1 вопрос 2 часть. 1 вопрос 2 часть Производство концентрированных томатопродуктов
 Скачать 1.38 Mb. Скачать 1.38 Mb.
|

|
Организация производства макарон «Новинка».
Макаронные изделия характеризуются высокой питательностью, хорошей усвояемостью, простотой и быстротой приготовления из них блюд. В состав макаронных изделий входят (в %): усвояемые углеводы - 70-79, белки - 9-13, жиры - около 1,0, минеральные вещества - 0,5-0,9, клетчатка - 0,1-0,6, влага - до 13. Энергетическая ценность составляет в среднем 1,5-103 кДж на 100 г. Пищевая ценностъ их зависит от сорта муки и обогатительных добавок. Макаронные изделия содержат недостаточное количество таких незаменимых аминокислот, как лизин, метионин, треонин. С введением яичных продуктов содержание ихзначительно возрастает.
Подготовка компонентов. Подготовка муки состоит из смешивания, просеивания, магнитной очистки и взвешивания. Яичные и молочные добавки хранят в холодильных камерах. Так как яичная скорлупа часто бывает заражена бактериями, перед введением в тесто яйца дезинфицируют. Для этого их погружают в раствор 2 %-ный раствор хлорной извести, затем в 2 %-ный раствор питьевой соды, после чего промывают холодной водой. Во избежание попадания испорченных яиц яйца разбивают в отдельную посуду небольшими порциями (по 3-5 шт.). Полученную яичную массу процеживают через сито с ячейками не крупнее 3х3 мм. Подготовка яиц к производству на фабриках – операция сложная, поэтому в качестве яичных добавок чаще всего используют яичный порошок или меланж. Меланж – это замороженная смесь белка и желтка. Перед употреблением меланж размораживают, помещают банки в тёплую воду температурой 40-45 0С на 3-4 ч. Приготовление, замес теста и формование изделий. Количество воды, добавляемое в муку при замесе, составляет около ½ того количества, которое способны поглотить основные компоненты муки – крахмал и белок. Поэтому тесто требует длительного замеса (20-30 мин.). Замес теста, уплотнение полученной крошковатой массы и формование изделий осуществляют в шнековом прессе непрерывного действия. Тесто готовят в тестосмесителе. Тестосмесители могут быть одно-, двух-, трёх- и четырёхкорытными, каждое корыто представляет собой полуцилиндр. В последнем корыте тестосмесителя создаётся вакуум для удаления мельчайших пузырьков воздуха, наличие которых приводит к растрескиванию изделий. Оптимальный режим вакуумирования следующий: остаточное давление 10-40 кПа, длительность 5-7 мин. Для придания тесту однородной структуры его направляют в шнековую камеру пресса на формование. Сформировавшееся в шнековой камере тесто нагнетается в небольшое предматричное пространство, заканчивающееся матрицей, через отверстия которой оно выпрессовывается под давлением 10-12 МПа. Для формования макаронного теста применяют два способа: прессование и штампование, причём в основе последнего лежит получение ленты теста, из которой затем штампуют изделия сложной формы. Разделка сырых макаронных изделий. Разделка сырых макаронных изделий состоит из обдувки, резки и раскладки. Сырые изделия для быстрой подсушки обдуваются воздухом, который нагнетается из помещения цеха. Короткорезанные изделия режут двумя способами. В первом случае нож скользитпо поверхности матрицы или режет свисающую прядь на некотором расстоянии от матрицы; во втором случае изделия режут после того, как они немного подсохнут. Сырые изделия подают к сушилкам понаклонным спускам или пневмотранспортом. Использование пневмотранспорта позволяет несколько подсушить продукт, что сокращает длительность сушки. Ддя раскладки сырых короткорезанных