Курсовой проект по теме ленточный конвейер. курсовой.docx 1. Л енточный конвейер
 Скачать 1.18 Mb. Скачать 1.18 Mb.
|

 Введение. Л  енточный конвейер – это транспортирующая машина для перемещения в горизонтальном и наклонном направлениях насыпных и штучных грузов непрерывным потоком без остановок на загрузку и выгрузку. Рисунок 1 Ленточный конвейер Тяговым (и одновременно грузонесущим) органом такого конвейера является закольцованная вокруг концевых барабанов лента. Ленточные конвейеры являются наиболее распространенным типом машин конвейерного транспорта. Из всего парка конвейерных установок около 90% составляют ленточные конвейеры. Наиболее широко благодаря высокой производительности (до 30 000 т/ч), большой длине транспортирования (до 3…4 км в одном конвейере), простоте конструкции, эксплуатации и высокой надежности ленточные конвейеры применяются: – в производстве нерудных строительных материалов – для транспортировки известняка от карьеров до цементных заводов, гравия и щебня – от карьеров до гравийно-щебеночных и обогатительных фабрик, песка – от карьеров до грузовых причалов и т. д.; – на металлургических предприятиях – для доставки руды, концентрата и известняка от вагоноопрокидывателей на складе сырых материалов и со складов на аглофабрику; агломерата – от аглофабрики в бункера доменного и сталелитейного цехов; угля – от вагоноопрокидывателей на склад угля и углепереработку, со склада угля и углепереработки на коксовые батареи; кокса – от коксовых батарей в бункера доменного цеха; угля – со склада или от углемойки до ТЭЦ; сыпучих материалов для сталеплавильных цехов – со склада в бункера и известняка на известково-обжигательные установки; окатышей – с фабрики окомкования, извести и боксита в расходные бункера конвертерного цеха; – на машиностроительных предприятиях – для транспортирования узлов и деталей машин, заготовок и т. д.; – на тепловых электростанциях – для транспортировки топлива от приемных устройств и вагоноопрокидывателей на склады и со складов в бункера мельниц или котельных агрегатов; – в гидроэнергостроительстве – для транспортировки щебня, гравия, песка, глины, суглинка и крупнокусковых материалов от карьеров до мест строительства насыпных земляных и каменно-набросных плотин и дамб; – в химической промышленности – для транспортировки сыпучих материалов от складов до агрегатов в начале технологического процесса и в самом технологическом процессе, вывоза готовой продукции на склад, а также отходов производства в отвалы; – на открытых горных разработках – для транспортировки полезных ископаемых от добывающих механизмов до промежуточных складов или мест переработки горной массы, а также вскрышных пород в отвалы; – в целлюлозно-бумажной промышленности – для транспортировки привозной технологической щепы от приемных устройств на биржу и с биржи в варочный цех, балансовой и дровяной древесины – из распиловочного цеха в древесно-приготовительный цех, на склад и др. В зависимости от местных условий ленточные конвейеры работают при одно-, двух-, трех- и четырехсменном режимах, пяти-, шести- и семидневных рабочих неделях. Количество рабочих дней в цехах и на участках, где установлены ленточные конвейеры, чаще всего составляет 260, 300, 365 в год, а при сезонной работе – не более 100. Число устанавливаемых на отдельных предприятиях ленточных конвейеров зависит от технологической структуры и мощности производства и составляет от нескольких единиц до нескольких сотен. Ленточные конвейеры устанавливаются в цехах, складах, на открытом воздухе в карьерах, на эстакадах, открытых площадках (с навесами, кожухами, козырьками), в туннелях, но в большинстве случаев – в галереях (отапливаемых или неотапливаемых). Температура окружающего воздуха при установке конвейеров на открытых площадках колеблется от – 50 до + 45 °С Достоинством ленточных конвейеров является