Физике. физика. Электродинамика Электрические токи в металлах, вакууме и газах. Электрический ток в жидкостях
 Скачать 4.58 Mb. Скачать 4.58 Mb.
|

|
Ультразвуковые процессы с силовым воздействием на обрабатываемый материалприменяются для механической обработки твердых и сверхтвердых сплавов, диспергирования и эмульгирования, удаления поверхностных пленок и др.  Принципиальная схема ультразвуковой размерной обработки прошиванием (долблением) показана на рис. 17.3. При этом методе обработки происходит направленное разрушение твердых и хрупких материалов с помощью инструмента 3, колеблющегося с ультразвуковой частотой. Он оказывает на обрабатываемую поверхность 1 ударное воздействие посредством мельчайших зерен абразивного порошка 9, вводимого в виде суспензии 8 в зазор между торцом инструмента и изделием. Принципиальная схема ультразвуковой размерной обработки прошиванием (долблением) показана на рис. 17.3. При этом методе обработки происходит направленное разрушение твердых и хрупких материалов с помощью инструмента 3, колеблющегося с ультразвуковой частотой. Он оказывает на обрабатываемую поверхность 1 ударное воздействие посредством мельчайших зерен абразивного порошка 9, вводимого в виде суспензии 8 в зазор между торцом инструмента и изделием.Хотя производительность каждого удара ничтожно мала, производительность ультразвуковой обработки относительно высока, что обусловлено высокой частотой колебаний инструмента (16-30 кГц) и большим количеством зерен абразива (20-100 тыс/см3), движущихся одновременно с большим ускорением и ударяющих по обрабатываемой поверхности. Под ударами зерен абразива происходит скалывание мелких частиц материала изделия. Ультразвуковое диспергирование и эмульгирование происходят под действием, интенсивных ультразвуковых волн, вызывающих дробящее действие кавитации и турбулентное движение жидкостей. Этим методом удается получить стойкие эмульсии таких несмешивающихся обычными способами жидкостей, как вода и масло, ртуть и вода, бензол и вода и др. Ультразвуковая очистка металлических деталей от окалины, паст, смол, коррозии, обезжиривание, удаление заусениц и т.д. осуществляется за счет кавитации на поверхности детали, помещенной в ванну с источником ультразвуковых волн. Наиболее эффективна ультразвуковая очистка при удалении загрязнений из труднодоступных полостей, углублений и каналов, при очистке мелких деталей сложной конфигурации, оптических изделий и т.п. Интенсификация технологических процессов.Ультразвуковые колебания существенно изменяют ход некоторых химических процессов: полимеризация, электролиз, кристаллизация и т. п. В частности, обработка ультразвуком значительно ускоряет полимеризацию винил ацетата, эмульсий стирола, ацетальдегида и т.д. Интенсификация процесса полимеризации наблюдается лишь при определенной силе ультразвука. При ее снижении может начаться обратный процесс - деполимеризация. Это свойство ультразвуковых колебаний используется для управления реакциями полимеризации. Изменяя частоту и интенсивность ультразвуковых колебаний, можно обеспечить требуемую технологией необходимую скорость реакции. Ультразвуковые методы контроля.С помощью ультразвуковых колебаний можно непрерывно контролировать ход технологического процесса без проведения лабораторных анализов проб. Установив предварительно зависимость параметров звуковой волны от физических свойств среды, измеряя затем амплитуду колебаний частиц, интенсивность ультразвуковых колебаний или скорость звука, можно достаточно точно судить о состоянии среды и ее изменениях. По изменению энергии звуковой волны можно контролировать состав различных смесей, не являющихся химическими соединениями. Скорость звука в таких средах не изменяется, а наличие примесей взвешенного вещества влияет на коэффициент поглощения звуковой энергии. Это дает возможность определять процентное содержание примесей в исходном веществе. Ультразвуковые дефектоскопы применяются при неразрушающем контроле, например выявление дефектов в металлических отливках, изменения толщины стенок технологических установок и т.