Анализ состояния техническое перевооружение участка цеха по обслуживанию и ремонту нкт 5
 Скачать 1.22 Mb. Скачать 1.22 Mb.
|

|
Содержание Введение 3 Анализ состояния техническое перевооружение участка цеха по обслуживанию и ремонту НКТ 5 Техническая часть 7 Назначение, техническая характеристика НКТ 7 Устройство и применение НКТ 10 Применение НКТ 12 Характерные отказы НКТ 14 Расчёт НКТ на прочность 17 Характеристика цеха по обслуживанию и ремонту НКТ 22 Оборудование цеха по обслуживанию и ремонту НКТ 30 Внедрение нового оборудования для обслуживания и ремонта НКТ. 46 Экономическая часть 49 Расчет экономического эффекта внедрения нового оборудования 49 Расчет экономической эффективности проекта 51 Сегментация рынка данной отрасли 55 Маркетинговая стратегия 58 Стратегия на развитие услуги 58 Безопасность жизнедеятельности 59 Вредные и опасные факторы производства 59 4.2 Методы и средства защиты от вредных и опасных факторов 61 4.3 Инструкции по технике безопасности и охране труда для работника цеха по обслуживанию и ремонту НКТ 64 4.4 Расчет освещения и вентиляции 65 4.5 Экологическая безопасность 70 4.6 Пожарная безопасность 71 5 Заключение 77 6 Список литературы 78 Аннотация В данной дипломной работе проведен анализ производственной деятельности участка по обслуживанию и ремонту насосно-компрессорных труб (НКТ) на предприятии нефтяного машиностроения, в части описания состояния с ремонтом НКТ, описания маркетинговой стратегии развития данного сегмента рынка, организации производственного процесса, разработки технологии ремонта НКТ, выбора инструмента, режимов обработки, типа оборудования, экономического обоснования внедрения нового оборудования или технологии, описания безопасных условий труда и экологических требований. Разработаны мероприятия по модернизации производственного процесса. Все предложенные мероприятия обоснованы, рассчитан общий экономический эффект, который получит предприятие в результате их реализации. ВВЕДЕНИЕ Рано или поздно в жизни любой насосно-компрессорной трубы (если она еще не рассыпалась от коррозии) наступает день, когда ее эксплуатация уже невозможна по причине сужения внутреннего диаметра или частичного разрушения резьбы. На переднем крае борьбы с вредными отложениями на НКТ и коррозией находятся нефтедобывающие компании. Не имея возможности повлиять на защитные качества уже находящихся в эксплуатации труб, нефтедобывающие компании либо отправляют такие трубы в лом, либо удаляют из НКТ все отложения и заново нарезают резьбу с помощью специального оборудования в составе ремонтных комплексов. Различные варианты оснащения таких цехов на ремонтных базах нефтедобывающих компаний предлагают несколько российских предприятий - НПП «Техмашконструкция» (Самара), «УралНИТИ» (Екатеринбург), Игринский трубно-механический завод (Игра) и др. В России 120 