лекция. Исследовательская работа по химии Коррозия металлов и их защита
 Скачать 260 Kb. Скачать 260 Kb.
|

|
Исследовательская работа по химии: Коррозия металлов и их защита. Выполнил: Пяткин Василий Ученик 8 класса ГБОУ СОШ пос. Чапаевский м. р. Красноармейский Самарской обл. Руководитель: Алмакова Н.А. учитель 1 категории. 2014 г. Содержание 2014 г. 1 Содержание 2 Введение 2 1.1. Основы теории коррозии 4 1.2. Классификация коррозионных процессов. 4 1.3. Потенциал. 11 3). Изготовление изделий из чистого металла. Наличие примеси создает условие для передачи электронов, система будет работать как гальванический элемент, разрушая металл. 14 1.5.3. Грунтовки и фосфатирование 16 1.5.4. Электрохимическая защита 17 1.5.5. Силикатные покрытия 17 1.5.6. Цементные покрытия 18 1.5.7. Покрытие металлами 18 2. Практическая часть 22 Заключение 26 Литература 28 Введение Промышленность Российской Федерации имеет более 20000 предприятий с разнообразными технологиями производства. Оборудование для них изготавливают на основе сплавов, на основе чёрных и цветных металлов, а также из природных или искусственных химических стойких материалов. Со временем оно стареет или разрушается в следствии коррозии. Это приносит не только большие экономические потери, но и приводит к глобальным экономическим катастрофам. Экономический и экологический ущерб наносимый нашей планете коррозией металлических изделий, оборудовании и конструкций, неисчислим. В последние годы, например только в США ежегодные потери от коррозии составили 300 млрд. долларов, что соответствует 6% национального дохода всей страны. В Российской Федерации ежегодные потери металлов из-за их коррозии составляет до 12% общей массы металлофонда, что соответствует утрате до 30% ежегодно производимого металла. Кроме столь огромных связанных с коррозией прямых потерь, существует ещё большие косвенные потери. К ним относятся расходы, обусловленные потерей мощности металлического оборудования, его вынужденными простоями из-за авария, а также расходы на ликвидацию последствий аварий, часто носящих характер экологических катастроф. Росту потерь от коррозии способствует постоянная интенсивное развитие наиболее металлоёмких отраслей промышленности, а также ужесточение условий эксплуатации металла как в промышленности, так и в городском хозяйстве. Всё это указывает на исключительную важность проблемы борьбы с коррозией металлов, а следовательно, на большую значимость развития научно-технических работ в данной области. Цель моей работы: 1) сформировать понятия о процессе коррозии металлов; 2) изучить способы защиты металлов от коррозии. Гипотеза: Я считаю что коррозию металлов можно победить. Задачи: 1)Знать определение коррозии, её виды, способы защиты от коррозии. 2)Уметь записывать химизм процесса коррозии, объяснять сущность химической и электрохимической коррозии. 3)Знать условия, способствующие или препятствующие коррозии. 4)Совершенствовать умения работать с учебными материалами, выделять главное. 5)Наблюдать за веществами и происходящими с ними изменениями. 6)Проводить исследовательские процедуры. 7)Формулировать выводы. 8)Развивать познавательный интерес к предмету и процессу познания. Методы исследования: работа с источниками, моделирование, эксперимент, наблюдение, сравнение. 1. Теоретическая часть 1.1. Основы теории коррозииТермин коррозия происходит от латинского "corrosio", что означает разъедать, разрушать. Этот термин характеризует как процесс разрушения, так и результат. Среда в которой металл подвергается коррозии (коррозирует) называется коррозионной или агрессивной средой. В случае с металлами, говоря об их коррозии, имеют ввиду нежелательный процесс взаимодействия металла со средой. Физико-химическая сущность изменений, которые претерпевает металл при коррозии, является окисление металла. 1.2. Классификация коррозионных процессов.-по типу разрушений По типу разрушений коррозия бывает сплошной и местной. При равномерном распределении коррозионных разрушений по всей поверхности металла коррозию называют равномерной или сплошной. Она не представляет собой опасности для конструкций и аппаратов, особенно в тех случаях, когда потери металлов не превышают технически обоснованных норм. Её последствия могут быть сравнительно легко учтены. Если же значительная часть поверхности металла свободна от коррозии и последняя сосредоточена на отдельных участках, то ее называют местной. Она гораздо опаснее, хотя потери металла могут быть и небольшими. Её опасность состоит в том, что, снижая прочность отдельных участков, она резко уменьшает надёжность конструкций, сооружений, аппаратов. Местной коррозии благоприятствуют морская вода, растворы солей, в частности галогенидных: хлорид натрия, кальция, магния. Особенно большие неприятности связаны с хлоридом натрия, который разбрасывают в зимнее время на дорогах и тротуарах для удаления снега и льда. В присутствии солей они плавятся, и образующиеся растворы стекают в канализационные трубы. Соли являются активаторами коррозии и приводят к ускоренному разрушению металлов, в частности транспортных средств и подземных коммуникаций. Причина же использования хлорида натрия заключается в его дешевизне. В настоящее время выход лишь один - вовремя убирать снег и вывозить его на свалки. Экономически он белее чем оправдан. Язвенная (в виде пятен различной величины), точечная, щелевая, контактная, межкристаллическая коррозия - наиболее часто встречающиеся в практике типы местной