мдк 04.01 лекции. Конспект лекций для студентов специальности 22. 02. 06 Сварочное производство Технического профиля
 Скачать 1.66 Mb. Скачать 1.66 Mb.
|

Производственный процесс и его составДля правильного установления величины нормы времени необходимо знать состав производственного процесса. По составным частям производственного процесса определяют виды работ, на которые требуется определить затраты рабочего времени. При этом тщательное изучение производственного процесса является исходным этапом установления технических норм времени. Производственный процесс есть совокупность действий, направленных на превращение материалов, полуфабрикатов, узлов и деталей в законченную продукцию — объект производства. Продуктом конечной стадии производства в судостроении является судно. Его можно рассматривать как составное изделие, включающее большое число элементов разнообразного вида и назначения. Для такого сложного изделия производственный процесс проходит ряд стадий производства, которые представ- ляют собой частные производственные процессы. Например, стадия постройки корпуса судна включает частные производственные процессы: обработку листов и профилей, сборку и сварку узлов и секций корпуса, монтаж механизмов и оборудования судна и другие процессы, которые в совокупности со вспомогательными и обслуживающими процессами составляют производственный процесс предприятия. Производственный процесс разделяется на две составляющие части (рис. 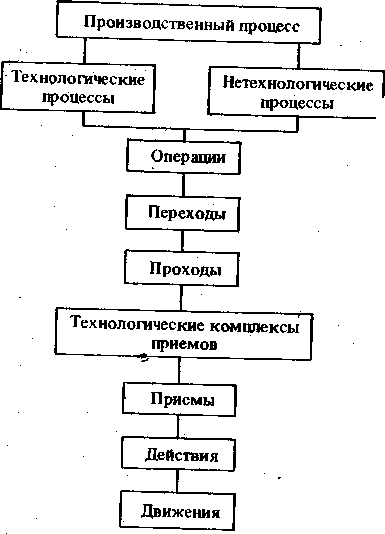 1.7) —технологические и нетехнологические процессы. 1.7) —технологические и нетехнологические процессы.Рисунок 1.7 – Схема разделения производственного процесса Технологическим процессом называется главная составная часть производственного процесса, в течение которой с предметом труда (материалами, заготовками, полуфабрикатами, узлами, деталями) происходят количественные и качественные изменения (размеров, формы, внешнего вида, физических свойств, взаимного расположения деталей и т. п.). Нетехнологическим процессом называется составная часть производственного процесса, в течение которой выполняются действия, обеспечивающие нормальный ход технологического процесса (комплектовка, транспортировка, контроль и др.). В условиях предприятия технологические процессы распределяются на основные и вспомогательные. Характер выполняемых работ рабочими в каждом технологическом процессе обусловливает распределение рабочих на две категории: основных (производственных) рабочих, выполняющих основную, технологическую часть производственного процесса, вспомогательных рабочих, выполняющих нетехвологические, трудовые процессы в основных и вспомогательных цехах предприятия; рабочих связанных с обслуживанием и поддержанием в исправном состоя- нии оборудования, оснастки, инструмента и приспособлений. При определении норн времени следует также учитывать характер участия производственных рабочих в технологическом процессе и периодичность По- вторения технологического процесса. В зависимости от характера участия производственных рабочих в технологическом процессе и применяемого оборудования и инструмента все технологические процессы разделяются на следующие группы: ручные, осуществляемые рабочим (звеном рабочих, бригадой) с применением ручных орудий труда без использования источников энергии, - сборка изделий, разметка, правка вручную, шабрение, опиловка и др.; ручные механизированные, выполняемые рабочим с применением механизированного инструмента и использованием источников питания — зачистка сварных швов, мест установки деталей, соединяемых кромок при сварке, сверление отверстий электродрелью, обрубка деталей пневматическим инструментом; машинно-ручные, осуществляемые исполнительным механизмом машины, которым рабочий управляет вручную,—станочная резка, гибка, строжка кромок, правка, механизированная сварка, тепловая резка; машинные, производимые исполнительным механизмом машины без непосредственного участия рабочего в процессе изменения формы, размеров или внешнего вида предметов труда — обработка деталей на станках с автоматической подачей, машинная плазменная резка; автоматизированные, выполняемые исполнительным механизмом, направляемым автоматически, при