Курсовая работа. Кп 15. 02. 01. 18. 13. Пз
 Скачать 239.19 Kb. Скачать 239.19 Kb.
|

                       У- - Литер Лист Листов КП 15.02.01.18. 13.ПЗ Изм Лист № докум. Подп. Дата Разраб. Руковод. СОДЕРЖАНИЕ Введение……………………………………………………………….…….....4 1 ОБЩАЯ ЧАСТЬ……………………………………………………………...6 1.1 Описание и принцип работы ректификационной колонны...................6 2 РАСЧЕТНАЯ ЧАСТЬ………………………………………………………10 2.1 Механический расчет……………………………………………….……10 2.1.1 Расчет толщины стенки обечайки, нагруженной внутренним давлением…………………………………………………………………….…….10 2.1.2 Расчет толщины стенки днища и выбор его по ГОСТу…….………..11 2.1.3 Укрепление вырезов в стенках аппарата……………………………...13 2.1.4 Расчет ориентировочного числа болтов во фланцевом соединении..14 2.1.5 Расчет ветровой нагрузки и расчет опор……………………………...17 3 РЕМОНТ КОЛОННЫХ АППАРАТОВ………….……………...…………28 3.1.1 Основные неисправности колонных аппаратов………………………29 3.1.2 Ремонт и испытание колонных аппаратов……………………….……30 Литература…………………………………………………………….…...…….36 Введение В состав заводов входят также цехи и участки, которые обеспечивают нормальную жизнедеятельность предприятия, хотя работа их не связана с непосредственным участием в процессах переработки сырья и получения готовой продукции. К ним относятся товарно-сырьевые и транспортные цехи, электротехнические и теплотехнические участки, ремонтные и другие подсобно-вспомогательные службы. Работа таких цехов, участков и служб также основана на эксплуатации разнообразного оборудования общего или специального назначения. Постоянная работоспособность всякого оборудования поддерживается его правильной эксплуатацией и своевременным и качественным ремонтом. Поэтому ремонтная служба имеет огромное значение для нормальной жизнедеятельности любого предприятия. Вводу в эксплуатацию промышленного предприятия должно предшествовать завершение всех строительно-монтажных работ, предусмотренных утвержденным проектом, а также выявленных при практическом осуществлении этого проекта. Строительная часть работ выполняется специализированными строительными организациями или цехами в три стадии: 1) до начала монтажа оборудования (вертикальная и горизонтальная планировка участка, отведенного под строительство объекта, устройство дорог и подъездных путей, сооружение фундаментов и постаментов, трубопроводных лотков, складов, монтажных площадок, бытовых помещений для строителей и монтажников и т.д.) ; 2) одновременно с монтажом оборудования (строительство зданий и сооружений, отделочные работы и т. д.) ; 3) после завершения основных монтажных работ (работы по благоустройству территории). Комплекс организационных и технических мероприятий по обслуживанию и ремонту оборудования в химической и нефтеперерабатывающей промышленности, проводимых с заданными последовательностью и периодичностью, представляет собой единую систему, именуемую системой технического обслуживания и ремонта (ТО и Р) —в химической промышленности или Положением о планово-предупредительном ремонте (ППР) — в нефтеперерабатывающей и нефтехимической промышленности. Для