мдк 04.01 лекции. Конспект лекций для студентов специальности 22. 02. 06 Сварочное производство Технического профиля
 Скачать 1.66 Mb. Скачать 1.66 Mb.
|

Организация поточного производстваМеханизация и автоматизация производственных процессов представляет собой одну из основных задач современного производства. Различают в основном комплексную механизацию производства и комплексную его автоматизацию. При комплексной механизации производства предусматривается механизированное выполнение технологических операций, включая и межоперационный транспорт. В отдельных случаях допускается выполнение некоторых операций немеханизированными методами, например, управление работой оборудования может выполняться вручную, когда механизация этого процесса по технико-экономическим соображениям нецелесообразна. При полной загрузке оборудования и хорошей оснастке комплексная механизация производства обеспечивает высокую его эффективность. При. комплексной автоматизации производства выполнение всех технологических операций, начиная от загрузки заготовок и кончая выпуском готовой продукции, регулирование и управление ходом процесса, а также контрольные операции выполняются автоматически. Роль рабочего здесь сводится к первоначальному пуску оборудования, наблюдению за приборами и системами управления, подналадке оборудования при нарушении нормальной его работьи В редких случаях, исходя из технико-экономических соображений, допускается выполнение рабочим начальных загрузочных и конечных разгрузочных операций. Комплексная автоматизация повышает роль наладчиков автоматических систем, которые должны обладать широким кругом технических знаний. Это приближает труд рабочего к труду инженера и тем самым спо- собствует снижению различия между физическим и умственным трудом. Комплексная механизация и автоматизация производственных процессов является одним из главных направлений технического прогресса в народном хозяйстве, обеспечивающим дальнейший рост производительности труда, снижение себестоимости и улучшение качества продукции. Механизированное и автоматизированное производство организуется в виде поточного производства. Под поточным производством понимается такая его организация, при которой на основе наибольшего расчленения операций и их синхронизации, узкой специализации рабочих мест, а также их расположения по ходу технологического процесса.обеспечивается кратчайший путь транс- портирования, способствующий непрерывности и ритмичности изготовления изделий, сборочных единиц (деталей). Поточное производство характеризуется следующими основными признаками: специализация каждого рабочего места на выполнении определенной операции с закреплением за ним одного или ограниченного числа одинаковых или однотипных предметов труда; непрерывная или с возможно минимальными перерывами передача обрабатываемых изделий (сборочных единиц, деталей) с одной операции на другую; прямоточное (цепное) по ходу технологического процесса расположение рабочих мест, что обеспечивает кратчайший путь движения изделий при обработке, исключающий возвратные потоки; использование специальных транспортных средств для передачи обрабатываемых предметов и подачи исходных материалов на соответствующие рабочие места; высокая степень ритмичности выполняемых операций и всего технологического процесса в целом, т. е. запуск в обработку и выпуск готовых изделий (сборочных единиц, деталей) с определенным ритмом. Таким образом, поточное производство обеспечивает непрерывность производственного процесса, равномерный выпуск продукции, высокую