коррозии. Точечная - одна из наиболее опасных. Она заключается в образовании сквозных поражений, то есть точечных полостей - питтингов. Коррозионное растрескивание возникает при одновременном воздействии на металл агрессивной среды и механических напряжений. В металле появляются трещины транскристаллитного характера, которые часто приводят к полному разрушению изделий. -по механизму По механизму коррозионного процесса различают два основных типа коррозии: химическую и электрохимическую. Строго отделить один вид от другого трудно, а иногда и невозможно. Под химической коррозией подразумевают взаимодействие металлической поверхности с окружающей средой, не сопровождающееся возникновением электрохимических (электродных) процессов на границе фаз. Она основана на реакции между металлом и агрессивным реагентом. Этот вид коррозии протекает в основном равномерно по всей поверхности металла. В связи с этим химическая коррозия менее опасна, чем электрохимическая. Примером химической коррозии служат ржавление железа. В промышленном производстве металлы нередко нагреваются до высоких температур. В таких условиях химическая коррозия ускоряется. Многие знают, что на прокатке раскаленных кусков металла образуется окалина. Это типичный продукт химической коррозии. Установлено, что коррозии железа способствует наличие в нём серы. Античные предметы, изготовленные из железа, устойчивы к коррозии именно благодаря низкому содержанию в этом железе серы. Сера в железе обычно содержится в виде сульфидов FeS и других. В процессе коррозии сульфиды разлагаются с выделением сероводорода H2S, который является катализатором коррозии железа. Механизм химической коррозии сводится к реактивной диффузии атомов или ионов металла сквозь постепенно утолщающуюся пленку продуктов коррозии (например, окалины) и встречной диффузии атомов или ионов кислорода. По современным воззрениям этот процесс имеет ионно-электронный механизм, аналогичный процессам электропроводности в ионных кристаллах. Особенно разнообразные процессы химической коррозии встречаются в различных производствах. В атмосфере водорода, метана и других углеводородов, оксида углерода (II), сероводорода, хлора, в среде кислот, а также в расплавах солей и других веществ протекают специфические реакции с вовлечением материала аппаратов и агрегатов, в которых осуществляется химический процесс. Задача специалистов при конструировании реактора - подобрать металл или сплав, который был бы наиболее устойчив к компонентам химического процесса. Практически наиболее важным видом химической коррозии является взаимодействие металла при высоких температурах с кислородом и другими газообразными активными средами (H2S, SO2, галогены, водяные пары, CO). Подобные процессы химической коррозии металлов при повышенных температурах носят также название газовой коррозии. Многие ответственные детали инженерных конструкций сильно разрушаются от газовой коррозии (лопатки газовых турбин, сопла ракетных двигателей, элементы электронагревателей, колосники, арматура печей). Большие потери от газовой коррозии (угар металла) несет металлургическая промышленность. Стойкость против газовой коррозии повышается при введении в состав сплава различных добавок (хрома, алюминия, кремния). Добавки алюминия, бериллия и магния к меди повышают ее сопротивление газовой коррозии в окислительных средах. Для защиты железных и стальных изделий от газовой коррозии поверхность изделия покрывают алюминием (алитирование). Под электрохимической коррозией подразумевают процесс взаимодействия металлов с электролитами в виде водных растворов, реже с неводными электролитами, например, с некоторыми органическими электропроводными соединениями или безводными расплавами солей при повышенных температурах. Рассмотрим схему этого процесса. Сложность его заключается в том, что на одной и той же поверхности происходят одновременно два процесса, противоположные по своему химическому смыслу: окисление металла и восстановление окислителя. Оба процесса должны протекать сопряженно, чтобы сохранялось равенство числа электронов, отдаваемых металлом и присоединяющихся к окислителю в единицу времени. Только в этом случае может наступить стационарное состояние. По такому принципу протекают, например, взаимодействие металла с кислотами: Zn + 2HCl → ZnCl2 +H2 Эта суммарная реакция состоит из двух актов: Zn0 - 2e = Zn+2 2H+ + 2e → H2 Электрохимическая коррозия часто связана с наличием в металле случайных примесей или специально введенных легирующих добавок. В 1800 году, вскоре после открытия итальянцем Л. Гальвани электрохимического явления, его соотечественник А. Вольта сконструировал источник электрического тока - гальванический элемент, что открыло человечеству эру электричества. В одном из вариантов источник состоял из чередующихся медных и цинковых дисков, разделенных пористым материалом и пропитанных раствором соли. В зависимости от числа дисков получается ток различной силы. При осаждении на поверхности цинка металлической меди получается короткозамкнутый элемент. В нём цинк является анодом, а медь - катодом. Поскольку медь находится в контакте с цинком и оба эти металла окружены раствором электролита, гальванический элемент является «включенным». Цинк в виде иона Zn2+ переходит в раствор серной кислоты, а оставшиеся от каждого атома два электрона перетекают на более электроположительный металл - медь: Zn → Zn2+ + 2e- К медному аноду подходят ионы водорода, принимают электроны и превращаются в