осуществления мероприятий, предусмотренных системой ТОиР или ППР, на заводах имеются соответствующие службы или отделы (главного механика, главного энергетика, контрольно-измерительных приборов, архитектуры и строительства и др.) Важной составной частью системы ППР или ТОиР являются организация и проведение ремонтов оборудования, на которые приходится основная часть трудовых и материальных затрат. [1] При выполнении курсового проекта студен должен: -ориентироваться в теоретических и прикладных задачах основных дисциплин, связанных с избранной специальностью; -Использовать полученные знания при самостоятельном решении конкретных задач; -работать с текущей отечественной и зарубежной литературой по специальности; -четко, логично, интересно и грамотно формулировать свои мысли -оформлять графический материал работы в соответствии с требованиями Цель курсового проекта: Выполнить механический расчет некоторых элементов ректификационной колонны для проведения капитального ремонта: - рассмотреть виды ремонта оборудования; -изучить причины возникновения неисправности теплообменного оборудования и способы их устранения; -рассмотреть грузоподъемных механизмы, используемые при ремонте. 1 ОБЩАЯ ЧАСТЬ 1.1 Описание и принцип работы ректификационной колонны Ректификационная колонна- представляет аппарат, предназначенный для разделения жидких смесей, составляющие которых имеют различную температуру кипения. Она состоит из корпуса 3, переливных патрубков 1, кольцевой опоры 4, опорных колец6, тарелок 2 и выносного кипятильника 5 и имеет ряд штуцеров для подачи продуктов и установки приборов.  Рисунок 1. Ректификационная колона При подготовке колонного аппарата к ремонту следует отключить его от газовых магистралей и электросети и установить заглушки согласно существующей в цехе схеме установки заглушек; продуть аппарат азотом до получения удовлетворительных анализов на содержание горючих веществ (до 0,5 %); демонтировать коммуникацию входа газа в колонну; разъединить фланцевые соединения, демонтировать находящиеся внутри колонны вспомогательное оборудование. Далее необходимо провести тщательный наружный и внутренний осмотр корпуса колонны с целью выявления возможных дефектов, образовавшихся в процессе эксплуатации (механические повреждения, трещины, коррозия и т. д). Обратить особое внимание на состояние сварных швов и уплотнительных поверхностей корпуса и крышки. При наличии повреждений наружной поверхности (вмятин, равнин, коррозионных разрушений, трещин и т. д.) удалить дефектный металл шлифовальной машинкой или шлифовкой вручную. Надежность выведения поверхностных дефектов проконтролировать магнитной или цветной дефектоскопией. Допускается глубина повреждения в пределах 10-25% от толщины стенки в зависимости от размеров повреждения. Колонна снабжена штуцерами для отвода целевых паров в конденсатор-холодильник, откачки отпаренного остатка ввода верхнего острого орошения, ввода сырья, отвода боковых погонов, подачи боковых орошений и др. Колонны работают при высоких температурах, среда в них огне- и взрывоопасная, иногда