п. 7. Применение ультразвука для неразрушающего контроля изделий Физической основой ультразвуковой дефектоскопии является свойство ультразвуковых волн отражаться от несплошностей. Действие приборов ультразвукового контроля основано на посылке ультразвуковых импульсов и регистрации отраженных эхосигналов или ослабленных сигналов. Посылка ультразвуковых импульсов и прием эхо-сигналов производится пьезоэлементами (пьезоэлектрическими преобразователями), преобразующими переменное электрическое поле в акустическое поле и наоборот. В зависимости от типа дефекта ввод ультразвуковых волн осуществляется перпендикулярно или под определенным утлом к поверхности изделия. При контроле толщины стенки трубы и контроле дефектов, параллельных стенке трубы (расслоений, неметаллических включений), ультразвуковые колебания вводятся по нормали к поверхности трубы. При ручном контроле для этого используются прямые пьезопреобразователи-искатели. Толщина стенки трубы или расстояние до несплошности определяется путем измерения времени прохождения зондирующего (т.е. излучаемого в изделие) импульса от наружной до внутренней поверхности трубы или от наружной поверхности до несплошности и отраженного импульса в обратном направлении (5850 м/с для продольных волн). Существует несколько методов (схем) ультразвукового контроля. Наиболее распространенным является импульсный эхометод, или просто эхометод. Метод основан на регистрации ультразвуковых волн, отраженных от несплошности при импульсном прозвучивании. Амплитуда эхосигнала при этом пропорциональна площади несплошности, служащей отражателем. Ультразвуковой контроль проводится для выявления внутренних и выходящих на поверхность протяженных (ими могут быть: непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и не протяженных (ими могут быть: одиночные газовые поры, шлаковые включения) дефектов. Перед проведением контроля следует произвести очистку поверхности от изоляционного покрытия, пыли, грязи, окалины, застывших брызг металла, забоин и других неровностей и нанести контактную смазку. Контроль сварных соединений осуществляют путем перемещения (сканирования) ПЭП по поверхности околошовной зоны сваренных элементов параллельно сварному шву с одновременным возвратно-поступательным движением в направлении, перпендикулярном ему. Признаком обнаружения дефекта служит появление на поисковом уровне чувствительности эхо-сигнала на экране дефектоскопа. При появлении признаков обнаружения дефекта следует зафиксировать преобразователь в положении, при котором амплитуда наблюдаемого сигнала максимальна, и определить координаты и параметры дефекта. Дефекты по результатам ультразвукового контроля относят к одному из следующих видов: непротяженные (одиночные поры, компактные шлаковые включения); протяженные (трещины, непровары, несплавления, удлиненные шлаковые включения и поры); цепочки и скопления (цепочки и скопления пор и шлака - три и более дефекта). Акустические колебания и волны. Акустическими волнами называют колебания частичек среды в упругой среде. Различают четыре основных типа волн: продольные, поперечные поверхностные и нормальные волны.  