тыс. скважин, и чистят трубы далеко не везде. Кроме того, никакие методы очистки непосредственно на скважине не избавляют от постепенного загрязнения НКТ отложениями. Нефтяники на ремонтных базах эксплуатируют до 50 комплексов по очистке и ремонту НКТ – от самых примитивных до весьма совершенных. Данный дипломный проект является учебным документом, выполненным по учебному плану на завершающем этапе обучения в высшем учебном заведении. Это самостоятельная выпускная комплексная квалификационная работа, главной целью и содержанием которой является проектирование участка по обслуживанию и ремонту насосно-компрессорных труб (НКТ) на предприятии нефтяного машиностроения. Работа предусматривает решение маркетинговых, организационно-технических и экономических вопросов, защиты окружающей среды и охраны труда. Также, в работе ставится задача изучения и решения научно-технических проблем, имеющих важное производственное значение для развития современных технологий в области нефтяного машиностроения. В процессе работы над дипломным проектом студент обязан проявить максимум творческой инициативы и быть ответственным за содержание, объем и форму выполняемой работы. Целью данного дипломного проекта является разработка проекта участка по обслуживанию и ремонту насосно-компрессорных труб (НКТ) на предприятии нефтяного машиностроения. К задачам проекта относятся: - описание состояния проблемы; - описание маркетинговой стратегии развития данного сегмента рынка; - описание конструктивных особенностей НКТ; - описание производственного процесса, технологии ремонта НКТ, инструмента, оборудования; - разработка и экономическое обоснование комплекса мероприятий, направленных на повышение эффективности производственного процесса. - описания безопасных условий труда и экологических требований Анализ состояния техническое перевооружение участка цеха по обслуживанию и ремонту НКТ Защита насосно-компрессорных труб (НКТ) от коррозии и вредных отложений асфальтенов, смол и парафинов (АСПО) резко увеличивает срок их службы. Лучше всего это достигается применением труб с покрытиями, однако многие нефтедобытчики предпочитают «старый добрый» металл, игнорируя успехи российских новаторов. Не имея возможности повлиять на защитные качества уже находящихся в эксплуатации труб, нефтедобытчики применяют разные способы удаления АСПО, в первую очередь химический (ингибирование, растворение) как наименее затратный. С определенной периодичностью в затрубное пространство закачивается раствор кислоты, которая смешивается с нефтью и удаляет новообразования АСПО на внутренней поверхности НКТ. Химическая чистка также нейтрализует коррозионное разрушающее воздействие на трубу сероводорода. Такое мероприятие не мешает добыче нефти, а состав ее после реагирования с кислотой меняется незначительно. Кислотная и другие виды обработки