хайруллин кмм. Eufne оглавление Анализ конструкции обрабатываемой детали. Уточнение маршрутной и операционной технологии изготовления деталипредставителя. 2 Анализ конструкции детали. 2
 Скачать 1.1 Mb. Скачать 1.1 Mb.
|

|
Изм. Лист № докум. Подпись Дата Лист 2 1411.***.***.000 ПЗ Разраб. Хайруллин Провер. Башаров Реценз. Н. Контр. Утверд. Коробка передач Лит. Листов УГАТУ МА-306тсф EUFNE Оглавление1. Анализ конструкции обрабатываемой детали. Уточнение маршрутной и операционной технологии изготовления детали-представителя. 2 1.1. Анализ конструкции детали. 2 1.2. Базовый технологический маршрут. 3 2. Определение основных технических характеристик модуля. 5 2.1. Основные технологические условия использования станка 5 2.2. Характерные сочетания технологических условий 6 2.3. Определение значений предельных режимов резания и наибольшей (расчетной) эффективной мощности 6 2.4. Определение расчетных значений технических характеристик модуля 8 2.5. Анализ технических характеристик модулей аналогичных станков 9 Токарно-винторезный станок 1Е61ПМ представляет собой универсальный агрегат, на котором есть возможность производить финишную обработку заготовок повышенной точности. Также он позволяет выполнять винторезные работы. 9 4. Определение функциональных подсистем проектируемого модуля и разработка его структуры. 12 4.1 Основные переходы и схемы обработки. 12 4.2. Определение функциональных подсистем. 14 4.3. Разработка структуры проектируемого модуля. 15 5. Разработка кинематической схемы модуля 17 5.1 Определение кинематики проектируемого модуля. 17 6.1. Расчет мощностей на валах. 24 6.2. Расчет моментов на валах. 25 6.3. Проектный расчет валов. 26 6.4. Проектный расчет зубчатых передач. 26 6.6. Расчет ременной передачи. 30 7. Проверочные расчеты. 31 7.2. Проверочный расчет зубчатых передач. 36 7.3. Проверка выбранных подшипников качения. 40 Как видно из рисунка 7.4.1, расчетная долговечность соответствует требуемой (15000 – 30000 часов до замены). Значит, подбор подшипников выполнен верно. 41 1. Анализ конструкции обрабатываемой детали. Уточнение маршрутной и операционной технологии изготовления детали-представителя.1.1. Анализ конструкции детали.Габаритные размеры: L=125,8 мм, Dmax=117 мм, Dmin=40 мм. В детали имеются отверстия, канавки. Деталь изготавливается по 7 и 8 квалитету точности. Для выполнения расчётно-графической работы выбрана деталь «Корпус суфлёра», эскиз которой представлен на рисунке 1.1. Деталь изготавливается на предприятии ОАО «УМПО». Деталь «Корпус суфлёра» изготавливают из алюминиевого сплава АК9Ч (ГОСТ 1583 – 93). Данный сплав применяется для деталей средней и большой нагруженности; сплав отличается высокой герметичностью. Таблица 4.1 – Химический состав материала АК9Ч (ГОСТ 1583 – 93):
Таблица 4.2 – Свойства стали 15ХГН2ТА ГОСТ 4543-71
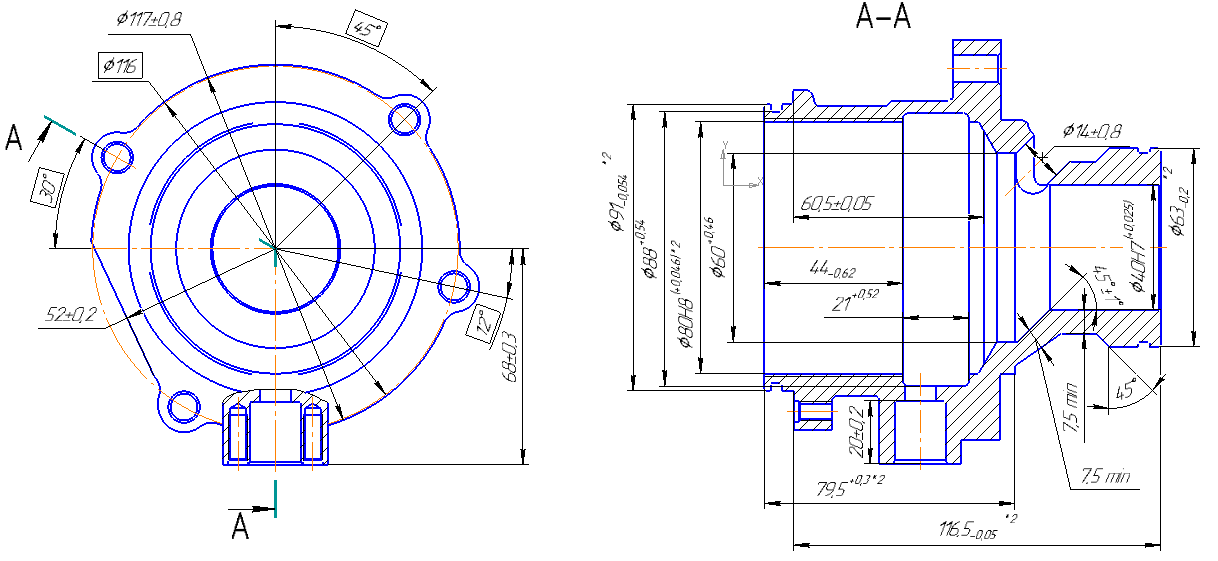 Рисунок 1.1 – Эскиз детали-представителя | ||||||||||||||||||||||||||||||||||||||||