Рис. 18. Продольная волна. Классификация методов контроля Известно много акустических методов неразрушающего контроля, некоторые из которых применяются в нескольких вариантах. Классификация акустических методов показана на рисунке 19. Их делят на две большие группы - активные и пассивные методы. Активные методы основаны на излучении и приеме упругих волн, пассивные - только на приеме волн, источником которых служит сам контролируемый объект. Активные методы делят на методы прохождения, отражения, комбинированные (использующие как прохождение, так и отражение), импедансные и методы собственных частот. Методы прохождения используют излучающие и приемные преобразователи, расположенные по разные или по одну сторону контролируемого изделия. Применяют импульсное или (реже) непрерывное излучение и анализируют сигнал, прошедший через контролируемый объект. В методах отражения используют как один, так и два преобразователя; применяют импульсное излучение. К этой подгруппе относят следующие методы дефектоскопии:  Рис. 19. Классификация акустических методов контроля Эхо-метод (рис. 20, а) основан на регистрации эхо-сигналов от дефекта. На экране индикатора обычно наблюдают посланный (зондирующий) импульс I, импульс III, отраженный от противоположной поверхности (дна) изделия (донный сигнал) и эхо-сигнал от дефекта II. Время прихода импульсов II и III пропорционально глубине залегания дефекта и толщине изделия. При совмещенной схеме контроля (рис. 20, а) один и тот же преобразователь выполняет функции излучателя и приемника. Если эти функции выполняют разные преобразователи, то схему называют раздельной. 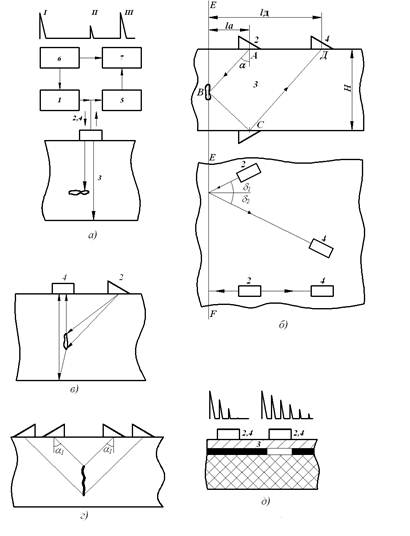 Рис. 20. Методы отражения: а - эхо; б – эхо - зеркальный; в - дельта-метод;г - дифракционно - временной; д - реверберационный: 1 - генератор; 2 - излучатель; 3 - объект контроля; 4 - приемник;5 - усилитель; 6 - синхронизатор; 7 – индикатор Эхо-зеркальный метод основан на анализе сигналов, испытавших зеркальное отражение от донной поверхности изделия и дефекта, т.е. прошедших путь АВСД (рис. 20, б). Вариант этого метода, рассчитанный на выявление вертикальных дефектов в плоскости ЕF, называют методом тандем. Для его реализации при перемещении преобразователей А и D поддерживают постоянным значение Дельта-метод (рис. 20, в) основан на приеме преобразователем для продольных волн 4, расположенным над дефектом, рассеянных на дефекте волн, излученных преобразователем для поперечных волн 2. Дифракционно-временной метод (рис. 20, г), в котором излучатели 2 и 2¢, приемники 4 и 4¢ излучают и принимают либо продольные, либо поперечные волны, причем могут излучать и принимать разные типы волн. Преобразователи располагают так, чтобы получать максимумы эхо-сигналов волн, дифрагированных на концах дефекта. Измеряют амплитуды и время прихода сигналов от верхнего и нижнего концов дефекта. Реверберационный метод (рис. 20, д) использует влияние дефекта на время затухания многократно отраженных ультразвуковых импульсов в контролируемом объекте. Например, при контроле клееной конструкции с наружным металлическим слоем и внутренним полимерным слоем дефект соединения препятствует передаче энергии во внутренний слой, что увеличивает время затухания многократных эхо-сигналов во внешнем слое. Отражения импульсов в полимерном слое обычно отсутствуют вследствие большого затухания ультразвука в полимере. В комбинированных методах используют принципы как прохождения, так и отражения акустических волн. Зеркально-теневой метод основан на измерении амплитуды донного сигнала. На рисунке 21, а отраженный луч условно смещен в сторону. По технике выполнения (фиксирует эхо-сигнал) его относят к методам отражения, а по физической сущности контроля (измеряют ослабление сигнала дважды прошедшего изделие в зоне дефекта) он близок к теневому методу. Эхо-теневой метод основан на анализе как прошедших, так и отраженных волн (рис. 21, б). В эхо-сквозном методе фиксируют сквозной сигнал I, сигнал II, испытавший двукратное отражение в изделии, а в случае появления полупрозрачного дефекта - также сигналы III и IV, соответствующие отражениям волн от дефекта и испытавших также отражение от верхней и нижней поверхностей изделия. Большой непрозрачный дефект обнаруживают по исчезновению или сильному уменьшению сигнала I, т.