производительность труда. Оно, как правило, организуется в условиях серийного и массового производства в разнообразных видах и формах в зависимости от тех или иных конкретных условий производственного процесса. Основным звеном поточного производства является поточная линия, которая представляет собой группу рабочих мест, где производственный процесс осуществляется в соответствии с изложенными признаками поточного производства. Различают две основные формы поточного производства: непрерывно- поточная и прямоточная (прерывно-поточная). Непрерывно-поточноепроизводствохарактеризуется единым тактом (кратностью такта) производственного процесса, т. е. количеством времени, необходимым для выпуска единицы изделия (сборочной единицы, детали). Это достигается синхронизацией операций, обеспечивающей равенство или кратность их длительности. На более длительных операциях устанавливается дублирующее оборудование. Так, если длительность первой операции составляет 10 мин, а второй 30 мин, то для выполнения первой операции используется одна единица оборудования, а для второй — три единицы оборудования. 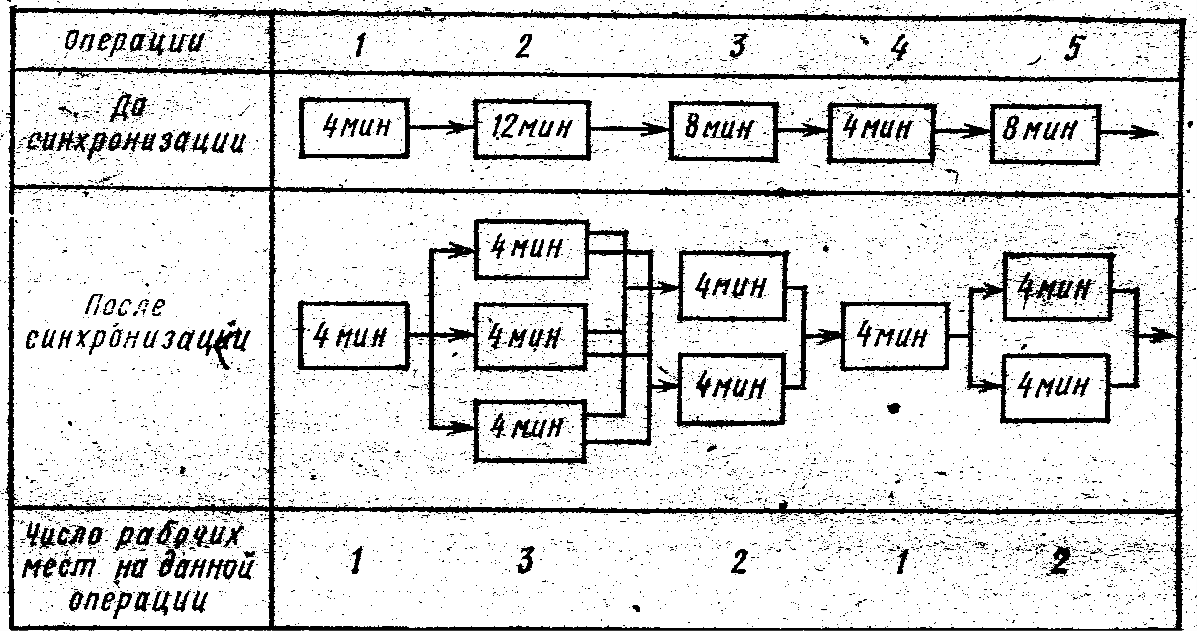 Рисунок 1.5 – Схема синхронизации поточной линии расчленением операций Синхронизация условно может быть разделена на грубую и точную. Грубая (приближенная) синхронизация осуществляется в процессе проектирования поточной линии и допускает отклонения в загрузке рабочих мест до 10—15 %. Точная синхронизация операций производится в период отладки поточной линии в производственных условиях. При этом используется многостаночное обслуживание и совмещение профессий, внедрение организационно-технических мероприятий, повышающих производительность труда на перегруженных рабочих местах и т. п. Здесь возможно изменение технологических режимов, использование дополнительных сборочно-сварочных приспособлений, и другой оснастки, улучшение организации рабочего места и его обслуживания, назначение на эти работы наиболее квалифицированных рабочих, применение прогрессивной и премиальной системы оплаты труда. Прямоточное (прерывно-поточное) производство сохраняет все признаки поточного производства, на здесь не достигается синхронность операций, т. е. не соблюдается условие их равенства или кратности. В этом случае нет непрерывности процесса. На .отдельных рабочих местах с большой длительностью работы происходит накапливание сборочных единиц (деталей), т. е. имеет место межоперационное их пролеживание. На рабочих же местах с меньшей длительностью работ возможны простои оборудования. Вместо синхронизации операций в прямоточном производстве для согласования объема выпуска в пределах определенного времени (часа, смены, суток) устанавливается дополнительное оборудование или организуется работа дополнительных смен, создающих необходимые заделы. Прямоточное производство является наиболее простой и достаточно эффективной формой поточного производства, которую можно организовать при любом типе производства. По номенклатуре одновременно изготовляемых изделий поточные линии подразделяются на однопредметные (однономенклатурные) и многопредметные (многономенклатурные). . Однопредметные поточные линии характеризуются выполнением в течение длительного периода времени на каждом рабочем месте изделий (сборочных единиц) одного типоразмера. Переход на другой типоразмер требует перестройки, а нередко и переоснащения всей поточной линии: Такие линии обычно организуются в сборочно-сварочных цехах массового и крупносерийного производства, т. е. при сравнительно устойчивом выпуске продукции в больших