атомы водорода, а затем и в молекулы водорода: H+ + e (Cu) → H0 2H0 → H2 Таким образом, потоки движения ионов разделены и при избытке кислоты процесс протекает до тех пор, пока не растворится весь цинк. Процессы электрохимической коррозии протекают по законам электрохимической кинетики. При анодном процессе - наблюдается переход металла в раствор в виде ионов. При катодном процессе - ассимиляция появившихся в металле избыточных электронов деполяризаторами. Сущность электрохимической теории состояла в том, что примеси в металлах создают микрогальванические элементы, в которых происходит перетекание электронов от анодных участков к катодным. Поскольку катодный и анодный процессы разделены на поверхности, то разделены и противоположные потоки ионов, атомов и молекул. Разделенные потоки не мешают друг другу, и по этой причине процесс коррозии протекает быстрее, чем в случае микрогальванических элементов. Конечно, в настоящее время теории электрохимической коррозии выглядят гораздо более совершенными. Они основаны на многочисленных экспериментальных фактах и выражены в математической форме. Различают следующие типы электрохимической коррозии, имеющие наиболее важное практическое значение. 1. Коррозия в электролитах. К этому типу относятся коррозия в природных водах (морской и пресной), а также различные виды коррозии в жидких средах. В зависимости от характера среды различают: а) кислотную; б) щелочную; в) солевую; г) морскую коррозию. По условиям воздействия жидкой среды на металл этот тип коррозии также характеризуется как: * коррозия при полном погружении; * при неполном погружении; * при переменном погружении. Каждый из этих подтипов имеет свои характерные особенности. 2. Почвенная (грунтовая, подземная) коррозия - воздействие на металл грунта, который в коррозионном отношении должен рассматриваться как своеобразный электролит. Характерной особенностью подземной электрохимической коррозии является большое различие в скорости доставки кислорода (основной деполяризатор) к поверхности подземных конструкций в разных почвах (в десятки тысяч раз). Значительную роль при коррозии в почве играет образование и функционирование макрокоррозионных пар вследствие неравномерной аэрации отдельных участков конструкции, а также наличие в земле блуждающих токов. В ряде случаев на скорость электрохимической коррозии в подземных условиях оказывает существенное влияние также развитие биологических процессов в почве. 3. Атмосферная коррозия - коррозия металлов в условиях атмосферы, а также любого влажного газа; наблюдается под конденсационными видимыми слоями влаги на поверхности металла (мокрая атмосферная коррозия) или под тончайшими невидимыми адсорбционными слоями влаги (влажная атмосферная коррозия). Особенностью атмосферной коррозии является сильная зависимость ее скорости и механизма от толщины слоя влаги на поверхности металла или степени увлажнения образовавшихся продуктов коррозии. 4. Коррозия в условиях механического воздействия. Этому типу разрушения подвергаются многочисленные инженерные сооружения, работающие как в жидких электролитах, так и в атмосферных и подземных условиях. Наиболее типичными видами подобного разрушения являются: Коррозионное растрескивание; при этом характерно образование трещин, которые могут распространяться не только межкристально, но также и транскристально. Примером подобного разрушения является щелочная хрупкость котлов, сезонное растрескивание латуней, а также растрескивание некоторых конструкционных высокопрочных сплавов. Коррозионная усталость, вызываемая воздействием коррозионной среды и знакопеременных или пульсирующих механических напряжений. Этот вид разрушения также характеризуется образованием меж- и транскристаллитных трещин. Разрушения металлов от коррозионной усталости встречаются при эксплуатации различных инженерных конструкций (валов гребных винтов, рессор автомобилей, канатов, штанг глубинных насосов, охлаждаемых валков прокатных станов и др.). Коррозионная кавитация, являющаяся обычно следствием энергичного механического воздействия коррозионной среды на поверхность металла. Подобное коррозионно-механическое воздействие может приводить к весьма сильным местным разрушениям металлических конструкций (например, для гребных винтов морских судов). Механизм разрушения от коррозионной кавитации близок к разрушению от поверхностной коррозионной усталости. Коррозионная эрозия, вызываемая механическим истирающим воздействием другого твердого тела при наличии коррозионной среды или непосредственным истирающим действием самой коррозионной среды. Это явление иногда называют также коррозионным истиранием или фреттинг-коррозией. 1.3. Потенциал.На границе раздела двух разнородных фаз происходит переход заряженных частиц - ионов или электронов из одной фазы в другую, следовательно, возникает разность электрических потенциалов, распределения упорядоченных электрических зарядов, т.е.образование двойного электрического слоя. 1.4. Термодинамические основы. Для протекания коррозионного процесса существенным является состояние форма соединения , в котором находится катион металла в растворе. Ионизация металла с последующим переходом в раствор простых компонентов металла представляет лишь одно из возможных направлений анодных процессов. Форма их конкретного состояния во многом определяется как природой металла и контактирующей с ним средой , так и направлением и величиной поляризующего тока (или электродного потенциала). Переходя в раствор, корродирующий металл вступает в связь либо с растворителем, либо с компонентами раствора. При этом могут образовываться простые и комплексные соединения с различной растворимостью и с различной адгезией к поверхности металла. При высоких положительных значениях потенциала на аноде возможен процесс окисления воды с выделением кислорода. В зависимости от того, какие процессы или их сочетания протекают на аноде, они могут в значительной мере (а иногда и полностью) контролировать суммарный процесс коррозии. 