е. теневым методом, а также сигнала II. Полупрозрачные или небольшие дефекты обнаруживают по появлению сигналов III и IV, которые являются главными информационными сигналами. 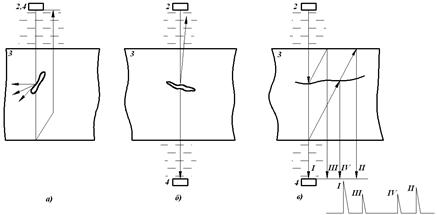 Рис. 21. Комбинированные методы, использующие прохождение и отражение: а - зеркально-теневой; б – эхо - теневой; в – эхо - сквозной:2 - излучатель; 4 - приемник; 3 - объект контроля Методы собственных частот основаны на измерении этих частот (или спектров) колебаний контролируемых объектов. Собственные частоты измеряют при возбуждении в изделиях как вынужденных, так и свободных колебаний. Свободные колебания обычно возбуждают механическим ударом, вынужденные - воздействием гармонической силы меняющейся частоты. Импедансные методы используют зависимость импедансов изделий при их упругих колебаниях от параметров этих изделий и наличия в них дефектов. Обычно оценивают механический импеданс Пассивные акустические методы основаны на анализе упругих колебаний волн, возникающих в самом контролируемом объекте. Наиболее характерным пассивным методом является акустико-эмиссионный метод. Явление акустической эмиссии состоит в том, что упругие волны излучаются самим материалом в результате внутренней динамической локальной перестройки его структуры. Такие явления, как возникновение и развитие трещин под влиянием внешней нагрузки, аллотропические превращения при нагреве или охлаждении, движение скоплений дислокаций,- наиболее характерные источники акустической эмиссии. Контактирующие с изделием пьезопреобразователи принимают упругие волны и позволяют установить место их источника (дефекта). Пассивными акустическими методами являются вибрационно-диагностический и шумодиагностический. При первом анализируют параметры вибраций какой-либо отдельной детали или узла (ротора, подшипников, лопатки турбины) с помощью приемников контактного типа, при втором - изучают спектр шумов работающего механизма, обычно с помощью микрофонных приемников. По частотному признаку акустические методы делят на низкочастотные и высокочастотные. К первым относят колебания в звуковом и низкочастотном (до нескольких десятков кГц), ультразвуковом диапазонах частот. Ко вторым - колебания в высокочастотном ультразвуковом диапазоне частот: обычно от нескольких сот кГц до 20 МГц. Высокочастотные методы обычно называют ультразвуковыми. Области применения Из рассмотренных акустических методов контроля наибольшее практическое применение находит эхо-метод. Около 90% объектов, контролируемых акустическими методами, проверяют эхо-методом. Применяя различные типы волн, с его помощью решают задачи дефектоскопии поковок, отливок, сварных соединений, многих неметаллических материалов. Эхо-метод используют также для измерения размеров изделий. Измеряют время прихода донного сигнала и, зная скорость ультразвука в материале, определяют толщину изделия при одностороннем доступе. Если толщина изделия неизвестна, то по донному сигналу измеряют скорость, оценивают затухание ультразвука, а по ним определяют физико-механические свойства материалов. Эхо-зеркальный метод также применяют для выявления дефектов, ориентированных перпендикулярно поверхности ввода. При этом он обеспечивает более высокую чувствительность к таким дефектам, но требует, чтобы в зоне расположения дефектов был достаточно большой участок ровной поверхности (рис. 21, б). В рельсах, например, это требование не выполняется, поэтому там возможно применение только зеркально-теневого метода. Дефект может быть выявлен совмещенным наклонным преобразователем, расположенным в точке А. Однако, в этом случае зеркально-отраженная волна уходит в сторону и на преобразователь погадает лишь слабый рассеянный сигнал. Преобразователи, расположенные в точках С или D обнаруживают дефект с высокой чувствительностью. Эхо-зеркальный метод в варианте "тандем" используют для выявления вертикальных трещин и непроваров при контроле сварных соединений. Дефекты