НКТ, конечно, применяются для их текущей очистки на скважине, но ограниченно - в России 120 тыс. скважин, и чистят трубы далеко не. Кроме того, никакие методы очистки непосредственно на скважине не избавляют от постепенного загрязнения НКТ отложениями». Помимо химического метода очистки труб, иногда используется механический (скребками, опускаемыми на проволоке или штангах). Другие методы, а это депарафинизация с помощью волнового воздействия (акустического, ультразвукового, взрывного), электромагнитный и магнитный (воздействие на флюид магнитными полями), тепловой (прогрев НКТ горячей жидкостью или паром, электротоком, термохимическая депарафинизация) и гидравлический (штуцирование сечений трубопроводов для инициации выделения газовой фазы - специальными и гидроструйными устройствами) применяются еще реже ввиду их относительной дороговизны. Нефтяники на ремонтных базах эксплуатируют до 50 комплексов по очистке и ремонту НКТ – от самых примитивных до весьма совершенных, а значит, они востребованы. При сильном загрязнении или повреждении НКТ коррозией (в случае если нефтедобывающая компания не имеет соответствующего оборудования для их восстановления) трубы отправляются на ремонт в специализированную компанию. Трубы, не удовлетворяющие требованиям технических условий и не имеющие соответствующих параметров, отбраковываются. Пригодные для ремонта трубы подвергаются отрезке резьбовой части, которая изнашивается сильнее всего. Нарезается новая резьба, навинчивается новая муфта и маркируется. Восстановленные трубы увязываются в пакет и отправляются поставщику. Существуют различные технологии восстановления и ремонта НКТ. К наиболее современным относится технология восстановления и ремонта НКТ по технологии нанесения на резьбу твёрдого слоя специального антизадирного покрытия (НТС). Ремонт НКТ по технологии НТС осуществляется в соответствии с (ТУ 1327-002-18908125-06) и обеспечивает сокращение совокупных затрат на содержание фонда НКТ в 1,8 – 2 раза за счет: - восстановления резьбы у 70% труб без отрезания резьбовых концов и укорачивания тела трубы; - увеличения более чем в 10 раз (гарантии до 40 СПО для фондовой НКТ и свыше 150 СПО для технологической НКТ при условии соблюдения РД 39-136-95) ресурса износостойкости резьбы отремонтированных труб по сравнению с ресурсом резьбы новых труб; - сокращения в 2-3 раза объемов закупки новых НКТ за счет повышения ресурса восстановленных труб и сокращения отходов ремонтной деятельности. Техническая часть Назначение, техническая характеристика НКТ. Насосно-компрессорные трубы (НКТ) применяются в процессе эксплуатации нефтяных, газовых, нагнетательных и водозаборных скважин для транспортировки жидкостей и газов внутри обсадных колонн, а также для ремонтных и спускоподъемных работ. Трубы НКТ соединяются между собой при помощи муфтовых резьбовых