изделий применяют механические раскладчики (раструсчики), труба или транспортёр которых совершает колебательное движение над движущейся лентой сушилки, распределяя на ней продукт равномерным слоем толщиной 2-5 см. Сушка макаронных изделий. Сушку макаронных изделий проводят конвективным способом. Сушка с изменяющейся сушильной способностью воздуха применяется в современных ленточных конвейерных паровых сушилках непрерывного действия КСА-80, СПК-30, СПК-45, СПК-90, используемых для сушки коротких изделий. Сушилка подобного типа представляет собой тоннель, внутри которого друг над другом располагаются четыре или пять транспортёров с находящимися на них изделиями. Транспортёры движутся в противоположных направлениях, при этом продукт последовательно пересыпается с верхних лент на нижние и обдувается воздухом, нагретым в калориферах. Калориферы располагаются между верхней и нижней лентами каждого транспортёра. Продолжительность сушки 30-90 мин в зависимости от размера изделий. Свежий воздух подогревается нижним калорифером до 50-60 0С и имеет относительную влажность 15-20 %. Проходя через слой изделий на нижней ленте, воздух отдаёт часть теплоты и увлажняется. Поднимаясь вверх, он подогревается вторым калорифером до той же температуры, проходит через слой изделий на следующей ленте и т.д. В результате на выходе из сушилки его температура достигает 40-50 0С, а относительная влажность 50-60 %, т.е. сушка ведётся воздухом с меняющейся сушильной способностью. Для смягчения режима сушки и повышения качества изделий устанавливают последовательно две сушилки. Первая выполняет роль предварительной, а вторая – окончательной сушилки. Общая продолжительность сушки 1-3 часа, в том числе в предварительной камере 0,5 ч. Для получения быстроразваривающихся изделий применяют частичную гидротермическую обработку их после прессования или подсушку с последующей сушкой до стандартной влажности. Такая обработка ведёт к частичной денатурации белков и частичной клейстеризации крахмала, т.е. к предварительной частичной варке изделий, что снижает продолжительность варки в процессе приготовления. Охлаждение и упаковывание. Перед упаковыванием изделия необходимо медленно охладить в течение не менее 4 часов до температуры упаковочного отделения за счёт омывания воздухом с относительной влажностью 60-65 % и температурой 25-30 0С. В поточных линиях стабилизацию и охлаждение изделий проводят в стабилизаторах-накопителях, где одновременно создаётся запас 12-часовой выработки сушёных изделий. В остальных случаях используют виброохладители. Процесс упаковывания состоит из подачи изделий на упаковочные столы или в бункера; сортировки, проверки их на магнитных сепараторах; укладки в тару, включая уплотнения на вибраторе; взвешивания и маркировки. Фасование, т.е. упаковывание в потребительскую тару, проводят на автоматах или вручную. 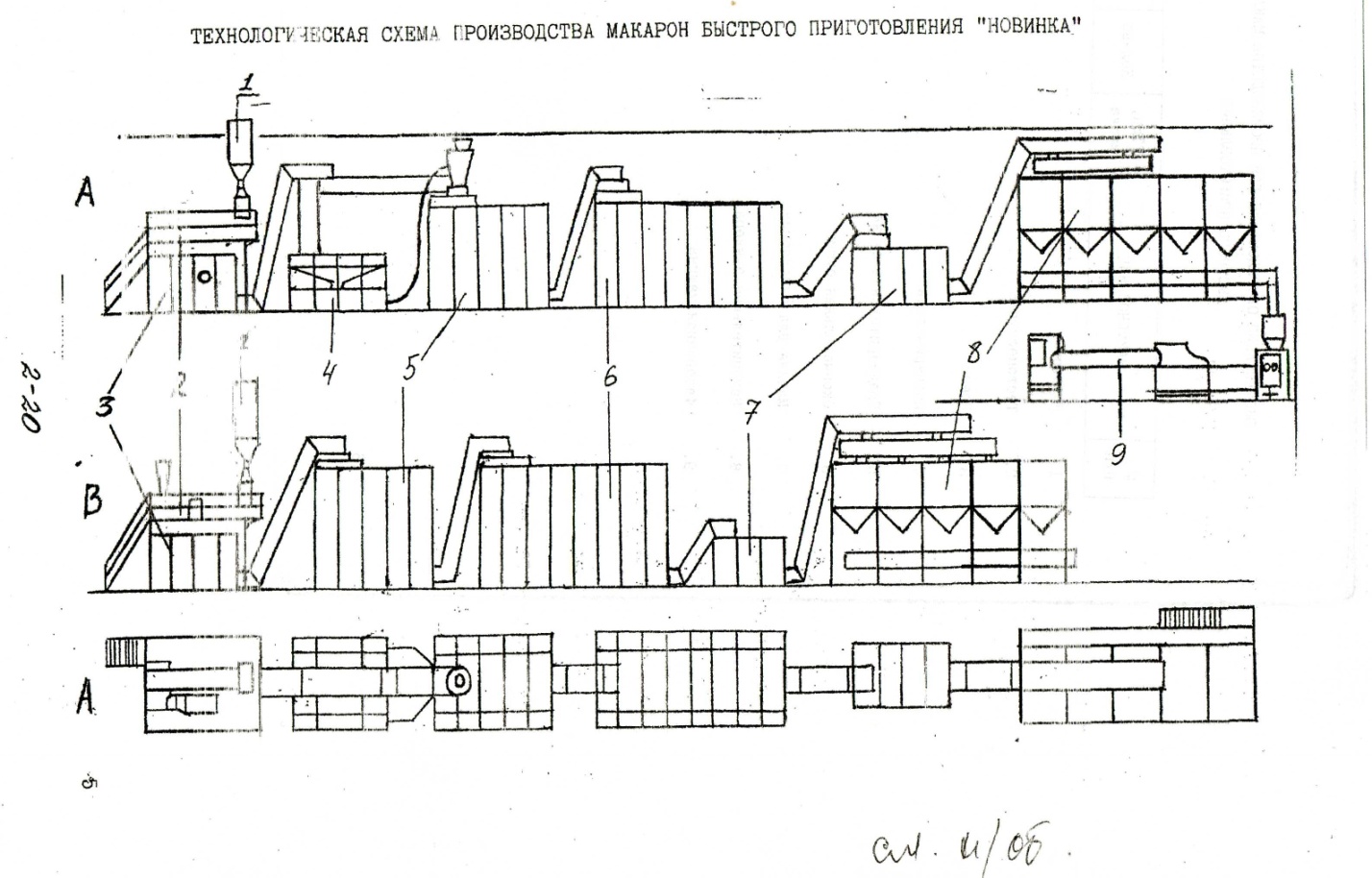
Цель — уплотнить замешенное тесто, превратить его в однородную связанную пластичную тестовую массу, а затем придать ей определенную форму, отформовать ее. Формование осуществляется продавливанием теста через отверстия, проделанные в металлической матрице. Форма отверстий матрицы определяет форму выпрессовываемых сырых изделий (полуфабриката). Например, отверстия круглого сечения будут давать вермишель, прямоугольного — лапшу и т.д. 