некоторых видов сварки, например, непровар при электронно-лучевой сварке, имеют гладкую отражающую поверхность, очень слабо рассеивающую ультразвуковые волны, но такие дефекты хорошо выявляются эхо-зеркальным методом. Дефекты округлой формы (шлаковые включения, поры) дают большой рассеянный сигнал и хорошо регистрируются совмещенным преобразователем в точке А, в то же время зеркальное отражение от них слабое. В результате сравнения отраженных сигналов в точках А и D определяют форму дефекта сварного соединения. Вариант "косой тандем" применяют, когда расположение преобразователей в одной плоскости затруднительно. Его используют, например, для выявления поперечных трещин в сварных швах. Преобразователи в этом случае располагают по разные стороны валика усиления шва. Углы и выбирают либо малыми (не более 10°), либо большими (св. 35°) для предотвращения трансформации поперечных волн в продольные. При угле меньше 10° трансформация мала. Угол 35° и больше превосходит третье критическое значение и трансформация отсутствует. Существуют варианты с . Например, излучают поперечную волну с , а принимают трансформированную продольную волну. Дельта и дифракционно-временной методы также используют для получения дополнительной информации о дефектах при контроле сварных соединений. В варианте, показанном на рисунке 2,в, излучают поперечные, а принимают продольные волны. Эффективная трансформация волн на дефекте произойдет, если угол падения на плоский дефект меньше третьего критического, либо если продольная волна возникает в результате рассеяния на дефекте. Для создания хорошего контакта приемного прямого преобразователя с поверхностью сварного соединения валик усиления зачищают. С помощью этого метода довольно точно определяют положение дефекта вдоль сварного шва, что важно для его автоматической регистрации. 9. Ультразвуковая очистка деталей Ультразвуковая пайка Главными преимуществами ультразвуковой очистки по сравнению с другими методами удаления загрязнений являются: 1. Полная замена ручного труда 2. Высокое качество очистки 3. Исключение пожароопасных токсичных моющих средств 4. Эффективность очистки как крупно - и среднегабаритных деталей, так и микроминиатюрных изделий электронной техники. Разрушение поверхностных загрязнений в жидкости, подвергается действию ультразвука, происходит благодаря кавитации и акустическим течениям. В жидкости как среде, обладающей упругостью, но не имеющей упругости формы, распространяются только продольные колебания. Жидкость хорошо работает па сжатие, но на полупериоде растяжения она разрывается в отдельных местах с образованием микроскопических газовых полостей - кавитационных каверн. На полупериоде сжатия происходит мгновенное захлопывание кавитационного пузырька, сопровождающееся процессом микроудара. Таким образом, кавитационные пузырьки при своем захлопывании за счет микроударов по поверхности детали или изделия производят разрушение загрязнения. Вызванные радиационным давлением, действующим от излучателя, акустические монотоки быстро уносят от изделия разрушенные кавитацией частички загрязнений. Интенсивность кавитации, скорость и характер акустических течений, величина радиационного давления, амплитуда колебаний самой детали зависят от чистоты и интенсивности ультразвукового поля и физических свойств жидкости. Область наиболее развитой кавитации находится в диапазоне частот 18-35 кГц. Однако для существования устойчивого процесса кавитации и для фиксации местоположения изделий необходим резонансный режим работы ультразвуковой моечной ванны со стоячей волной. Такой режим возникает в ванне, столб жидкости в которой равен половине длины волны ультразвука в данной жидкости. Для очистки изделий используются органические растворители (фреон 11З, трихлорэтилен этиловый спирт и др.) и их смеси. Эти растворители можно легко регенерировать они имеют высокое