вызывающая интенсивную коррозию и эрозию. Поэтому корпуса ректификационных колонн относятся к весьма ответственным конструкциям В процессе эксплуатации при ремонтах систематически проверяют и замеряют фактическую толщину стенки корпуса и днищ. Колпачки на тарелках располагают по вершинам равносторонних треугольников или в шахматном порядке шагом от 1,3 до 1,9 диаметра колпачка. Их устанавливают и крепят на тарелке индивидуально или группой (гирляндой). Колпачки надевают на патрубки, которые крепятся к полотну тарелки развальцовкой или сваркой. При горизонтальном положении аппарата тарелки устанавливают строго вертикально; их положение проверяют по отвесу, прикладываемому в нескольких точках, и по заранее нанесенным на внутренних стенках аппарата меткам, для чего аппарат приходится поворачивать вокруг оси на 90 градусов. Значительно легче обеспечить строгое горизонтальное положение тарелок в уже установленном, выверенном и закрепленном на фундаменте корпусе аппарата. В этом случае достаточной точности добиваются либо с помощью уровня, либо заливая на поверхность тарелки воду. 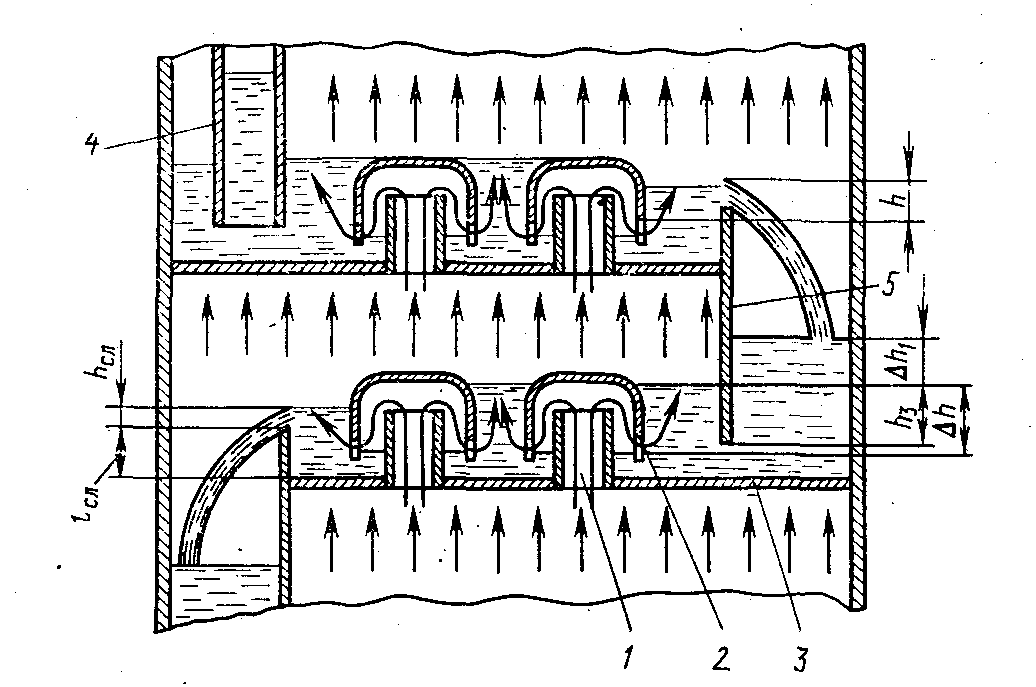 Рисунок 2. Колпачковая тарелка: 1- стакан; 2- колпачок; 3- диск тарелки; 4- сливная труба; 5- сливная перегородка. Работу колпачковой тарелки легко проследить по схеме тарелки с круглыми колпачками представленной выше. Поток паров через патрубки 1, называемые стаканами, попадает под круглые колпачки 2, установленные над ними. Стаканы вварены или в вальцованы в отверстия чугунного или стального диска 3 тарелки. Нижняя часть колпачка имеет по всей окружности щели (прорези), погруженные в жидкость, находящуюся на тарелке. Через эти прорези пары из-под колпачка попадают в жидкость, что обеспечивает контакт между фазами. На каждую тарелку жидкость поступает с вышележащей тарелки через сливные устройства в виде труб 4 или плоских перегородок 5. С помощью выступающих над тарелками частей этих труб и перегородок (которые в большинстве случаев можно регулировать по высоте) поддерживается необходимый уровень жидкости на каждой тарелке. Колпачки устанавливают по высоте так, чтобы верхний край их прорезей был погружен в жидкость на 20-50 мм, в зависимости от режима работы. Установку колпачка увязывают с соответствующей регулировкой по высоте сливных труб или планок сливных перегородок. 2 РАСЧЕТНАЯ ЧАСТЬ 2.1 Механический расчет Исходные данные: Высота- 46100 мм Температура расчетная - 130°C Давление расчетное 0,7 МПа Наименование рабочей среды – Бензин Марка стали – 09Г2С Диаметр – 3600 мм 2.1.1 Расчет толщины стенки обечайки, нагруженной внутренним давлением Обечайка- это цилиндрический или конический барабан без днищ изготовленный из листового материала. Для гладких цилиндрических обечаек, нагруженных внутренним избыточным давлением, толщину стенки следует рассчитывать по формуле: S=  +С (мм), (1) +С (мм), (1)где S- полная расчётная толщина стенки аппарата, мм;  - внутренний диаметр корпуса аппарата, мм; - внутренний диаметр корпуса аппарата, мм; - допускаемое напряжение для стали и аппарата, МПа; - допускаемое напряжение для стали и аппарата, МПа; - коэффициент прочности сварного шва 2; Р – расчётное внутреннее избыточное давление, МПа; С-прибавка на коррозию; С= 2,0 (мм). S=  + 2,0= 14 (мм) + 2,0= 14 (мм)По конструктивным соображения принимаем толщину обечайки S= 6,0 мм. Для проверки выполнения условия прочности, используем следующее неравенство:  ; МПа ; МПа (МПа), (МПа),  . . (МПа) (МПа)Условие прочности соблюдается. 