Диплом технология машиностроения. ЎясЈтЅЋь я ЏЈсЊ . 1Обзор и анализ способов получения заготовки и обоснование выбранного способа 7
 Скачать 0.94 Mb. Скачать 0.94 Mb.
|

Анализ требований к точности и шероховатости обрабатываемых поверхностей детали «Сопловой блок 8006»Требования точности и качество поверхности готовой детали зависит от условий работы детали. В связи с накапливаемой погрешностью при установке и обработке, в производстве требуется соблюдение технологического регламента на всех этапах обработки детали. Так же на точность и шероховатость влияет качество инструмента, точность оборудования, физико-химические, механические и другие свойства исходных материалов и заготовок. Неуказанная шероховатость  , значит показатель средне-арифметического значения профильного отклонения 6,3 мкм, что соответствует 4 классу шероховатости. Шероховатость поверхности , значит показатель средне-арифметического значения профильного отклонения 6,3 мкм, что соответствует 4 классу шероховатости. Шероховатость поверхности  соответствует 5 классу шероховатости. соответствует 5 классу шероховатости.Одним из важных требований для изготовления детали является допуск симметричности паза относительно наружного диаметра. От данного параметра зависит точность дальнейшего закрепления и расположения детали, а в последствии точность расположения отверстий. Допуск радиального биения – разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной к базовой оси. Радиальное биение внутренней поверхности Ø264H11 относительно базы Б – 0,05мм. Позиционный допуск – это наибольшее допускаемое отклонение реального расположения элемента, оси, плоскости симметрии от его номинального положения. Позиционный допуск двенадцати отверстий Ø0,1 мм относительно базы А. Обоснование выбора черновых и чистовых технологических базПри разработке технологического процесса механической обработки одним из важнейших критериев является правильное базирование заготовки. От изначально верного расположения заготовки относительно станка, приспособления и режущего инструмента зависит точность размеров, точность и погрешности геометрической формы, а так же позиционные допуски и допуски взаимного расположения обработанных поверхностей. Данная задача решается путем назначения соответствующих баз, которые делятся на черновые и чистовые базы. Черновые базы – это необработанные поверхности заготовки, которые используются для её базирования на первых операциях механической обработки. Чистовые базы – многократно используемые для базирования в ходе ТП обработанные поверхности заготовки. При обработке рекомендуется использовать один и тот же комплект технологических баз на всех этапах механической обработки детали. Изменение или назначение новых баз для обработки приводит к увеличению размерных цепей, и, как следствие, к накоплению погрешностей и увеличению общего размера обработанной детали. При выборе черновых баз следует учитывать несколько основных правил: - черновые базовые поверхности должны быть использованы только один раз, обеспечив получение чистовых базовых поверхностей; - Черновые базирующие поверхности должны иметь достаточные размеры для обеспечения устойчивой установки с максимальной жесткостью; - Черновые базирующие поверхности должны быть по возможности ровными и чистыми, не иметь литников, облоя и дефектов. - Поверхности, принимаемые за черновые базы, должны иметь наиболее точное расположение в заготовке относительно других поверхностей. Так же важным критерием является совмещение технологической и конструкторской базы. Особенностью данного принципа является то, что точность обработанной поверхности не зависит от тех размеров, которые были получены на предыдущих операциях. Несоблюдение этого принципа приводит к необходимости пересчёта размеров, определяющих взаимное расположение поверхностей. При этом возможно появление дополнительной погрешности обработки, а, следовательно, и необходимость применения дополнительных операций для уменьшения данной погрешности. Это может привести к снижению производительности обработки, удлинению технологического процесса и увеличению себестоимости изготовления детали. На первой операции обработки детали «Сопловой блок 8006» выбираем черновую базу. В данном случае черновой базой является цилиндрическая поверхность 1 и левый торец. 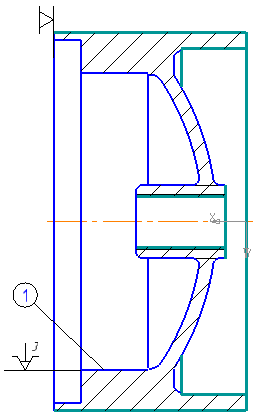 Рисунок 3.1 – Схема черновых баз При дальнейшей обработке за чистовые базы принимается наружный диаметр и две внутренние цилиндрические поверхности справа и слева. |