давление пара, что исключает возможность повреждения изделий вследствие действия микроударов кавитации. Кроме того, при очистке в органических растворителях не требуется защиты изделий от коррозии и облегчается их сушка после очистки Для удаления загрязнений, имеющих высокую кавитационную стойкость (окалина, полимеризовавшиеся эмали и красители), рекомендуется использовать водные щелочные или нейтральные растворы с добавкой поверхностно-активных веществ. В этих растворах при одинаковой акустической энергии формируется кавитационная область с более высокой эрозионной активностью, чем в органических растворителях. Кроме того, механическое разрушение пленки загрязнений в водных растворах протекает более эффективно. Продолжительность ультразвуковой очистки колеблется от нескольких секунд до 15 мин и зависит от химико-механических свойств загрязнений и их количества на единице площади очищаемой поверхности. 10. Ультразвуковое сверление. Введение. Ультразвуковые колебания (У.З.) — это упругие волны, распространяющиеся в материальных средах (твердых телах, жидкостях, газах). По частоте УЗ распространяются от верхней границы диапазона слышимости звуков (≈ Гц) до частоты Гц Упругие колебания во всех диапазонах частот – звуковых и УЗ – подчиняются одним и тем же физическим законам, но в средах, где распространяются УЗ колебания, возникают специфические эффекты, которые во многих областях техники используются для интенсификации различных процессов. УЗ применяют также как средство для получения информации при измерении глубины и для обнаружения дефектов в изделиях, он позволяет определять изменение химического состава вещества, вязкость полимерного материала. В медицине УЗИ — для определения пола новорожденного. С помощью УЗ производят поверхностное упрочнение, размерную обработку, очистку, сварку металлических и неметаллических материалов, пайку, пропитку пористых материалов и тканей, прессование и спекание порошков, дегазацию и т.д. Теоретические аспекты УЗ изучает акустика, которая как раздел физики получила значительное развитие уже в XIX столетии. Основы теории колебаний и нелинейной акустики были разработаны Дж. У.Релеем. Более глубокое исследование УЗ колебаний стало возможным после открытия эффекта магнитострикции (Дж. П.Джоулем) и пьезоэлектричества (П.Кюри). Магнитострикция — способность ферромагнитных металлов и сплавов изменять размеры поперечного сечения и длину сердечника в переменном магнитном поле. Материалы: никель, железокобальтовые сплавы (пермендюр), железоалюминиевые сплавы (альфер), ферриты и др. материалы. При возникновении электромагнитного поля размеры поперечного сечения сердечника уменьшаются, а так как объем его остается постоянным, то длина сердечника увеличивается. При исчезновении поля первоначальные размеры сердечника восстанавливаются. При УЗО используются колебания электромагнитного поля с УЗ частотой в пределах 18…44 (16…30) кГц. Амплитуда колебаний сердечника составляет 5…10 мкм. Для увеличения амплитуды колебаний к сердечнику крепят длинный тонкий стержень-концентратор (резонансный волновод переменного поперечного сечения), что позволяет получить амплитуду колебаний его торца до 50…80 мкм. К концентратору крепят рабочий инструмент-пуансон. Благодаря исследованиям советской школы физиков-акустиков УЗ стал широко применяться в промышленности. В СССР группой исследователей под руководством А.И.Маркова впервые предложены методы интенсификации процессов резания металлическим инструментом и обработки электропроводных материалов при УЗ воздействии. (Большой вклад в развитие технологии и оборудования размерной УЗО внесли Л.Д.Розенберг, В.Ф.Казанцев, Д.Ф.Якимович, Б.Е.Мечетнер). В конце 50-х годов XX века исследователи обнаружили, что если торец УЗ излучателя приблизить к поверхности сосуда, в котором находится абразивная суспензия, то поверхность в месте контакта торца излучателя с сосудом разрушается, причем форма полученного углубления повторяет рельеф торца излучателя. Это позволило создать новую разновидность размерной обработки [1]. 