1.4.1. Причины анодного растворения металлов. Причиной перехода атомов металла с поверхности и их ионизация является электростатическое взаимодействие (сольватация) ионов металла с полярными молекулами растворителя. Следовательно, схему реакции ионизации в контакте с растворителем правильнее записать в виде: Me + mH2O -> Men+ × mH2O +ne-. 1.4.2. Анодная пассивность металлов. При значительном торможении анодной реакции ионизации металла скорость коррозионного процесса может понизится на несколько порядков. Такое состояние металла принято называть анодной пассивностью. Пассивность можно определить следующим образом: пассивность - состояние повышенной коррозионной устойчивости металла или сплава (в условиях, когда термодинамически он является реакционно способным), Вызванное преимущественным торможением анодного процесса. Т.е. может произойти так, что в реальных условиях скорость коррозии"активных" элементов оказывается весьма незначительной в следствии наступления пассивного состояния. Например, титан расположенный левее цинка, и хром, расположенный рядом с цинком, в следствии наступления пассивности оказываются более коррозионностойкими в большинстве водных сред, чем цинк. На склонность к пассивному состоянию влияет природа системы металл-раствор. Наибольшую склонность к переходу в пассивное состояние проявляют Ti, Ni, Al, Mg, Fe, Co и др. 1.4.3. Коррозия металла с кислородной деполяризацией. При наличии в растворе газообразного кислорода и не возможностью протекания процесса коррозии с водородной деполяризацией основную роль деполяризатора исполняет кислород. коррозионные процессы, у которых катодная деполяризация осуществляется растворенным в электролите кислородом, называют процессами коррозии металлов с кислородной деполяризацией. Это наиболее распространенный тип коррозии металла в воде, в нейтральных и даже в слабокислых солевых растворах, в морской воде, в земле, в атмосфере воздуха. Общая схема кислородной деполяризации сводится к восстановлению молекулярного кислорода до иона гидроокисла: O2 + 4e +2H2O → 4OH- 1.5. Способы защиты от коррозии Проблема защиты металлов от коррозии возникла почти в самом начале их использования. Люди пытались защитить металлы от атмосферного воздействия с помощью жира, масел, а позднее и покрытием другими металлами и, прежде всего, легкоплавким оловом. В трудах древнегреческого историка Геродота (V век до нашей эры) уже имеется упоминание о применении олова для защиты железа от коррозии. Задачей химиков было и остается выяснение сущности явлений коррозии, разработка мер, препятствующих или замедляющих её протекание. Коррозия металлов осуществляется в соответствии с законами природы и поэтому ее нельзя полностью устранить, а можно лишь замедлить. В зависимости от характера коррозии и условий ее протекания применяются различные методы защиты. Выбор того или иного способа определяется его эффективностью в данном конкретном случае, а также экономической целесообразностью. Наиболее распространенные методы защиты от коррозии: А). Химические методы защиты 1). Нанесение защитных покрытий. Широко используют металлические покрытия (хромирование, никелирование, алитирование и т. д.), неметаллические (покрытия лаками, смолами, красками, эмалями), химические (покрытия пленками из оксидов, нитридов, фосфатов данного металла). 2). Изготовление сплавов, устойчивых перед коррозией. К числу сплавов, обладающих высокой коррозионной устойчивостью относятся нержавеющие стали, содержащие до 18 % хрома и 10 % никеля. Такие стали часто используют для изготовления агрегатов, работающих в агрессивных средах. 3). Изготовление изделий из чистого металла. Наличие примеси создает условие для передачи электронов, система будет работать как гальванический элемент, разрушая металл. 4). Добавление ингибиторов в агрессивную среду. Например, добавив в кислоту ингибитор уротропин, можно хранить и переносить её в стальной таре. Б). Электрохимические методы защиты: 1). Подача тока противоположного направления. Защищаемое изделие присоединяется к отрицательному полюсу источника тока и становится катодом. В качестве анодов используют куски железа. При этом анод разрушается, а на катоде происходит восстановление окислителя. 2). Протекторная защита. Защищаемое изделие соединяют с более реакционноспособным металлом, который корродирует в первую очередь. Изделие при этом не разрушается. Такой способ применяют для защиты от коррозии подводных частей морских судов, а также трубопроводов. В качестве протекторов обычно применяют цинк или сплавы магния. 