высокая, практически любая требующаяся производительность, простота конструкции, большие скорости ленты, сложные трассы перемещения, большая протяженность трассы, высокая надежность. В отличие от железнодорожного и автомобильного транспорта конвейеры можно использовать при больших углах наклона трассы (до 18…20°). При этом значительно уменьшаются затраты на капитальные работы по подготовке трассы, поэтому конвейерный транспорт выгодно применять при весьма больших грузопотоках. Использование конвейерного транспорта приводит к заметному росту производительности труда при транспортировании, так как этот вид транспорта легко автоматизируется. Статистика показывает, что по сравнению с железнодорожным и автомобильным транспортом конвейерный транспорт наиболее безопасен. К недостаткам ленточных конвейеров следует отнести требование строгой прямолинейности трассы в плане, высокая стоимость ленты и роликов, ограничение перемещения при углах наклона трассы > 18–20º, ограниченное использование при транспортировании пылевидных, горячих и тяжелых штучных грузов, малый срок службы конвейерной ленты, на долю которой приходится до половины стоимости всей конвейерной установки. Ленточный конвейер чувствителен к характеру перемещаемого груза. Обычными ленточными конвейерами можно перемещать грузы крупностью до 300…400 мм. Транспортирование липких, сильно увлажненных грузов связано с трудностями, возникающими при очистке ленты после разгрузки. 1.Общая часть 1.1.Общее устройство ленточного конвейера Основу конструкции ленточного конвейера представляют собой два вращающихся барабана, на которые натянута транспортировочная лента. За счёт вращения приводного барабана лента постоянно движется, перемещая материал и ссыпая его при огибании лентой одного из барабанов. В 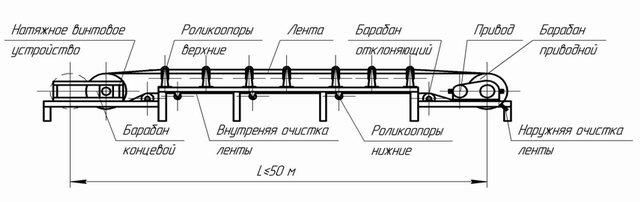 общем устройство ленточного конвейера выглядит так: общем устройство ленточного конвейера выглядит так:Рисунок 2 Устройство ленточного конвейера. Зная, из чего состоит ленточный конвейер и каково функциональное назначение его элементов, можно изменением тех или иных узлов добиваться получения соответствующих технологических характеристик всего устройства. Элементы, указанные на принципиальной схеме выше, выполняют такие задачи: 1.Лента обеспечивает перемещение зерна; 2.Привод ленточного конвейера приводит в движение приводной барабан; 3.Приводной барабан передаёт момент вращения с привода ленте; 4.Верхние роликоопоры предотвращают прогиб ленты под весом груза; 5.Натяжное устройство обеспечивает нормальное натяжение ленты и ровность её поверхности; 6.Концевой барабан предназначен для возврата ленты после ссыпания груза; 7.Скребки для внутренней и наружной очистки удаляют налипающий на ленту мусор; 8.Нижние роликоопоры предотвращают прогиб ленты под её собственным весом; 9.Отклоняющие барабаны направляют ленту на скребки и барабаны под оптимальным углом. Д  ля обеспечения устойчивого положения груза на ленте угол наклона конвейера должен быть на 10–15° меньше угла трения груза о ленту в покое, т. к. во время движения лента на роликоопорах встряхивается и груз сползает вниз. На конвейерах, имеющих наклонный участок, обязательно устанавливается тормоз. ля обеспечения устойчивого положения груза на ленте угол наклона конвейера должен быть на 10–15° меньше угла трения груза о ленту в покое, т. к. во время движения лента на роликоопорах встряхивается и груз сползает вниз. На конвейерах, имеющих наклонный участок, обязательно устанавливается тормоз.Рисунок 3 Общий вид ленточного конвейера сразбивкой на участки: а – компоновочная схема; б – приводная станция; в – натяжная станция; 1 – лента;2 – привод; 3 – редуктор; 4 – двигатель; 5, 11 – роликовые опоры; 6 – рама конвейера; 7 – натяжной барабан;8 – натяжное устройство; 9 – загрузочное устройство; 10 – очистное устройство Лента приводится в движение силой трения, возникающей при вращении приводного барабана 2 (рис. 3, б). Предварительное натяжение создается с помощью натяжного устройства 8 (рис. 3, в), которое устанавливается на концевом барабане или на холостой ветви ленты (вертикальное натяжное устройство). 