1. Схема ультразвуковой обработки заготовок Существует несколько схем размерной обработки заготовок. 1.1.Размерная обработка заготовок из твердых хрупких материалов абразивными зернами, движущимися за счет действия УЗ инструмента. Данный способ применяется для обработки стекла, керамики, ситаллов, кремния, германия, то есть для материалов, обработка которых другими методами затруднена. 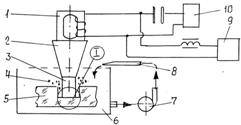 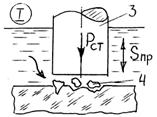 Рисунок 4.1 — Схема прошивания отверстий 1 – УЗ преобразователь; 2 – концентратор; 3 – инструмент — пуансон; 4 – суспензия абразивная; 5 – заготовка; 6 – ванна; 7 – насос; 8 – патрубок; 9 – источник тока; 10 – генератор УЗ частоты. Под пуансоном-инструментом 3 устанавливают заготовку 5 и в зону обработки под давлением подают абразивную суспензию, состоящую из воды и абразивного материала: карбида бора, карбида кремния или электрокорунда. Инструмент поджимают к заготовке с силой 1…60 H. Обработка заключается в том, что инструмент 3, колеблющийся с УЗ частотой, ударяет по зернам абразива 4, лежащим на обрабатываемой поверхности, со статической силой =30…200 Н; абразивные зерна скалывают частицы материала заготовки 5. Большое число одновременно ударяющихся абразивных зерен, а также высокая частота повторения ударов (до 30 тыс. раз в с.) обусловливает интенсивный съем материала. Кавитационные явления в жидкости способствуют интенсивному перемешиванию абразивных зерен под инструментом, замене изношенных зерен новыми, а также разрушению обрабатываемого материала. Прокачивание суспензии насосом исключает оседание абразивного порошка на дне ванны и обеспечивает подачу в зону обработки абразивного материала. Между пуансоном и заготовкой обеспечивают постоянный зазор 50…80 мкм. Сообщая инструменту и заготовке различные виды подач (продольную, поперечную) и меняя профиль сечения инструмента, можно прошивать глухие и сквозные отверстия, обрабатывать плоскости, углубления, пазы при прямом и обратном копировании, разрезать заготовки больших размеров, обрабатывать криволинейные и кольцевые пазы по копиру, производить шлифование и полирование. 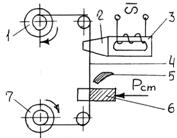 Рисунок 4.2 — Схема разрезки непрофилированным инструментом – тон кой проволокой 1,7 – катушки; 2 – концентратор; 3 – преобразователь; 4 – проволока — инструмент; 5 – сопло для подачи суспензии; 6 – заготовка. Принцип работы следующий. Ультразвуковой концентратор 2, соединенный с преобразователем 3, возбуждает колебания в проволоке-инструменте 4, перематываемой с катушки 1 на катушку 7. Заготовка 6 прижимается с небольшим усилием к проволоке 4, а в зону их контакта подается абразивная суспензия из сопла 5. По такой схеме производят контурное вырезание, обработку пазов и щелей, разрезание заготовок. 1.2. Интенсификация процессов резания при сообщении вынужденных УЗ колебаний металлическим или абразивным режущим инструментом. 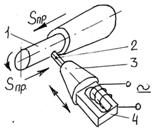 Рисунок 4.3 — Схема резания 1 – заготовка; 2 – инструмент; 3 – концентратор; 4 – УЗ преобразователь. На режущий инструмент 2 подаются УЗ колебания от концентратора 3, соединенного с УЗ преобразователем 4. Режущему инструменту сообщается продольная подача. Заготовка 1 имеет продольную подачу и вращение. В место контакта инструмента и заготовки подается абразивная суспензия. Такой способ используется при сверлении, зенкеровании, развертывании, нарезании резьб в труднообрабатываемых материалах; при точении и зубодолблении заготовок из вязких металлов, при шлифовании, абразивно-алмазной доводке. Ультразвуковая обработка позволяет повысить производительность, качество поверхностного слоя, снизить силы резания и крутящий момент. (Например, при нарезании резьбы метчиками крутящий момент уменьшается на 25…50%). 