2.1.2 Расчет толщины стенки днища и выбор его по ГОСТу Днища закрывают обечайку аппарата с торцов. Они соединяются с обечайкой без разъёма (сваркой) или с разъёмом (на фланцах). Обычно, днища изготавливают из того же материала, что и обечайки. Для сосудов и аппаратов химических производств самыми распространенными являются эллиптические днища. Но так же применяют полушаровые (сферические), конические, тарельчатые и плоские днища и крышки. Эллиптические днища - это деталь, состоящая из выпуклой части, представляющая собой эллипс в разрезанном состоянии, а также цилиндри ческой части на бортах. Э 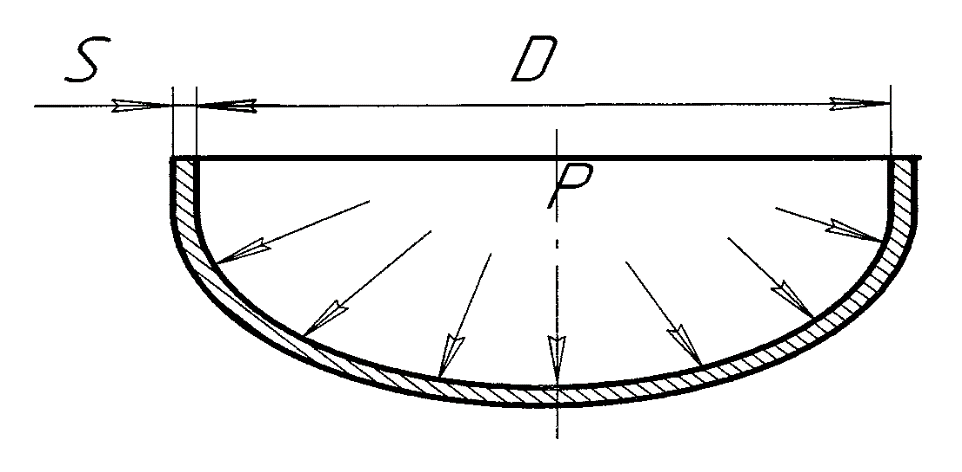 ллиптические днища используются для изготовления сосудов различных модификаций и видов, аппаратов, работающих как при давлении 10 МПа, так и под вакуумом. Отрасли промышленности где зарекомендовали себя эллиптические днища - нефтегазовая промышленность, нефтепереработка, металлургия и другие смежные направления. Рисунок 3. Днище эллиптическое Sд=  По конструктивным соображениям принимаем толщину стенки днища 6,0 мм. Выбранную толщину проверяем на прочность из условия: [P] ≥ Pрасч  . .0,9>0,7-условие прочности выполняется 2.1.3 Укрепление вырезов в стенках аппарата В сосудах и аппаратах, обечайках и днищах для установки штуцеров и люков вырезают отверстия. Эти отверстия ослабляют обечайку или днище и вызывают концентрацию напряжений вблизи этих отверстий. Для укрепления отверстий используют следующие способы: утолщение стенки штуцера; накладное кольцо; отбортовка; торообразная вставка. На рисунке 2 показан один из способов сварки укрепляющего кольца с аппаратом и патрубком штуцера. В укрепляющих кольцах предварительно сверлят отверстие и нарезают резьбу М10. Отверстие служит для обнаружения в процессе эксплуатации и при испытаниях пропусков в сварном шве, соединяющем патрубок штуцера и корпус аппарата. При испытаниях через отверстие можно подать воздух и проверить плотность приварки укрепляющего кольца к корпусу и патрубку. 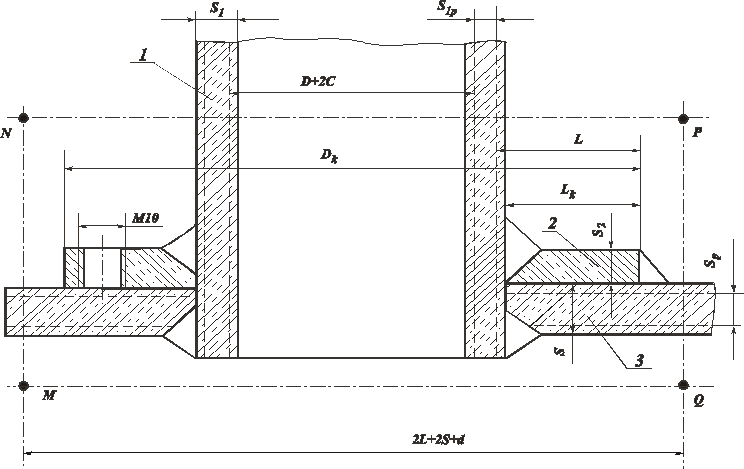 Рисунок 4. Приварка укрепляющего кольца: 1 – патрубок штуцера; 2 – укрепляющее кольцо; 3 – корпус аппарата; Диаметр укрепляющего кольца (500 мм) 1,9-2,0 диаметра люка лаза. Толщина кольца будет ровна толщине обечайки. 𝐷к=(1.9÷2.0)×𝑑; (мм) где 𝐷к-диаметр укрепляющего кольца, мм; d- диаметр штуцера, мм. 𝐷к=2.0×500=1000 (мм) Толщину укрепляющего кольца принимаем равной толщине стенки обечайки (6,0 мм). 