мдк 04.01 лекции. Конспект лекций для студентов специальности 22. 02. 06 Сварочное производство Технического профиля
 Скачать 1.66 Mb. Скачать 1.66 Mb.
|

Организация труда на рабочих местах. Планировка рабочих местРабочее место — это часть производственной площади, которая закреплена за рабочим (группой рабочих), оснащена оборудованием, приспособлениями и инструментом для выполнения порученной работы при соблюдении правил техники безопасности. Организация рабочего места предполагает рациональную его планировку, целесообразное оснащение, эффективные формы обслуживания, обеспечение безопасной работы и создание условий для высокопроизводительного и качественного труда. При этом необходимо обеспечить такие условия труда, которые будут способствовать повышению его содержательности, созданию эстетической обстановки (освещение, цвет оборудования и стен помещений и т. п.), творческого подъема и т. д. В целях повышения технического, технологического и организационного уровня и улучшения условий труда на рабочих местах на предприятиях проводится аттестация. По правилам обязательной аттестации проверку на принадлежность условий труда нормативам безопасности проводят раз в 5 лет. Но бывают случаи, когда грядет внеплановая проверка, которая может быть проведена раньше срока. Процесс определения уровня вредности труда может проводиться несколькими способами: Проводится за счет средств работодателя. Такой порядок используется крупными предприятиями. Весь ряд работ проводится сторонней фирмой, в компетенции которой аттестация рабочих мест труда. Она должна быть сертифицирована и иметь соответствующую лицензию. Проводится совместными силами. Финансовая и подготовительная работа выполняется специалистами проверяемой организации, а замеры выполняет сторонняя фирма. Весь процесс специальной оценки рабочих мест можно представить в виде нескольких этапов: Подготовительный этап, который заключается в подготовке к проведению работ. Основной этап, который заключается в самой проверке. Заключительный этап, разработка итоговых документов с записями результатов всех исследований. Оценка полученных итогов, выявленных в ходе процедуры. Подготовка к сертификации организации по итогам проверки. Рассмотрим каждый этап подробнее. Подготовка Руководитель организации, которая подвергается спецоценке рабочих, назначает председателя комиссии. Председатель комиссии в свою очередь формирует комиссию. В основном на должность председателя назначается лицо, отвечающее за охрану труда на производстве, это может быть инженер по охране труда (ОТ). В любой фирме или организации в аттестационную комиссию входят: инженер по ОТ; сотрудник кадровой службы; механик; электрик или энергетик; бухгалтер по начислению зарплаты; медицинский работник; член профсоюзной организации; технолог. Основнойэтап Аттестация направлена на выявление соответствия факторов работы государственным нормам охраны труда по ряду направлений: соответствие гигиеническим нормам; опасность получения травмы на рабочем месте; наличие у работников защитной одежды, рукавиц, сапог, респираторов, очков; комплексная оценка всех условий. Оценка, согласно гигиеническим критериям, учитывает все опасные и вредные факторы, степень тяжести, напряженности. Также это могут быть биологические, физические, химические факторы. Она проводится специальными измерительными средствами. Итоги, выявленные в результате измерений, оформляются протоколом. Протокол включает в себя следующие данные: Дата осуществления измерений. Указание подразделения, подвергающегося оценке. Название приборов измерений. Наименование фактора, подвергающегося измерению. Чертеж помещения в котором брали замеры с указанием точного места. Стандартное значение измеряемого фактора для дальнейшего сравнения. Автограф ответственного лица за измерение. Печать и подписи работников сторонней организации, если таковая привлечена. Измерительными приборами владеют только специализированные фирмы, а травмоопасность проверяется специалистами собственной комиссии. При оценке травматизма проверяются мощности, станки, приспособления к ним и рабочие инструменты, спецодежда, своевременность проведение инструктажа, а также их соответствие нормативно-правовым стандартам и наличие сертификатов безопасности на автоматизированные механизмы. При оценке СИЗ проверяется правильность и полная обеспеченность ими работников на каждом рабочем месте. Перед проведением оценки наличия СИЗ комиссия должна изучить и составить протоколы по вышеперечисленным этапам, чтобы определить, какие средства необходимо иметь на предприятии и имеются ли они в полной мере. Выходные итоги оценки рабочих мест должны быть запротоколированы. На базе полученных данных и сопоставления их с нормативами определяется класс, подкласс сложности нахождения на рабочем месте, класс опасности, и соответствие места работы стандартам безопасности. Все итоги исследований записываются в специальной карте, на основе которой разрабатывается план действий по улучшению климата на рабочем