1.5.1. Легирование Имеется способ уменьшения коррозии металлов, который строго нельзя отнести к защите. Этим способом является получение сплавов, которое называется легирование. В настоящее время создано большое число нержавеющих сталей путем присадок к железу никеля, хрома, кобальта и др. Такие стали, действительно, не покрываются ржавчиной, но их поверхностная коррозия имеет место, хотя и с малой скоростью. Оказалось, что при использовании легирующих добавок коррозионная стойкость меняется скачкообразно. Установлено правило, названное правилом Таммана, согласно которому резкое повышение устойчивости к коррозии железа наблюдается при введении легирующей добавки в количестве 1/8 атомной доли, то есть один атом легирующей добавки приходится на восемь атомов железа. Считается, что при таком соотношении атомов происходит их упорядоченное расположение в кристаллической решетке твердого раствора, что и затрудняет коррозию. 1.5.2. Защитные пленки Одним из наиболее распространенных способов защиты металлов от коррозии является нанесение на их поверхность защитных пленок: лака, краски, эмали, других металлов. Лакокрасочные покрытия наиболее доступны для широкого круга людей. Лаки и краски обладают низкой газо- и паропроницаемостью, водоотталкивающими свойствами, поэтому они препятствуют доступу к поверхности металла воды, кислорода и содержащихся в атмосфере агрессивных компонентов. Покрытие поверхности металла лакокрасочным слоем не исключает коррозию, а служит для нее лишь преградой, а значит, лишь тормозит процесс коррозии. Именно поэтому важное значение имеет качество покрытия - толщина слоя, пористость, равномерность, проницаемость, способность набухать в воде, прочность сцепления (адгезия). Качество покрытия зависит от тщательности подготовки поверхности и способа нанесения защитного слоя. Окалина и ржавчина должны быть удалены с поверхности покрываемого металла. В противном случае они будут препятствовать хорошей адгезии покрытия с поверхностью металла. Низкое качество покрытия нередко связано с повышенной пористостью. Часто она возникает в процессе формирования защитного слоя в результате испарения растворителя и удаления продуктов отверждения и деструкции (при старении пленки). Поэтому обычно рекомендуют наносить не один толстый слой, а несколько тонких слоев покрытия. Во многих случаях увеличение толщины покрытия приводит к ослаблению адгезии защитного слоя с металлом. Большой вред наносят воздушные полости, пузыри. Они образуются при низком качестве выполнения операции нанесения покрытия. Для снижения смачиваемости водой лакокрасочные покрытия иногда, в свою очередь, защищают восковыми составами или кремнийорганическими соединениями. Лаки и краски наиболее эффективны для защиты от атмосферной коррозии. В большинстве случаев они непригодны для защиты подземных сооружений и конструкций, так как трудно предупредить механические повреждения защитных слоев при контакте с грунтом. Опыт показывает, что срок службы лакокрасочных покрытий в этих условиях невелик. Намного практичнее оказалось применять толстослойные покрытия из каменноугольной смолы (битума). В некоторых случаях пигменты красок выполняют также роль ингибиторов коррозии (об ингибиторах будет сказано далее). К числу таких пигментов относятся хроматы стронция, свинца и цинка (SrCrO4, PbCrO4, ZnCrO4). 1.5.3. Грунтовки и фосфатированиеЧасто под лакокрасочный слой наносят грунтовки. Пигменты, входящие в ее состав, также должны обладать ингибиторными свойствами. Проходя через слой грунтовки, вода растворяет некоторое количество пигмента и становится менее коррозионноактивной. Среди пигментов, рекомендуемых для грунтов, наиболее эффективным признан свинцовый сурик Pb3O4. Вместо грунтовки иногда проводят фосфатирование поверхности металла. Для этого на чистую поверхность кистью или распылителем наносят растворы ортофосфатов железа (III), марганца (II) или цинка (II), содержащих и саму ортофосфорную кислоту H3PO4. В заводских условиях фосфатирование ведут при 99-970 оС в течение 30-90 минут. В образование фосфатного покрытия вносят вклад металл, растворяющийся в фосфатирующейся смеси, и оставшиеся на его поверхности оксиды. Для фосфатирования поверхности стальных изделий разработано несколько различных препаратов. Большинство из них состоят из смеси фосфатов марганца и железа. Возможно, наиболее распространенным препаратом является «мажеф» - смесь дигидрофосфатов марганца Mn(H2PO4)2, железа Fe(H2PO4)2 и свободной фосфорной кислоты. Название препарата состоит из первых букв компонентов смеси. По внешнему виду мажеф - это мелкокристаллический порошок белого цвета с соотношением между марганцем и железом от 10:1 до 15:1. Он состоит из 46-52% P2O5; не менее 14% Mn; 0,3-3% Fe. При фосфатировании мажефом стальное изделие помещается в его раствор, нагретый примерно до ста градусов. В растворе происходит растворение с поверхности железа с выделением водорода, а на поверхности образуется плотный, прочный и малорастворимый в воде защитный слой фосфатов марганца и железа серо-черного цвета. При достижении толщины слоя определенной величины дальнейшее растворение железа прекращается. Пленка фосфатов защищает поверхность изделия от атмосферных осадков, но мало эффективна от растворов солей и даже слабых растворов кислот. Таким образом, фосфатная пленка может служить лишь грунтом для последовательного нанесения органических защитных и декоративных покрытий - лаков, красок, смол. Процесс фосфатирования длится 40-60 минут. Для его ускорения в раствор вводят 50-70 г/л нитрата цинка. В этом случае время сокращается в 10-12 раз. 1.5.4. Электрохимическая защитаВ производственных условиях используют также электрохимический способ - обработку изделий переменным током в растворе фосфата цинка при плотности тока 4 А/дм2 и напряжении 20 В и при температуре 60-700 С. Фосфатные покрытия представляют собой сетку плотносцепленных с поверхностью фосфатов металлов. Сами по себе фосфатные покрытия не обеспечивают надежной коррозионной защиты. Преимущественно их используют как основу под окраску, обеспечивающую хорошее сцепление краски с металлом. Кроме того, фосфатный слой уменьшает коррозионные разрушения при образовании царапин или других дефектов. 