1.2.Классификация ленточных конвейеров Ленточные конвейеры можно условно разделить на три группы: общего назначения, применяемые в основном в качестве внутризаводского транспорта; большой мощности, используемые для транспортирования груза (уголь, руда, нерудные ископаемые) на внешних перевозках на сравнительно дальние расстояния; конвейеры, предназначенные для подземных и открытых горных работ. По расположению на местности ленточные конвейеры выполняются стационарными (рис.4) и подвижными (рис.5); передвижными и переносными; переставными (для открытых разработок); надводными, плавающими на понтонах. П  о типу ленты ленточные конвейеры: с прорезиненной лентой; со стальной цельнопрокатной лентой; с проволочной лентой. Наибольшее распространение получили конвейеры с прорезиненной лентой. Применяют обычно резинотканевые ленты по ГОСТ 20–85*. о типу ленты ленточные конвейеры: с прорезиненной лентой; со стальной цельнопрокатной лентой; с проволочной лентой. Наибольшее распространение получили конвейеры с прорезиненной лентой. Применяют обычно резинотканевые ленты по ГОСТ 20–85*.Рисунок 4 Схема стационарного ленточного конвейера общего назначения: 1 – натяжное устройство; 2 – загрузочное устройство; 3 – промежуточное разгрузочное устройство; 4 – верхние (рабочие) роликоопоры; 5 – лента; 6 – рама конвейера; 7 – приводной барабан; 8 – концевое разгрузочное устройство; 9 – очистное устройство; 10 – нижние (холостые) роликоопоры; 11 – приводное устройство Р  исунок 5 Схема передвижного конвейера общего назначения исунок 5 Схема передвижного конвейера общего назначенияЛенточные конвейеры для открытых работ предназначены для транспортировки вскрышных пород и ископаемых крупностью до 400 мм в сложных горно-геологических и климатических условиях. В унифицированном исполнении приводная станция приспособлена для установки промежуточного загрузочного устройства; для поддержания холостой ветви ленты применяют подвесные гирляндные роликоопоры, улучшающие центрирование и очистку ленты; обеспечивается возможность компоновки приводов в правом и левом, одно- и двухприводном исполнениях. Наиболее мощные отечественные ленточные конвейеры тяжелого типа с жестким ставом для доставки абразивных скальных пород повышенной плотности и крупностью до 500 мм обеспечивают производительность 4000 м3/ч. Помимо основных узлов, ленточные конвейеры имеют вспомогательное оборудование, обеспечивающее их эксплуатацию в заданном режиме и создающее условия для нормальной и надежной работы всех механизмов. К такому оборудованию относятся загрузочные, центрирующие и очистные устройства, устройства для контроля пробуксовки, целостности, обрыва лент, уборки просыпи и пылеподавления; аппаратура автоматического управления и сигнализации. По профилю трассы ленточные конвейеры разделяют на горизонтальные (рис. 6, а), наклонные и комбинированные (рис. 6, б, в), т. е. горизонтально-наклонные с одним или двумя перегибами и со сложной трассой. Р  исунок 6. Схемы трасс ленточных конвейеров а – горизонтального; б, в – комбинированных: L – дальность транспортирования; исунок 6. Схемы трасс ленточных конвейеров а – горизонтального; б, в – комбинированных: L – дальность транспортирования;L1 – длина наклонного участка конвейера; L1г – длина горизонтальной проекции наклонного участка; L2г – длина горизонтального участка конвейера; Н – высота подъема груза; Β – угол наклона трассы (наклонного участка для сложной трассы) В зависимости от направления движения груза ленточные конвейеры разделяют на подъемные с уклоном вверх и с уклоном вниз. По форме ленты и размещению груза на ней бывают конвейеры с плоской и желобчатой лентой, с верхней (основной тип) и нижней или обеими несущими ветвями. По типу тягового органа различают конвейеры с тканевой, стальной и проволочной лентами, а также канатно-ленточные и ленточно-цепные. По углу наклона трассы конвейеры разделяют на пологонаклонные, крутонаклонные (более 22°) и вертикальные. Кроме перечисленных признаков конвейеры можно классифицировать по конструктивному исполнению отдельных узлов. 