месте. Аттестационнаякарта Аттестационная карта – это итоговый документ, который подтверждает фактическое положение на каждом аттестуемом рабочем месте, действующие льготы и компенсации, нормы выдачи СИЗ, ряд мер по устранению или минимизированию нежелательных показателей работы. С помощью аттестационной карты выявляются места, которые не прошли оценку, то есть не соответствуют нормам безопасности; определяется перечень плохих показателей на производстве, которые в дальнейшем используются при оформлении на должность, с целью довести до работника условия будущей работы. Заключительныйэтап Отметим, что заключительный этап предполагает подготовку выходных документов: Реестр рабочих мест с результатами проверки отдельно по структурным единицам и в комплексе, с указанием численности работающих и обеспеченности их спецодеждой. Протоколы соответствия различным требованиям ОТ (охраны труда). План работ по устранению выявленных нарушений. Все документы должны быть подписаны членами комиссии и председателем. Результаты аттестации должны быть освещены всему коллективу с оглаской сроков выполнения. Результаты такой проверки хранятся в течение 45 лет и являются бланками строгой отчетности. Под планировкой рабочего местапонимается взаимное (в трехмерном измерении) пространственное расположение на отведенной производственной площади основного и вспомогательного оборудования, технологической и организационной оснастки и самого рабочего (или группы рабочих). Основные задачи планировки рабочих мест следующие: создать удобные и безопасные условия труда; наиболее эффективно использовать производственные площади; улучшить использование рабочего времени исполнителей за счет устранения излишних движений, хождений и т.п. При проектировании планировки рабочих мест различают внешнюю и внутреннюю планировку. Под внешней планировкой понимается положение данного рабочего места относительно других рабочих мест участка, линии, цеха, грузопотоков, стен, колонн и т.д. Внутренняя планировка рабочего места означает размещение на его площади всех предметов оснащения, их рациональную компоновку по отношению друг к другу и к работнику. При внутренней планировке решаются следующие задачи: обеспечение наименьших затрат рабочего времени на выполнение работ, которые закреплены за рабочим местом; минимизация физиологических усилий и нервно-психической напряженности работника; удобство выполнения работы и обслуживания оборудования; хороший обзор в активной рабочей зоне всех частей оборудования, приборов, механизмов; оптимизация маршрутов передвижения работника по рабочему месту; рационализация рабочей позы (положения) работника; создание благоприятных условий труда; безопасность труда. Проведение работ при внутренней планировке целесообразно осуществлять в следующей последовательности: Определить местоположение основного, а затем вспомогательного оборудования и тары. Установить местоположение исполнителя в процессе труда по отношению к оборудованию и его рабочую позу. Скомпоновать на основном оборудовании средства информации (контрольно-измерительные приборы) и органы управления (кнопки, педали, рычаги, клапана, выключатели и т.п.). Установить средства безопасности. Установить организационную оснастку. Разместить предметы технологической оснастки, рабочую документацию, справочную и специальную литературу. Установить средства местного освещения, связи, сигнализации. Разместить хозяйственные средства. Разместить предметы эстетизации производственного интерьера. При планировке важно правильно определить площадь рабочего места, при этом следует помнить о необходимости наиболее экономного использования производственных площадей. Вместе о тем площадь рабочего места должна быть достаточной для размещения оборудования, оснастки и других предметов и создавать рабочему необходимые условия для производительного и безопасного для здоровья труда. По существующим нормативам на каждого работающего должно приходиться не менее 4,5 м2производственной площади и не менее 15 м3объема производственного помещения. Рабочее место подразделяется на рабочую (оперативную) зону и вспомогательное пространство. Рабочая зона— это участок трехмерного пространства, ограниченный пределами досягаемости рук в горизонтальной и вертикальной плоскостях с учетом поворота рабочего на 180° и перемещением его вправо или влево на один-два шага. В этой зоне размещаются орудия труда, постоянно используемые в работе. Остальная площадь составляет вспомогательную зону, где располагаются предметы, применяемые реже. Пространство, ограниченное воображаемой дугой, очерчиваемой кончиками пальцев полностью вытянутой руки при ее вращении плечевом суставе, называется зоной максимальной досягаемости(в горизонтальной и вертикальной плоскости соответственно). Пространство, ограниченное воображаемой дугой, очерчиваемой пальцами руки (соответственно в горизонтальной или вертикальной плоскости) при ее вращении в локтевом суставе (при свободно опущенном плече), считается оптимальной зоной досягаемости. Зоны досягаемости определяются для различных фиксированных рабочих положений (сидя, стоя и т.