1.5.5. Силикатные покрытияДля защиты металлов от коррозии используют стекловидные и фарфоровые эмали, коэффициент теплового расширения которых должен быть близок к таковому для покрываемых металлов. Эмалирование осуществляют нанесением на поверхность изделий водной суспензии или сухим напудриванием. Вначале на очищенную поверхность наносят грунтовочный слой и обжигают его в печи. Далее наносят слой покровной эмали и обжиг повторяют. Наиболее распространены стекловидные эмали - прозрачные или загашенные. Их компонентами являются SiO2 (основная масса), B2O3, Na2O, PbO. Кроме того, вводят вспомогательные материалы: окислители органических примесей, оксиды, способствующие сцеплению эмали с эмалируемой поверхностью, глушители, красители. Эмалирующий материал получают сплавлением исходных компонентов, измельчением в порошок и добавлением 6-10% глины. Эмалевые покрытия в основном наносят на сталь, а также на чугун, медь, латунь и алюминий. Эмали обладают высокими защитными свойствами, которые обусловлены их непроницаемостью для воды и воздуха (газов) даже при длительном контакте. Их важным качеством является высокая стойкость при повышенных температурах. К основным недостаткам эмалевых покрытий относят чувствительность к механическим и термическим ударам. При длительной эксплуатации на поверхности эмалевых покрытий может появиться сетка трещин, которая обеспечивает доступ влаги и воздуха к металлу, вследствие чего и начинается коррозия. 1.5.6. Цементные покрытияДля защиты чугунных и стальных водяных труб от коррозии используют цементные покрытия. Поскольку коэффициенты теплового расширения портландцемента и стали близки, то он довольно широко применяется для этих целей. Недостаток портландцементных покрытий тот же, что и эмалевых, - высокая чувствительность к механическим ударам. 1.5.7. Покрытие металламиШироко распространенным способом защиты металлов от коррозии является покрытие их слоем других металлов. Покрывающие металлы сами корродируют с малой скоростью, так как покрываются плотной оксидной пленкой. Покрывающий слой наносят различными методами: * горячее покрытие - кратковременное погружение в ванну с расплавленным металлом; * гальваническое покрытие - электроосаждение из водных растворов электролитов; * металлизация - напыление; * диффузионное покрытие - обработка порошками при повышенной температуре в специальном барабане; * с помощью газофазной реакции, например: 1000оC 3CrCl2 + 2Fe → 2FeCl3 + 3Cr (в расплаве с железом). Имеются и другие методы нанесения металлических покрытий. Например, разновидностью диффузионного способа является погружение изделий в расплав хлорида кальция, в котором растворены наносимые металлы. В производстве широко используется химическое нанесение металлических покрытий на изделия. Процесс химического металлирования является каталитическим или автокаталитическим, а катализатором является поверхность изделия. Используемый раствор содержит соединение наносимого металла и восстановитель. Поскольку катализатором является поверхность изделия, выделение металла и происходит именно на ней, а не в объеме раствора. В настоящее время разработаны методы химического покрытия металлических изделий никелем, кобальтом, железом, палладием, платиной, медью, золотом, серебром, родием, рутением и некоторыми сплавами на основе этих металлов. В качестве восстановителей используют гипофосфит и боргидрид натрия, формальдегид, гидразин. Естественно, что химическим никелированием можно наносить защитное покрытие не на любой металл. Металлические покрытия делят на две группы: - коррозионностойкие; - протекторные. Например, для покрытия сплавов на основе железа в первую группу входят никель, серебро, медь, свинец, хром. Они более электроположительны по отношению к железу, то есть в электрохимическом ряду напряжений металлов стоят правее железа. Во вторую группу входят цинк, кадмий, алюминий. Они более электроотрицательны по отношению к железу. В повседневной жизни человек чаще всего встречается с покрытиями железа цинком и оловом. Листовое железо, покрытое цинком, называют оцинкованным железом, а покрытое оловом - белой жестью. Первое в больших количествах идет на кровли домов, а второе - на изготовление консервных банок. Впервые способ хранения пищевых продуктов в жестяных банках предложил повар Н.Ф. Аппер в 1810 году. И то, и другое железо получают, главным образом, протягиванием листа железа через расплав соответствующего металла. Металлические покрытия защищают железо от коррозии при сохранении сплошности. При нарушении же покрывающего слоя коррозия изделия протекает даже более интенсивно, чем без покрытия. Это объясняется работой гальванического элемента железо-металл. Трещины и царапины заполняются влагой, в результате чего образуются растворы, ионные процессы в которых облегчают протекание электрохимического процесса (коррозии). 