2 Организация производства на поточной линии по обработке детали Вилка карданного вала 1 Расчет такта поточной линии
 Скачать 138.71 Kb. Скачать 138.71 Kb.
|

2.7 Расчет производственной мощности поточной линииПроизводственная мощность - это максимально возможный выпуск продукции в номенклатуре и ассортименте планового года, при полном использовании производственного оборудования с учетом намечаемых мероприятий по внедрению передовой технологии производства и научной организации труда. Производственная мощность поточной линии по обработке детали определяется на основании производственной мощности оборудования установленного на третьей операции. Производственная мощность оборудования, установленного на операциях рассчитывается по формуле:  (2.10)  где  действительный фонд работы оборудования, ч; действительный фонд работы оборудования, ч;  нормы штучного времени на операцию, мин/шт.; нормы штучного времени на операцию, мин/шт.;  принятое число оборудования. принятое число оборудования.     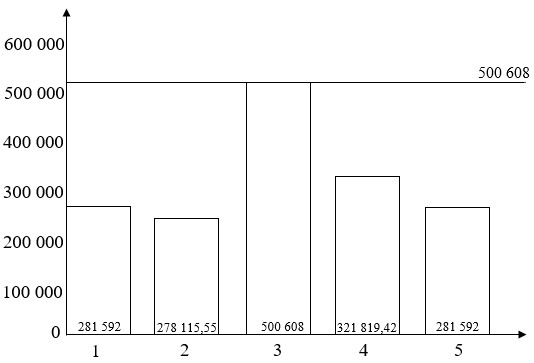 Рисунок 2.1 – «Широкие» и «узкие» места При наличии «узких мест» в производстве предусматриваются мероприятия, позволяющие устранить их путем: пересмотра технологических маршрутов и режимов обработки; совершенствования организации труда; введения дополнительных смен; модернизации оборудования, материального стимулирования работы. Степень использования производственной мощности характеризуют коэффициент использования производственной мощности (Кипм) и коэффициент загрузки оборудования (Кз.о.), которые рассчитываются по формулам: (2.11)  где ПП - годовая производственная программа, шт;   (2.12) где Тпр.п- трудоемкость производственной программы, мин.  принятое число рабочих мест; действительный фонд рабочего времени работы поточной линии за вычетом регламентированных перерывов. принятое число рабочих мест; действительный фонд рабочего времени работы поточной линии за вычетом регламентированных перерывов. 2.8 Расчет потребности в режущем инструментеПри массовом и крупносерийном типах производства расходное количество режущего инструмента определяется по формуле: (2.13)  где  годовая программа выпуска продукции, шт.; годовая программа выпуска продукции, шт.; норма машинного времени на одну деталь, мин/шт.; норма машинного времени на одну деталь, мин/шт.;  нормы износа инструмента, ч.; нормы износа инструмента, ч.;  коэффициент случайной убыли инструмента коэффициент случайной убыли инструмента  количество одновременно применяемого инструмента, шт. количество одновременно применяемого инструмента, шт.          Таблица 2.5- Расчет потребности в инструменте на годовую программу
|