2.1.4 Расчет ориентировочного числа болтов во фланцевом соединении Фланец – это плоская круглая деталь с равномерно расположенными отверстиями для болтов либо шпилек. На современном рынке соответствующих товаров фланцы представлены к продаже в широком ассортименте. Широкая область применения во всех строительных отраслях делает фланец важной составляющей частью. Основная область применения фланцев приходиться на строительство трубопроводов. Независимо для чего используются трубы то ли для газа или нефтепродуктов или воды разъемные соединения выполняются с помощью фланцев. Фланцы служат для разъёмного соединения трубопроводов, арматуры, составных корпусов аппаратов или отдельных аппаратов друг с другом. Фланец является элементом фланцевого соединения и представляет собой диск с отверстиями для крепёжных болтов. Круглые диски легче изготовить, поэтому применяют главным образом круглые фланцы. Фланцы иной формы (например, прямоугольной или треугольной) применяют только тогда, когда это вызвано особыми технологическими или конструктивными условиями. Конструктивно фланцы отличаются способом соединения с патрубком или обечайкой и формой сопрягаемых поверхностей, между которыми зажимается уплотнительная прокладка. Конструирование и расчёт фланцевого соединения рекомендуется выполнять в следующей последовательности: принимаемые конструктивные и определяемые расчётом размеры фланцевого соединения приведены на рисунке 4. Задаются: Тип фланца (приварной встык) так как расчетное давление 0,09 МПа, форма поверхности сопряжения (выступ-впадина), поперечное сечение прокладки (плоская с прокладкой прямоугольного сечения). 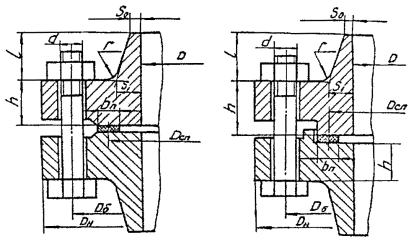 Рисунок 5. Фланцевое соединение Определяем ширину прокладки  : :Так как диаметр аппарата составляет 3600 мм, то ширина плоской неметаллической прокладки берётся 15  25 мм. Принимаем меньшую толщину прокладки 25 мм. Принимаем меньшую толщину прокладки  . .Находим расчетные величины: а) меньшая толщина конической втулки фланца: 𝑆0≤1.35×𝑆, но 𝑆0−𝑆≤0.005 м; 𝑆0=1.35×14=189 (мм); 𝑆0−𝑆=18,9−14=5 (мм); 4,9>5 –условие выполняется б) Отношение большей толщины втулки фланца к меньшей 𝛽=S1/S0 Диаметр болтовой окружности (м): а) для приварных встык фланцев: Dб ≥ D + 2 (S1 + dб +0,006) (5) где D – внутренний диаметр кольца (свободного фланца); Размер Dб – принимают с окончанием на 0 или кратным 5 мм. 𝐷б=0,5+2×(0,0047+0,02+0,006)=0,646 (м) 𝐷б принимаем равным 0,6 (м)= 646 (мм) Наружный диаметр фланца: Dф ≥ Dб + а, (мм) (6) где а находим по таблице 13.27 [5]. a=40,0 (мм) Dф=650,0+40,0=690 (мм) Размер Dф принимают с окончанием на 0 или кратным 5 мм. Наружный диаметр прокладки: Dп = Dб - E (мм) (7) где E принимают по таблице 13.27 [5]. E=30,0 (мм) 𝐷п=650,0−60,0=590,0 (мм) Средний диаметр прокладки: Dп ср = Dп - bп, (мм) (8) где 𝑏п=15,0 (мм) по таблице 13.25 [5]. 𝐷п ср=570,0−15,0=555,0 (мм) Эффективная ширина прокладки (м): а) для плоских прокладок: bЕ = 0,5 bп при bп≤15 мм; 𝑏Е=0,5×0,015=0,0075 (м) Плоская неметаллическая прокладка, картон асбестовый по ГСТ 2850-75 толщиной 3 мм m=2.5 q=20 (МПа) [q]= 130 МПа Ориентировочное число болтов (шпилек)  ; (шт) (9) ; (шт) (9)где tб – tб=(3,0 3,8)dб= 3,0×20=60 ) )Принимаем ближайшее большее кратное четырём значение Zб. 𝑍б=34 (шт) |