот слой кладки имеет высоту (350–600) мм; в связи с близостью к высокомощным электрическим дугам его выполняют из высокостойких огнеупоров, например, периклазоуглеродистых.
Стеновые панели. Внутри решетчатого каркаса стен по всему его периметру закреплено от 8 до 16 водоохлаждаемых панелей (рис. 17, 3), каждая из которых имеет самостоятельные подвод и отвод воды. Во избежание случайного контакта с жидким металлом панели крепят так, чтобы расстояние от их низа до уровня порога рабочего окна составляло 350–500 мм. Над сталевыпускным отверстием, в сторону которого наклоняют печь, панели располагают выше, чем в остальных участках стен. Панели занимают (65–80) % площади стен печи; наибольшая площадь панелей у печей с эркерным выпуском, поскольку их можно располагать ближе к металлу, так как при выпуске печь наклоняют лишь на (10–12)°, тогда как печи с сифонным выпуском или через желоб – до 45°.
Известны три типа водоохлаждаемых панелей: литые, коробчатые кессонные и трубчатые. Ниже охарактеризованы некоторые, наиболее известные. Литые панели выполнены в виде плоского литого чугунного блока, внутри которого залита стальная трубка в виде змеевика для охлаждающей воды, а в поверхностный слой со стороны рабочего пространства вмонтированы огнеупорные кирпичи. Коробчатые панели, представляют собой сваренную из листов плоскую коробку с рядом перегородок внутри, заставляющих подаваемую воду циркулировать по траектории змеевика вдоль всей поверхности коробки так, чтобы не было застойных зон.
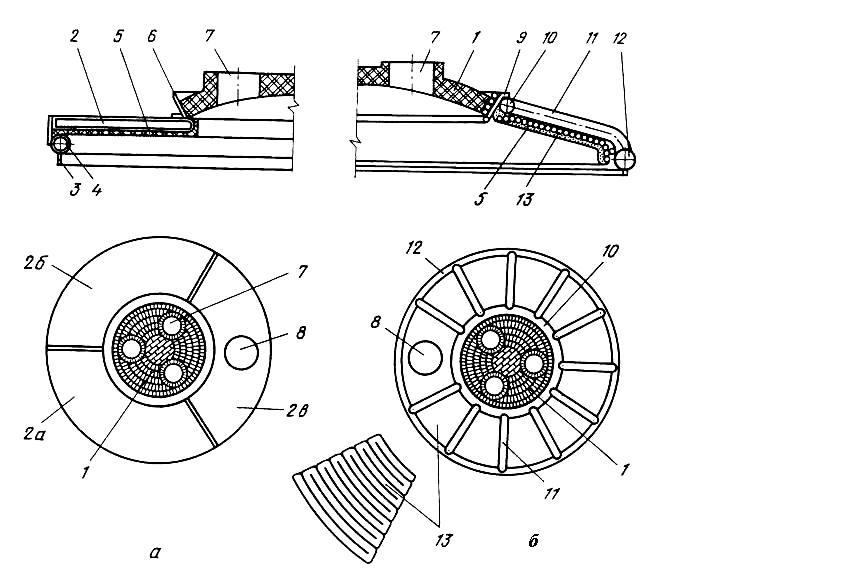
Распространены трубчатые панели; они отличаются надежностью, просты в изготовлении, позволяют работать при больших давлениях и скоростях движения воды, что предотвращает образование застойных зон. Применяемые на отечественных заводах трубчатые панели представлены на (рис. 18). Панель фирмы Крупп представляет собой (рис.18, а) ряд параллельных труб 1, в котором две соседние трубы сверху и снизу соединены приваренными штампованными переходниками (капами) 2, обеспечивающими поворот воды на 180°; патрубки 4 и 3 служат для подвода и отвода охлаждающей воды. Отечественную панель конструкции «Сибэлектротерм» (рис. 18, б) изготавливают из двух труб 5 и 6 диаметром (70–90) мм методом гибки без сварных швов. Трубу 5 на (рис. 18 отмечено штрихами) и трубу 6 отдельно изгибают по форме прямоугольной спирали с оставлением зазоров между ветвями, а затем их вставляют друг в друга, получая плоскую панель. Трубы скрепляют в одно целое с помощью привариваемых накладок 10. Один из вариантов устройства панелей предусматривает (рис. 18, б) подвод 8 и отвод 9 воды через периферийные концы труб и соединение концов труб 5 и 6 в центре панели с помощью патрубка 7. Эта панель по сравнению панелью фирмы Крупп обладает меньшим гидравлическим сопротивлением из-за отсутствия поворотов воды на 180°; более проста в изготовлении, так как не требуется сварки труб; более надежна в эксплуатации из-за отсутствия сварных швов, по которым обычно происходит разрушение.
На тепловоспринимающую поверхность всех панелей наносят слой теплоизолирующей огнеупорной массы с тем, чтобы уменьшить потери тепла через панель; для удержания этой массы к поверхности приваривают большое число шлакодержаелей (штырей, уголков, крючков и т.п.). В процессе службы панелей на месте разрушающейся обмазки формируется гарнисаж, также являющийся теплоизолятором.