1.5.8. Ингибиторы Применение ингибиторов - один из самых эффективных способов борьбы с коррозией металлов в различных агрессивных средах. Ингибиторы - это вещества, способные в малых количествах замедлять протекание химических процессов или останавливать их. Название ингибитор происходит от латинского inhibere, что означает сдерживать, останавливать. Ещё по данным 1980 года, число известных науке ингибиторов составило более пяти тысяч. Ингибиторы дают народному хозяйству немалую экономию. Ингибирующее воздействие на металлы, прежде всего на сталь, оказывает целый ряд неорганических и органических веществ, которые часто добавляются в среду, вызывающую коррозию. Ингибиторы имеют свойство создавать на поверхности металла очень тонкую пленку, защищающую металл от коррозии. Ингибиторы в соответствии с Х. Фишером можно сгруппировать следующим образом. 1) Экранирующие, то есть покрывающие поверхность металла тонкой пленкой. Пленка образуется в результате поверхностной адсорбции. При воздействии физических ингибиторов химических реакций не происходит 2) Окислители (пассиваторы) типа хроматов, вызывающие образование на поверхности металла плотно прилегающего защитного слоя окисей, которые замедляют протекание анодного процесса. Эти слои не очень стойки и при определенных условиях могут подвергаться восстановлению. Эффективность пассиваторов зависит от толщины образующегося защитного слоя и его проводимости; 3) Катодные - повышающие перенапряжение катодного процесса. Они замедляют коррозию в растворах неокисляющих кислот. К таким ингибиторам относятся соли или окислы мышьяка и висмута. Эффективность действия ингибиторов зависит в основном от условий среды, поэтому универсальных ингибиторов нет. Для их выбора требуется проведение исследований и испытаний. Наиболее часто применяются следующие ингибиторы: нитрит натрия, добавляемый, например, к холодильным соляным растворам, фосфаты и силикаты натрия, бихромат натрия, различные органические амины, сульфоокись бензила, крахмал, танин и т. п. Поскольку ингибиторы со временем расходуются, они должны добавляться в агрессивную среду периодически. Количество ингибитора, добавляемого в агрессивные среды, невелико. Например, нитрита натрия добавляют в воду в количестве 0,01-0,05%. Ингибиторы подбираются в зависимости от кислого или щелочного характера среды. Например, часто применяемый в качестве ингибитора нитрит натрия может использоваться в основном в щелочной среде и перестает быть эффективным даже в слабокислых средах. 2. Практическая частьОпыт №1. Зависимость коррозии железа от коррозирующей среды. В 10 стаканчиках я заранее приготовил различные среды: водопроводная вода, кипячённая вода, раствор сульфата меди(двухвалентной), раствор соляной, серной кислот, раствор гидроксида натрия, раствор морской соли. В каждый стакан я опустил железный гвоздь массой 4 г. 800 мг. В стакан №5 к железному гвоздю я прикрутил медную проволоку и опустил в воду. В стакан №6 к железному гвоздю я прикрутил алюминиевую проволоку и опустил в воду. Я заложил опыт 9 сентября 2013 года. Взвешивание проводил на лабораторных весах. На следующий день я обнаружил следующие результаты: вода стала бурой, раствор сульфата меди принял буроватый оттенок, поверхность железного гвоздя полностью покрылась красноватым слоем выделившейся меди; в стаканах с кислотами почти полностью произошло растворение железного гвоздя. Уравнения происходящих реакций: Пробирка с водой: 2Fe + 2H2O + O2 → 2Fe(OH)2 4Fe(OH)2 + 2H2O + O2 → 4Fe(OH)3 Fe(OH)3 + nH2O → Fe(OH)3 × nH2O Пробирка с раствором сульфата меди (II): CuSO4 + Fe → FeSO4 + Cu Пробирка с раствором соляной кислоты: Fe + 2НCl → FeCl 2+ H2 Fe + H2SO4 → FesSO4 + H2 Наблюдения я проводил в течение 4-х месяцев, делал соответствующие записи. 25-ого декабря я произвёл взвешивание гвоздей участвующих в эксперименте.(см. пр.№1)  Выводы по эксперименту: в стакане №1 происходит коррозия железного гвоздя в водной среде. В стакане №2 коррозия происходит медленнее, т.к при кипячение из воды удалили кислород. В стакане №3 коррозия происходила ещё медленнее, т.к гвоздь оказывался в водной среде на половину. В стакане №4 коррозия проходила интенсивно т.к раствор морской воды является сильным электролитом. В стакане №5 выделилось много железа. Железо подверглось коррозии, т.к она стоит в электрохимическом ряду металлов левее меди, то есть является более активным металлом. В стакане №6 коррозии подвергся алюминий, т.к алюминий более активный металл чем железо . В стаканах №7 и №8 железо разрушилось, т.к между водородом и железом большая разница потенциалов. Коррозия железа происходит быстрее в воде с кислотами, значит кислая среда ускоряет любую коррозию для тех металлов, которые в ряду напряжения металлов находятся левее водорода. В стакане №10 коррозия происходила быстро т.к щелочная среда ускоряет процесс коррозии. В стакане №9 гвоздь находился в растворе медного купороса, выделилось очень много меди массой 13г 700мг. Опыт №2. Никелирование железа. Предварительно очищаем железный гвоздь последовательно мелом, далее обезжиренным раздавленным раствором NaOH, далее водой, и в конце спиртом. Очищенный гвоздь подвесим в электролитической ванне, где гвоздь будет являться катодом. Анодом будет служить пластинка никеля большей площади. В качестве источника напряжения возьмем аккумулятор. Приготовим электролит: 450 мл воды, 25 г сульфата никеля (II), 10 г борной кислоты. Ток поддерживаем 0,1 А. После 30 минут работы гвоздь будет уже отникелирован. Если нужно достичь зеркального блеска без механической полировки, то в гальваническую ванну дополнительно можно добавить несколько грамм желатина.