«вал быстроходный БВ-3». Документ Microsoft Office Word. 2. Техническая часть Выбор типа производства
 Скачать 1.55 Mb. Скачать 1.55 Mb.
|

|
2. Техническая часть 2.1. Выбор типа производства 2.1.1 Расчёт объёма выпуска и размера партии деталей Объем выпуска характеризует примерное количество машин, сборочных единиц, деталей, заготовок подлежащих выпуску в течение планируемого периода времени (год, квартал, месяц). Годовой объем выпуска деталей «вал быстроходный БВ-3» можно определить по формуле: NД = NСЕ∙n∙(1+  ), (1) ), (1)где NСЕ = 1000 – годовой объём выпуска СЕ «вал быстроходный БВ-3», n = 1 – количество деталей «вал быстроходный БВ-3» в СЕ; β = 0% – процент запасных деталей. NД = 1000∙1∙(1+  ) = 1000 ) = 1000Принимаем NД = 1000 шт. Такт выпуска деталей можно определить по формуле: τВ.Д. =  , (2) , (2)где FД = 2010 ч – действительный годовой фонд времени работы оборудования в часах, τВ.Д. =  = 120,6 мин = 120,6 минПриближенно коэффициент закрепления операций можно вычислить по формуле: КЗО =  , (3) , (3)где tШТ.СР. – среднее штучное время. По заводскому технологическому процессу для операций механической обработки: t ШТ.СР. = 10,8 мин КЗО =  = 11,2 = 11,2Согласно рекомендациям ГОСТ 3.1108 – 74, КЗО = 10…20 соответствует среднесерийному типу производства. В связи с этим определяем тип производства как среднесерийный, который характеризуется достаточно большим объёмом выпуска с широкой номенклатурой изделий, изготовляемых повторяющимися партиями, что вызывает необходимость применения оборудования с высокой степенью механизации и автоматизации, но обладающего гибкостью, применения специальной технологической оснастки. Размер партии деталей можно определить по формуле: nД =  , (4) , (4)деталь вал конструкция технологический где tЗ = 21 день – срок, в течение которого должен храниться на складе запас деталей; Ф = 250 дней – число рабочих дней в году. nД =  = 84 = 84Принимаем размер партии деталей nД = 84 шт. Число запусков деталей в месяц: iрасч =  , (5) , (5)iрасч =  = 0,99 = 0,99Принимаем число запусков изделий в месяц i = 1. 2.1.2. Описание служебного назначения детали Деталь «вал быстроходный БВ-3» предназначена для приема от привода вращательного движения и преобразование его в возвратно- поступательное движение. Для обеспечения служебного назначения деталь «вал» имеет высокоточную поверхность диаметром 45k6 на которую устанавливается деталь «шатун». На поверхности диаметрами 30k6,20k6 устанавливаются шариковые подшипники наружные канавки диаметром 622 мм, в которые устанавливаются клиновые ремни. Для обеспечения служебного назначения деталь «вал» имеютcя высокоточные поверхности диаметром 30k6,20k6 предназначенные для установки подшипников, также на детали «вал» имеется канавка для установки стопорного кольца, шпоночный паз предназначенный для установки детали «маховик» Габаритные размеры детали «вал»: диаметр – 45 мм; ширина – 181 мм, масса 1,193 килограмм. Деталь имеет наружные поверхности симметричные относительно оси вращения, а также торцы, удобные для установки детали на станок. Деталь «вал» изготавливается из стали 40Х13 ГОСТ 5632-72 Свойствa материала представлены в таблице 2.1. Свойства стали 40Х13 Таблица 2.1
2.1.3. Анализ соответствия технических условий и норм точности назначению детали Проведем анализ соответствия технических условий и норм точности служебному назначению детали. Качественная оценка касается правильности формулировки технических условий, формы задания допустимых отклонений, достаточности норм точности и технических условий. Поверхности диаметрами 30к6, 20к6 с шероховатостью Rа =1,25 мкм и радиальным биением 0,006 мм является базовыми поверхностями, предназначены для установки подшипников и служащие для ориентирования детали. Наружная цилиндрическая поверхность диаметром 40к6 с шероховатостью Rа =1,25 мкм и радиальным биением 0,006 мм предназначена для установки детали «шатун» Торцевые поверхности с шероховатостью Rа =2,5 мкм и торцевым биением 0,006 мм предназначены для установки детали без перекоса. относительно цилиндрических поверхностей к которым они прилегают Шпоночный паз шириной 8-0,35 мм и глубиной 4-0,2мм предназначен для плотной установки шпонки. Канавка диаметром 37,5 предназначена для установки стопорного кольца Остальные поверхности являются свободными и предназначены для соединения основных и вспомогательных баз. Материал: углеродистая сталь 40Х13 термообработанная и обладающая высокой твердостью, износостойкостью и коррозионной стойкостью - соответствует конструктивным и прочностным характеристикам детали; Деталь подвергается термической обработке - улучшению для обеспечения твердости 28..32 HRСэ, при дальнейшей обработке некоторые поверхности заготовки подвергаются закалки токами высокой частоты, данное условие необходимо для обеспечения твердости 50..55 HRСэ. Остальные технические требования по ОСТ 3-3189-75. Отраслевой стандарт предусматривает ряд технических требований, предъявляемых к механической обработке и обеспечивающих требуемое качество. 2.1.4. Анализ технологичности конструкции детали Под термином технологичность понимают такое проектирование, которое при соблюдении всех эксплуатационных качеств, обеспечивает минимальную трудоспособность изготовления материалоемкость, себестоимость, а также возможность быстрого освоения выпуска изделий в заданном объеме и использование современных методов обработки и сборки. Конструкция детали, считается технологичной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий ее качество и удовлетворяющий служебному назначению. Такой технологический процесс, при соблюдении всех эксплуатационных качеств, обеспечивает минимальную трудоемкость изготовления, материалоемкость, себестоимость, а также возможность быстрого освоения выпуска изделий в заданном объеме и использование современных методов обработки. Технологичность – важнейшая техническая основа, обеспечивающая использование конструкторских и технологических резервов, для выполнения задач по повышению технико-экономических показателей изготовления и качества изделий. Технологичность конструкции деталей обуславливается: рациональным выбором исходной заготовки и материала; технологичностью формы детали; рациональной простановкой размеров; назначением оптимальной точности размеров. Эскиз детали с обозначением поверхностей требующих механической обработки показан на рисунке 2.1. 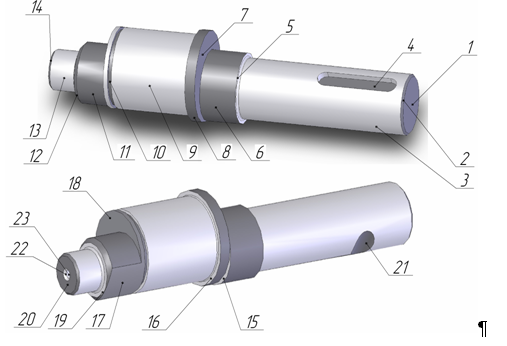 Рис. 2.1. Характеристика поверхностей детали «вал быстроходный БВ-3» Характеристика поверхностей детали «вал быстроходный БВ-3» Таблица 2.2.
Продолжение таблицы 2.2.
|