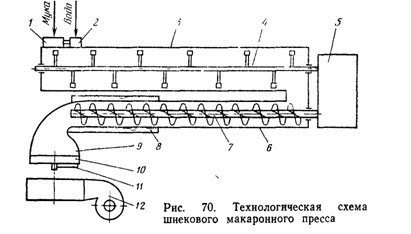 Тесто готовят в тестосмесителе, в первое корыто которого с помощью дозаторов 1 и 2 подают муку и воду. При выработке макаронных изделий с добавками после растворения в воде или после приготовления водной эмульсии последние поступают в тестосмеситель 3 из дозатора для воды. Тестосмесители могут быть одно-, двух-, трёх- и четырёхкорытными, каждое корыто представляет собой полуцилиндр, внутри которого вращается вал 4. Лопасти вала расположены под углом к его оси, что обеспечивает продвижение теста вперёд и отбрасывание его назад. Это создаёт благоприятные условия для набухания муки за счёт длительного перемешивания. В последнем корыте тестосмесителя создаётся вакуум для удаления мельчайших пузырьков воздуха, наличие которых приводит к растрескиванию изделий. При сушке полуфабриката, предварительно уплотнённого при большом давлении на стадии прессования, происходит уменьшение линейных размеров теста. Пузырьки воздуха, находящиеся в нём в сжатом состоянии, при нагревании расширяются и разрушают микроструктуру изделия. При интенсивных режимах сушки микротрещины могут привести к резкому увеличению количества растрескавшихся изделий, одновременно снизить их транспортабельность. Наличие воздушных включений приводит к появлению белёсого оттенка, что ухудшает цвет изделий и снижает потери сухих веществ при варке. Оптимальный режим вакуумирования следующий: остаточное давление 10-40 кПа, длительность 5-7 мин. Для придания тесту однородной структуры его направляют в шнековую камеру 6 пресса на формование. Тесто подхватывается витками шнека 7, выполняющего роль транспортирующего механизма, перемещающего сыпучий продукт, а затем уплотняется, становясь вязкой, упругопластичной массой. Вал 4 и шнек 7 приводятся в движение от приводного редуктора 5. Сформировавшееся в шнековой камере 6 тесто нагнетается в небольшое предматричное пространство 9, заканчивающееся матрицей 10, через отверстия которой оно выпрессовывается под давлением 10-12 МПа. Перед матрицей происходит послойное перемещение теста вперёд и назад. Это ведёт к переходу механической энергии движения отдельных слоёв в тепловую, в результате чего тесто приобретает большую пластичность, его температура повышается на 10-12 0С. Для поддержания оптимальной температуры (55 0С) теста перед матрицей шнековая камера снабжена водяной рубашкой 8.
Сушка с изменяющейся сушильной способностью воздуха применяется в современных ленточных конвейерных паровых сушилках непрерывного действия КСА-80, СПК-30, СПК-45, СПК-90, используемых для сушки коротких изделий. Сушилка подобного типа представляет собой тоннель, внутри которого друг над другом располагаются четыре или пять транспортёров с находящимися на них изделиями. Транспортёры движутся в противоположных направлениях, при этом продукт последовательно пересыпается с верхних лент на нижние и обдувается воздухом, нагретым в калориферах. Калориферы располагаются между верхней и нижней лентами каждого транспортёра. Продолжительность сушки 30-90 мин в зависимости от размера изделий. Свежий воздух подогревается нижним калорифером до 50-60 0С и имеет относительную влажность 15-20 %. Проходя через слой изделий на нижней ленте, воздух отдаёт часть теплоты и увлажняется. Поднимаясь вверх, он подогревается вторым калорифером до той же температуры, проходит через слой изделий на следующей ленте и т.д. В результате на выходе из сушилки его температура достигает 40-50 0С, а относительная влажность 50-60 %, т.е. сушка ведётся воздухом с меняющейся сушильной способностью. Для смягчения режима сушки и повышения качества изделий устанавливают последовательно две сушилки. Первая выполняет роль предварительной, а вторая – окончательной сушилки. Общая продолжительность сушки 1-3 часа, в том числе в предварительной камере 0,5 ч. |