1.3 Очистка шлифовальных кругов 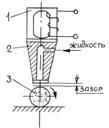 Рисунок 4.4 — Схема очистки Рисунок 4.4 — Схема очистки1 – преобразователь; 2 – концентратор — инструмент; 3 – шлифовальный круг. Колеблющийся с УЗ частотой инструмент 2, соединенный с УЗ преобразователем 1, располагается на некотором расстоянии от шлифовального круга 3. В пространство между кругом и инструментом подается очищающая жидкость, в которой при воздействии на нее УЗ колебаний возникают эффекты, способствующие интенсивной очистке поверхности шлифовального круга от засаливания 1.4. Ультразвуковое упрочнение поверхности 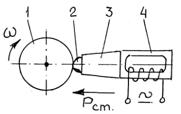 Рисунок 4.5 — Схема ультразвукового упрочнения 1 – заготовка; 2 – инструмент; 3 – концентратор; 4 – преобразователь. Это чистовая обработка. Ультразвуковой инструмент 2 выполнен в виде шарика, который связан с концентратором 3 колебаний, поступающих от преобразователя 4. Шарик 2 может быть жестко закреплен (припаян), но может и не иметь жесткого контакта с концентратором. Инструмент прижимается с небольшим усилием к вращающейся заготовке 1. Ультразвуковые колебания значительно снижают сопротивление пластической деформации поверхностного слоя заготовки 1, который приобретает наклеп. Особенно эффективен этот способ при изготовлении нежестких тонкостенных деталей. 1.5. Обработка мелких деталей свободным абразивом Данная схема применяется в основном для снятия заусенцев. 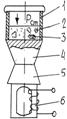 Рисунок 4.6 — Схема обработки свободным абразивом 1 – ванна; 2 – абразивная суспензия; 3 – деталь; 4 – инструмент; 5 – концентратор; 6 – преобразователь. Детали 3 помещаются в ванну 1, в которую заливается абразивная суспензия 2. Ультразвуковые колебания в жидкости возбуждаются инструментом 4, торец которого служит дном ванны. Инструмент соединен с УЗпреобразователем 6 через концентратор 5. Детали 3 находятся в жидкости во взвешенном состоянии. Для ускорения процесса к жидкости прикладывают статическое давление . Удаление заусенцев происходит в результате кавитационного разрушения и обработки абразивными зернами. Чтобы спроектировать технологический процесс, рационально конструировать аппаратуру, необходимо знать физический механизм воздействия УЗ колебаний, уметь правильно подобрать, а при необходимости рассчитать УЗ преобразователь: рассчитать, спроектировать и изготовить рабочие инструменты. 2.Технологические показатели ультразвуковой обработки 2.1 Влияние технологических и акустических параметров на размерную обработку Процесс ультразвуковой размерной обработки зависит от многих технологических параметров, как правило, взаимно влияющих один на другой — твердости и концентрации абразива, частоты и амплитуды колебания инструмента, его износа, статической нагрузки. Каждый из этих факторов влияет на производительность и качество изготовления. Материал заготовки в значительной степени определяет характер его разрушения. Все материалы по характеру деформации и разрушения при УЗО разделены на три группы. В основу этого деления положен критерий хрупкости — . Это есть отношение сопротивления сдвигу к временному сопротивлению на разрыв. Первая группа, — стекло, кварц, ситалл, керамика, германий, кремний, ферриты. При УЗО они практически не подвергаются пластической деформации. Вторая группа, 1< <2 — твердые сплавы; закаленные, цементированные и азотированные стали, сплавы титана и вольфрама. При УЗО наряду с упругими деформациями происходят и микропластические деформации. Чем большую роль играют пластические деформации, тем хуже обрабатываемость. Третья группа 1 — почти вся работа абразивных зерен расходуется на микропластическую деформацию поверхностных слоев; разрушения материала почти не наблюдается. Их нецелесообразно подвергать УЗО. |