п.) и поз. При определении зон досягаемости следует ориентироваться на размерные данные человека маленького роста в одежде и обуви. Важным этапом планировки рабочего места является выбор и обоснование рабочей позы исполнителя, т.е. положение корпуса, головы, рук и ног рабочего относительно орудий и предметов труда. Наиболее распространенные рабочие позы «сидя» и «стоя» или переменная («сидя–стоя»). Наиболее утомительной является рабочая поза «стоя», так как при этом приходится затрачивать дополнительные усилия на поддержание тела в вертикальном положении. Нагрузка при прямой рабочей позе «стоя» составляет 1,6 по отношению к нагрузке при прямой рабочей позе «сидя». При наклонах разница в нагрузках возрастает еще больше. Выбор рабочей позы зависит от ряда факторов, особенно от требуемых при выполнении работы физических усилий. Рабочая поза «стоя» принимается при работах со значительными физическими усилиями, с большим количеством движений. Эта поза правильна, если работающий стоит с небольшим наклоном вперед. Угол наклона не должен превышать 10 −15, так как при большем наклоне появляются незначительные статические напряжения. Пример проектирования рабочей позы в положении «стоя» с учетом антропометрических характеристик приведен на рис. 3.1. 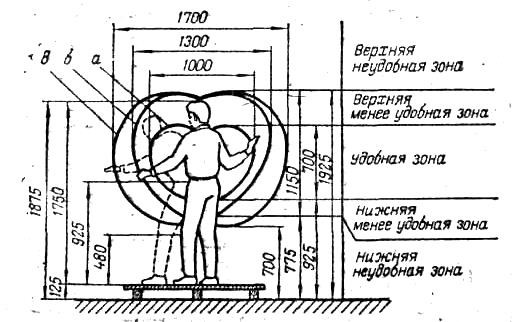 Рисунок 3.1 - Микроклассификация рабочей зоны в вертикальной плоскости (при работе стоя): а – оптимальная зона; б – нормальная зона; в – максимальная зона Нельзя устанавливать рабочую позу в положении «стоя» или только «сидя», так как любая статическая поза неблагоприятно сказывается на работоспособности человека. Длительные статические мышечные нагрузки приводят к быстрому утомлению работника. В любом случае, если в силу характера труда от работника требуется постоянное рабочее положение, вызывающее значительные статические нагрузки, для него следует проектировать возможность перемены положения. Для человека, работающего стоя, должна быть предусмотрена возможность часть работы выполнять сидя, и наоборот. Для тех, кто вынужден постоянно работать стоя, должно быть устроено удобное место для сидения во время кратких перерывов на отдых. Таблица 3.1 – Оптимальная высота рабочей поверхности в зависимости от позы работника и его роста
При сборке и сварке крупных конструкций рабочие места оснащают специальными площадками для сварщиков. Такие площадки, приводимые в действие при помощи электродвигателей, помогают создавать удобные и безопасные условия работы сварщика на высоте, позволяют расширить пределы - рабочей зоны, значительно сократить время на перемещения. При выполнении сварочных работ на открытом воздухе рабочие места, а также сварочное оборудование должны быть защищены от дождя, снега, ветра и обязательно ограждены. При работе на высоте применяют нетяжелые подвесные люльки для сварщика, снабженные надежными ограждениями и легко перемещаемые с одного рабочего места на другое. Сварщик должен быть снабжен верхолазным поясом с цепью и карабином для прикрепления к конструкции во время сварки. При большом фронте сварочных работ оборудование устанавливают на специальных переносных площадках или в будках, которые могут быть быстро перемещены к новому месту сварочных работ. Рабочие места сварщиков в зависимости от выполняемой работы и размеров свариваемых изделий могут быть оборудованы в специальных сварочных кабинах или непосредственно у свариваемых конструкций. При сварке изделий небольших размеров рабочие места организуют в сварочных кабинах (рис. 25) размером.2000 X 2000 мм' или 2000 x 3000 мм. Каркас кабины металлический, "из стальных » труб и уголков. Высота стен кабины 1300—2000 мм, для лучшей вентиляции они не доходят до пола на 200— 250 мм., В качестве материала для стен используют тонколистовую сталь, асбоцементные плиты или другие несгораемые материалы. Стены окрашивают огнестойкой краской в светлые тона цинковыми или титановыми белилами или другими -красками, хорошо поглощающими ультрафиолетовые лучи сварочной дуги. Окраска стен в более темные тона не рекомендуется, так как при этом ухудшается общая освещенность во время перерывов в работе. Вход в кабине закрывается брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала: кирпича, цемента, бетона. Кабины должны хорошо освещаться дневным или. искусственным светом и вентилироваться. С этой целью кроме общей вентиляции устраивают местные отсосы, которые поглощают вредные газы и пыль непосредственно в зоне их образования. Для удобства работы в кабине устанавливают стул с винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Если в кабине предусмотрена сварка деталей с круговыми швами или деталей сложной конфигурации, то в ней устанавливают манипулятор или кантователь. При расположении сварочной кабины на поточной линии в её боковых стенках - делают проемы, для прохождения транспортного устройства с изделиями. Такие проемы закрывают дверями или брезентовыми шторами | |||||||||||||||||||||||||||