(см. пр. №2) Вывод по эксперименту: широко распространённым способом защитой от коррозии, является никелирование. Никель-металл, который корродирует с малой скоростью. Железо является более активным металлом чем никель т.к стоит в электрохимическом ряду левее чем никель. Опыт №3. Влияние ингибиторов на процесс коррозии. Ингибиторы-это вещества, способные в малых количествах замедлять протекание хим-процессов или останавливать их. Я взял 5 пробирок и в каждую из них опустил железный гвоздь, налили водопроводной воды, в пробирку №1 добавил дихромат калия, в пробирку №2- фосфат натрия, в пробирку №3- силикат натрия, в пробирку №4- карбонат натрия, в пробирку №5- соль органической кислоты. Данные соли являются ингибиторами. Поэтому я их добавил в пробирки с гвоздями. Опыт заложил 14 января 2014 года. Каждую неделю я проверял пробирки, раз в две недели я подсыпал ингибиторы по 2гр. 6 февраля 2014 года эксперимент закончил. Вытащил гвозди из пробирок, промыл проточной водой. Никаких изменений с гвоздями не произошло.(см. пр. №3) Вывод по эксперименту: из-за того что я использовал ингибиторы , процесс коррозии не происходил. Опыт №4. Другие способы защиты металлов от коррозии. Пробирки №6,7,8,9 я заполнил водопроводной водой. В пробирку №6 опустил гвоздь покрытый лаком, в пробирку №7- гвоздь покрытый краской. В пробирку №7 гвоздь зацементированный, в пробирку № 9 гвоздь покрытый полиэтиленом. Опыт заложил 15 января 2014 года. Каждую неделю смотрел результаты и подливал воды. 5 февраля прекратил эксперимент, очистил гвозди. С ними ни каких изменения не произошло.(см. пр. №4) Вывод по эксперименту: лакокрасочные покрытия обладают низкой газо- и паропроницаемостью, водоотталкивающими свойствами, поэтому они препятствуют доступу к поверхности металла воды, кислорода. Покрытие поверхности металла не исключает коррозию, а служит для неё преградой, а значит, лишь тормозит процесс коррозии( пробирки №6, №7). Цементные покрытия хорошо защищают стальные изделия, т.к коэффициент теплового расширения цемента и стали близки, то он широко применяется для этих целей, но цементные покрытия имеют недостаток – высокая чувствительность к механическим металлам( пробирка №8). Я решил заклеить гвоздь в пищевую плёнку( два слоя) и опустил в пробирку с водой(№9). Коррозия не наблюдалась, т.к плёнка защищает гвоздь от проникновения воды и кислорода из окружающей среды. ЗаключениеВ XXI веке высокие темпы развития промышленности, интенсификация производственных процессов, повышение основных технологических параметров (температура, давление, концентрация реагирующих средств и др.) предъявляют высокие требования к надежной эксплуатации технологического оборудования и строительных конструкций. Особое место в комплексе мероприятий по обеспечению бесперебойной эксплуатации оборудования отводится надежной защите его от коррозии и применению в связи с этим высококачественных химически стойких материалов. Необходимость осуществления мероприятий по защите от коррозии диктуется тем обстоятельством, что потери от коррозии приносят чрезвычайно большой ущерб. По имеющимся данным, около 10% ежегодной добычи металла расходуется на покрытие безвозвратных потерь вследствие коррозии и последующего распыления. Основной ущерб от коррозии металла связан не только с потерей больших количеств металла, но и с порчей или выходом из строя самих металлических конструкций, т.к. вследствие коррозии они теряют необходимую прочность, пластичность, герметичность, тепло- и электропроводность, отражательную способность и другие необходимые качества. К потерям, которые терпит народное хозяйство от коррозии, должны быть отнесены также громадные затраты на всякого рода защитные антикоррозионные мероприятия, ущерб от ухудшения качества выпускаемой продукции, выход из строя оборудования, аварий в производстве и так далее. Защита от коррозии является одной из важнейших проблем, имеющей большое значение для народного хозяйства. Поэтому меня заинтересовала эта тема. Коррозия является физико-химическим процессом. Защита же от коррозии металлов - проблема химии в чистом виде. Я в своей работе показал в каких условиях коррозия протекает быстрее, а когда медленнее. Я выдвинул гипотезу, что коррозию можно победить. существует много способов, но наиболее эффективным и экономически выгодным является использование ингибиторов. ЛитератураАндреев И.Н. Коррозия металлов и их защита. - Казань: Татарское книжное издательство, 1979. Войтович В.А., Мокеева Л.Н. Биологическая коррозия. - М.: Знание, 1980, № 10. Г.А. Жук « Курс коррозии и защиты металлов».- Воронеж, 1972. И.П. Исаев «Коррозия металлов…».-Москва, 1989. Краткая химическая энциклопедия под редакцией И.А. Кнуянц и др. - М.: Советская энциклопедия, 1961-1967, Т.2. Лукьянов П.М. Краткая история химической промышленности. - М.: Издательство АН СССР, 1959. Никифоров В.М. Технология металлов и конструкционные материалы. - М.: Высшая школа, 1980. С.Ф Строкатова, И.В. Лавникова, Е.Р. Андросюк «Коррозия металлов: теория и практика»-Журнал химия в школе №1 2011. Советский энциклопедический словарь. - М.: Советская энциклопедия, 1983. Теддер Дж., Нехватал А., Джубб А. Промышленная органическая химия. - М.: Мир, 1977. Улиг Г.Г., Реви Р.У. Коррозия и борьба с ней. - Л.: Химия, 1989. Приложение. Приложение №1. Опыт №1.Зависимость коррозии железа от различных условий.    Приложение №2. Опыт №2. Никелирование.  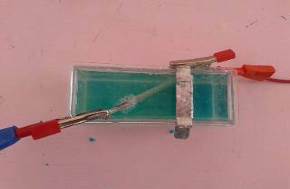   Приложение №3. Опыт №3. Влияние ингибиторов на процесс коррозии.   Приложение №4. Опыт №4. Другие способы защиты металлов от коррозии.  |