соединений. Резьбовые соединения насосно-компрессорных труб обеспечивают: - проходимость колонн в стволах скважин сложного профиля, в том числе в интервалах интенсивного искривления; - достаточную прочность на все виды нагрузок и необходимую герметичность соединений колонн труб; - требуемую износостойкость и ремонтопригодность. Насосно-компрессорные трубы изготавливаются в следующих исполнениях и их комбинациях: - с высаженными наружу концами по ТУ 14-161-150-94, ТУ 14-161-173-97, АРI 5СТ; - гладкие высокогерметичные по ГОСТ 633-80, ТУ 14-161-150-94, ТУ 14-161-173-97; - гладкие с узлом уплотнения из полимерного материала по ТУ 14-3-1534-87; - гладкие, гладкие высокогерметичные с повышенной пластичностью и хладостойкостью по ТУ 14-3-1588-88 и ТУ 14-3-1282-84; - гладкие, гладкие высокогерметичные и с высаженными наружу концами коррозионностойкие в активных сероводородсодержащих средах, имеющие повышенную коррозионную стойкость при солянокислой обработке и являющиеся хладостойкими до температуры минус 60°С по ТУ 14-161-150-94, ТУ 14-161-173-97. По требованию заказчика трубы с узлом уплотнения из полимерного материала могут изготавливаться с повышенной пластичностью и хладостойкостью. По соглашению сторон трубы могут изготовляться коррозионностойкими для сред с низким содержанием сероводорода. Условный наружный диаметр: 60; 73; 89; 114мм Наружный диаметр: 60,3; 73,0; 88,9; 114,3мм Толщина стенки: 5,0; 5,5; 6,5; 7,0мм Группы прочности: Д, К, Е Насосно-компрессорные трубы гладкие и муфты к ним диаметром 73 и 89мм поставляются с треугольной резьбой (10 ниток на дюйм) или трапециидальной (НКМ, 6 ниток на дюйм) резьбой. Насосно-компрессорные трубы гладкие и муфты к ним диаметром 60 и 11 мм поставляются с треугольной резьбой. Длина труб: Исполнение А: 9,5 – 10,5м. Исполнение Б: 1 группа: 7,5 – 8,5м; 2 группа: 8,5 – 10м. По требованию трубы могут изготовляться – до 11,5м. Для выпуска насосно-компрессорных труб используются бесшовные горячедеформированные трубы. Перед нарезкой резьбы, насосно-компрессорные трубы проверяются магнитоиндукционным прибором неразрушающего контроля. Геометрические размеры, масса труб по ГОСТ 633-80. По требованию заказчика трубы могут изготовляться с отличительной маркировкой групп прочности труб по ТУ 14-3-1718-90. Проводятся обязательные испытания: на сплющивание, на растяжение, гидродавление. Трубы могут также изготовляться по следующим ТУ: ТУ 14-161-150-94, ТУ 114-161-173-97, АРI 5СТ. Трубы насосно-компрессорные и муфты к ним сероводородостойкие и хладостойкие. Трубы имеют повышенную стойкость к коррозионному разрушению при солянокислотной обработке скважин и являются хладостойкими до температуры минус 60С. Трубы изготовляются из стали марок: 20; 30; ЗОХМА. Испытания: на растяжение, на ударную вязкость, на твёрдость, гидроиспытание, сульфидное коррозионное