наблюдении со стороны рабочего за правильностью работы машины и ее загрузочных устройств. Технологический процесс может быть прерывистым, когда он прерывается и повторяется с начала производства каждой единицы продукции, непрерывным, когда технологический процесс прекращается только в том случае, когда приостанавливается подача сырья, заготовок, материала. Технологический процесс состоит из ряда операций, выполняемых на различных рабочих местах и являющихся объектом технического нормирования. Технологической операцией называется составная часть технологического процесса, которая выполняется на одном рабочем месте и включает все последовательные действия рабочего, звена, бригады над предметом труда с целью изменения размеров, формы, внешнего вида, состояния или взаимного рас- положения изделий (например, резка кромок листа, разметка линий реза, сверление отверстий, гибка листов, труб, правка заготовок и т.д.). При определении затрат рабочего времени на технологическую операцию ее разделяют на следующие составные части: переходы, проходы, приемы, действия и движения. Переходом называется часть операции, характеризуемая одной обра- батываемой поверхностью, одним режущим инструментом и одним режимом работы оборудования (например, сварка шва с одной стороны, разделка фаски с одной стороны листа, зачистка наружной поверхности детали, выполнение одного погиба трубы на станке). В ручных операциях, например сборочных, переходом называется часть операции, объединяющая законченные действия рабочего (группы рабочих), направленные на соединение двух или нескольких деталей, узлов, конструкций при неизменном составе сборочных элементов, применяемого инструмента и технических условий сборки. Проход — часть перехода, ограничиваемая наложением (или снятием) одного слоя материала на обрабатываемую поверхность детали (например, снятие одного слоя металла при строжке, наложение одного валика сварного шва, один пропуск листа через правильные и гибочные вальцы) . Приемом называется законченная совокупность действий рабочего, имеющая определенное целевое назначение (например, закрепление детали в приспособлении, включение оборудования, смена инструмента). Трудовым действием называется часть приема, объединяющая несколько физических движений рабочего или его перемещений для того, чтобы взять, перенести, повернуть какой-либо предмет в процессе работы. Под движением понимается часть трудового действия, заключающаяся в одном перемещении руки, детали, инструмента (например, взять деталь, переместить деталь, отложить готовое изделие). Продолжительность каждого движения будет зависеть от прилагаемого усилия, степени свободы движений, навыка рабочего, точности перемещения. Расчленение нормируемой операции на составные элементы дает воз- можность детально изучить их, учесть все организационные и технологические факторы, влияющие на затраты времени, и спроектировать рациональный состав технологической операции. Степень расчленения технологической операции необходимо устанавливать в зависимости от типа производства. В массовом и крупносерийном производстве, характеризующимся наибольшей повторяемостью операций, детально разработанным технологическим процессом, для расчета затрат времени требуется детальное расчленение технологической операции до приемов, трудовых действий и движений. В серийном производстве примени- ется универсальное Оборудование, типовые технологические процессы, ему свойственны меньшая повторяемость операций. В этом случае для изучения затрат рабочего времени на рабочем месте выбираются наиболее распространенные и типичные операции, которые расчленяются до комплексов приемов или отдельных приемов. Для единичного и мелкосерийного производства — характерного типа производства в судостроении — присущи разнообразная номенклатура работ, применение универсального оборудования и приспособлений, редкая повторяемость операций. Все это исключает детальное расчленение операций при изучении затрат рабочего времени и проектировании технологической операций по составляющим ее элементам. Затраты рабочего времени определяются в целом на технологически однородные операции применительно к средним и наиболее типичным условиям их выполнения. |