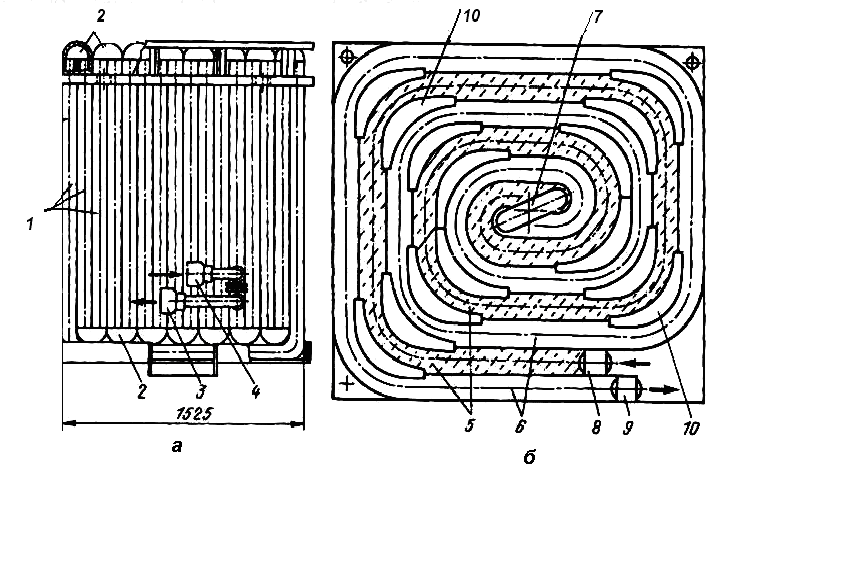
Рис. 18. Трубчатые стеновые водоохлаждаемые панели:
1 – трубы; 2 – переходники; 3 – патрубок; 4 – патрубок; 5 – труба; 6 – труба;
7 – патрубок; 8 – подвод; 9 – отвод;10 – накладки
Скорость движения воды должна быть более 2 м/с, чтобы не возникали застойные зоны, поскольку в них начинается кипение воды. При кипении выпадают соли жесткости и образующийся слой накипи замедляет теплоотвод, в результате чего панель в этом месте прогорает. Для предотвращения выпадения солей жесткости необходимо применять химически очищенную воду. Расход воды на оба вида трубчатых стеновых панелей составляет (5–9) м3/ч на 1 м2 поверхности панели, стойкость панелей достигает (2000–4000) плавок и более.
Водоохлаждаемые своды применяют в основном на высокомощных электропечах, имеющих, кроме того, водоохлаждаемые стены. Иногда такие своды используют на обычных печах, имеющих рабочее пространство из огнеупоров.
Большинство водоохлаждаемых сводов выполняют комбинированными. Периферийную часть делают водоохлаждаемой из металла, а центральную, через которую проходят электроды, из огнеупорного кирпича, чтобы предотвратить возможное короткое замыкание между электродами и металлической водоохлаждаемой частью свода. Обычно периферийная охлаждаемая часть занимает около 80 % поверхности свода, а центральная часть из огнеупоров – около 20 %.
Находят применение ряд разновидностей водоохлаждаемых сводов. Они различаются формой поперечного сечения (плоские, куполообразные, выпуклые в виде усеченной пирамиды). устройством основных водоохлаждаемых элементов (трубчатые, коробчатые с циркуляцией воды внутри коробки, спрейерным охлаждением рабочей поверхности), формой (в плане) центральной огнеупорной части. Эта часть может иметь в плане круглую форму, как на (рис. 19), или же дельтовидную форму (форму треугольника) с отверстиями для электродов, располагаемыми в углах этой огнеупорной части. При дельтовидной конфигурации огнеупорной части уменьшается ее площадь, т.е. возрастает площадь водоохлаждаемой части свода. Две разновидности комбинированных водоохлаждаемых сводов показаны на (рис. 19). Плоский коробчатый свод (рис. 19, а) имеет в качестве несущей основы водоохлаждаемое трубчатое сводовое кольцо 4. На кольцо опирается периферийная кольцевая коробчатая часть 2, составленная из трех отдельных полых секторов – 2а, 2б и 2в; в полость каждого из них заложен трубчатый змеевик с двумя рядами отверстий для подвода охлаждающей воды. В одном из секторов выполнено отверстие 8 для отсоса печных газов; к нижней поверхности периферийной части приварены стальные полосы или штыри для удержания слоя теплоизолирующей огнеупорной массы 5 или гарнисажа.
Центральная часть 1 свода с тремя отверстиями 7 для электродов имеет форму купола и установлена на периферийной части 2. Центральная часть набрана из периклазохромитовых кирпичей, опирающихся на неохлаждаемое стальное кольцо 6. К сводовому кольцу 4 приварен "нож" (кольцевая пластина) 3, входящий в песочный затвор при установке свода на печь.
Недостатками такой конструкции являются возникновение в больших по размерам секциях значительных термических напряжений, что вызывает разрушение сварных швов, а также малая скорость воды, омывающей нижний лист коробчатых секций, что может вызывает кипение воды в отдельных участках с выпадением накипи и к прогару здесь свода. Подобные своды применяют на печах с невысокомощными трансформаторами. Расход воды составляет