количествах в течение продолжительного периода. Эти линии характерны главным образом для непрерывно-поточного, производства. Многопредметные поточные линии предназначаются для одновременной или последовательной обработки (изготовления) изделий (сборочных единиц) различных -типоразмеров, сходных по конструкции или технологии их изготовления. Смена изготовляемых на линии изделий может сопровождаться переналадкой оборудования всех или части рабочих мест линии и изменением режима ее работы. Такие линии типичны для сборочно-сварочных цехов серийного производства. Применяются они в тех случаях, когда количество выпускаемых изделий (сборочных единиц) одного наименования за соответствующий период времени недостаточно для полной загрузки оборудования и рабочих. Многопредметные поточные линии не всегда возможно полностью загрузить. Это вызывает необходимость организации их в двух формах: групповой и переменно-поточной линии. Групповая поточная линия — это такая линия, на которой обрабатываются разные сборочные единицы (детали) по одинаковому технологическому маршруту и на одном и том же оборудовании без его переналадки. Они могут обрабатываться параллельно или последовательно в зависимости от наличия специальных приспособлений или крепежных устройств. Переменно-поточная линия характеризуется тем, что различные сборочные единицы (детали) обрабатываются поочередно с переналадкой оборудования. Для уменьшения числа переналадок предмеГы труда подбираются с близкими конструктивными формами или родственными в технологическом отношении. Запуск в обработку их производится партиями со строго определенным чередованием. Четкость работы поточной линии определяется соблюдением ритма (такта). При этом различают линии с регламентированным (принудительным) и свободным ритмом. В поточных линиях с регламентированным ритмом передача сборочных единиц (деталей) с операции на операцию (с одного рабочего места на другое) производится при помощи транспортного средства, единого для всех рабочих мест, например конвейеру. Такое движение применяется в непрерывно-поточном производстве, где достигнута полная синхронизация операций. В поточных линиях со свободным ритмом передача сборочных единиц (деталей) может производиться с небольшими отклонениями от расчетного ритма работы линии. В этом случае на рабочих местах должен быть создан некоторый, как правило незначительный резервный запас (задел) сборочных единиц и де- талей. Поддержание ритма осуществляется обычно подачей через определенные промежутки времени световых или звуковых сигналов. В качестве транспортных средств здесь применяются транспортеры, роликовые конвейеры, тележки и т. п. При транспортировании громоздких конструкций используют мостовые краны, электротали, электрокары и т. п. Свободное движение применяется обычно в прерывно-поточном производстве. При сборке и сварке крупных и тяжелых конструкций, например сварных колонн, ферм, станин прессов, когда транспортирование конструкции затруднено или невозможно по условиям технологии, применяются так называемые стационарные поточные линии. В этом случае конструкция находится в одном постоянном месте (стенде), а перемещаются отдельные рабочие или бригады рабочих определенной профессии. Бригады переходят от одного стенда к другому через один такт. Закончив сборочную операцию на первом стенде, бригада переходит для выполнения этой же операции на втором стенде, а к первому стенду подходит вторая бригада, выполняющая сварочные операции, и т. д. Все разнообразие поточных линий сведено в классификационную табл. 1.5. |