растрескивание в соответствии с NACE TM 01-77-90. ТУ 14-161-158-95. Трубы насосно-компрессорные типа НКМ и муфты к ним с усовершенствованным узлом уплотнения. Трубы гладкие, высокогерметичные типа НКМ и муфты к ним с усовершенствованным узлом управления, применяемые для эксплуатации нефтяных и газовых скважин. Группа прочности Д. Методы испытаний по ГОСТ 633-80. ТУ 14-161-159-95. Трубы насосно-компрессорные и муфты к ним в хладостойком исполнении. Трубы гладкие, высокогерметичные группы прочности Е, предназначены для обустройства газовых месторождений северных районов Российской Федерации. Испытания: на растяжение, на ударную вязкость. Остальные методы испытаний по ГОСТ 633-80. API 5CT групп: H40, J55, N80, L80, C90, C95, T95, P110 с нанесением монограммы (лиц. 5CT-0427). Насосно-компрессорные стальные трубы ГОСТ 633-80 — Сортамент
Насосно-компрессорные трубы. Механические свойства
Устройство и применение НКТ. Конструктивно насосно-компрессорные трубы представляют собой непосредственно трубу и муфту, предназначенную для их соединения. Также существуют конструкции безмуфтовых насосно-копрессорных труб с высаженными наружу концами. 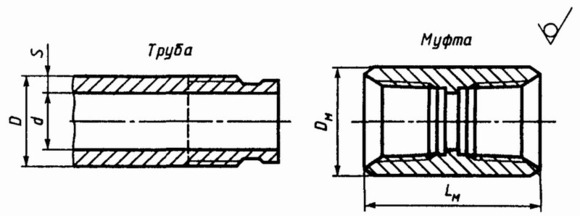 Гладкая высокогерметичная труба и муфта к ней - (НКМ) 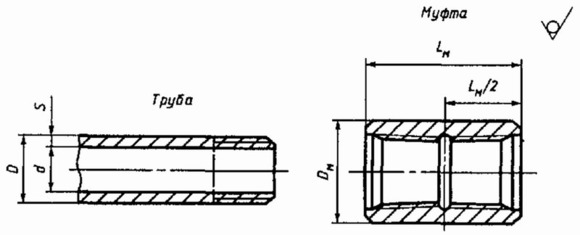 Гладкая насосно-компрессорная труба и муфта к ней 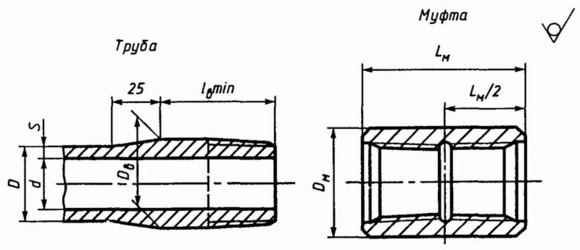 Насосно - компрессорная труба с высаженными наружу концами и муфта к ней- ( В ) 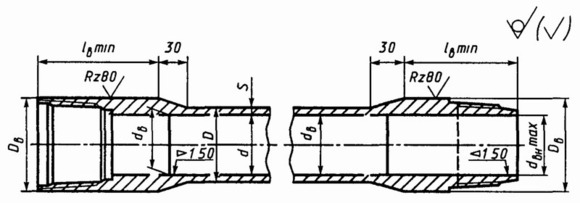 Насосно - копрессорные трубы безмуфтовые с высаженными наружу концами – НКБ 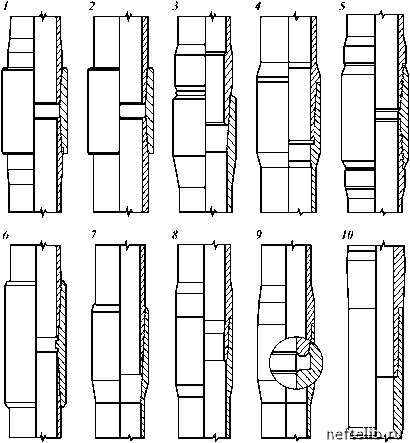 Рис. 2.2 Примеры соединения труб НКТ зарубежного производства 2.3 Применение НКТ Наиболее распространённое применение НКТ в мировой практике нашло при штанговом насосном способе добычи нефти, который охватывает более 2/3 общего действующего фонда. В России станки-качалки выпускаются по ГОСТ 5866-76, устьевые сальники - по ТУ 26-16-6-76, НКТ - по ГОСТ 633-80, штанги - по ГОСТ 13877-80, скважинный насос и замковые опоры - по ГОСТ 26-16-06-86. Возвратно-поступательное движение плунжера насоса, подвешенного на штангах, обеспечивает подъем жидкости из скважины на поверхность. При наличии парафина в продукции скважины на штангах устанавливают скребки, очищающие внутренние стенки НКТ. Для борьбы с газом и песком на приеме насоса могут устанавливаться газовые или песочные якоря. 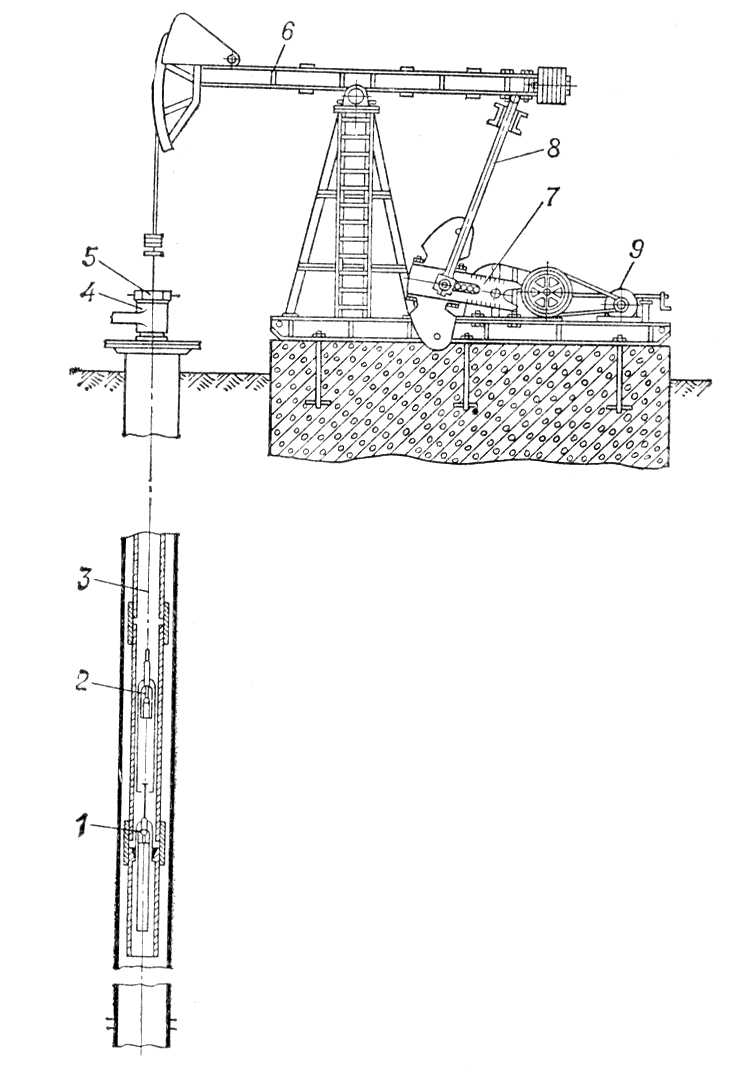 Рис. 2.3 Скважинная штанговая насосная установка (УСШН) Скважинная штанговая насосная установка (УСШН) состоит из станка-качалки 1, оборудования устья 2, колонны НКТ 3, подвешенных на планшайбе, колонны насосных штанг 4, штангового насоса вставного 6 или невставного 7 типа. Вставной насос 6 крепится в трубах НКТ с помощью замковой опоры 5. Скважинный насос спускается под уровень жидкости. |