1.3.Опорные устройства Для опоры ленты устанавливают роликоопоры или настил – сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор). Наибольшее распространение имеют роликоопоры различных типов и конструкций. К роликоопорам предъявляются следующие требования: удобство при установке и эксплуатации; малая стоимость; долговечность; малое сопротивление вращению; обеспечение необходимой устойчивости и желобчатости ленты во время движения. По расположению на конвейере роликоопоры классифицируют на верхние: прямые – для плоской формы ленты при транспортировании штучных грузов; желобчатые – для желобчатой формы ленты (для сыпучих грузов) на двух, трех и пяти роликах; нижние: прямые однороликовые (рис. 7, а сплошные цилиндрические и дисковые); двухроликовые желобчатые (угол наклона боковых роликов αж= 10°). У  гол наклона боковых роликов αж (угол желобчатости ленты) в двухроликовой опоре обычно выбирается равным 15 или 20º, в трехроликовой опоре угол αж равен 20° и 30° для всех грузов и любой ширины ленты; для легких грузов и при ширине ленты 400–800 мм допускается увеличение угла желобчатости αж до 45–60°, что позволяет увеличить площадь поперечного сечения ленты (емкость ленты) и производительность конвейера на 15% при той же ширине ленты, а также улучшить ее центрирование. гол наклона боковых роликов αж (угол желобчатости ленты) в двухроликовой опоре обычно выбирается равным 15 или 20º, в трехроликовой опоре угол αж равен 20° и 30° для всех грузов и любой ширины ленты; для легких грузов и при ширине ленты 400–800 мм допускается увеличение угла желобчатости αж до 45–60°, что позволяет увеличить площадь поперечного сечения ленты (емкость ленты) и производительность конвейера на 15% при той же ширине ленты, а также улучшить ее центрирование.Рисунок 7. Роликоопоры ленточного конвейера: а, б, в – для верхней ветви: прямая, рядовая желобчатая, амортизирующая; г, д, е – для нижней ветви: прямая, дисковая очистная, желобчатая По назначению роликоопоры классифицируют на рядовые (линейные) для поддержания ленты и придания ей необходимой формы; специальные: амортизирующие – для снижения динамических нагрузок в местах загрузки; подвесные – гирляндного типа; центрирующие – для предотвращения сбега ленты в сторону во время движения и регулирования ее положения относительно продольной оси; очистительные (для очистки ленты), переходные (для изменения желобчатости ленты). В трехроликовой опоре все ролики располагают в одной плоскости или средний ролик выдвигают вперед (шахматное расположение роликоопор) для более равномерного положения ленты и обеспечения удобства техобслуживания. В зоне загрузки устанавливают амортизирующие опоры (рис. 7, в), у которых на корпусе ролика закреплены резиновые шайбы. При транспортировании сильноабразивных или налипающих грузов поверхности корпусов роликов футеруют резиной. Наиболее податливыми (амортизирующими) являются гирляндные роликоопоры (рис. 8), подвешенные на гибкой подвеске. Конструктивными отличиями гирляндных роликоопор являются: - пониженная металлоемкость (меньший вес), что имеет большое значение в условиях шахт, при ручном монтаже роликоопор; - повышенная надежность уплотнения подшипникового узла, увеличивающая срок службы роликов; - канатная (гибкая) подвеска, обеспечивающая возможность центрирования ленты, снижения ударной нагрузки промежуточных опор в подвесном варианте; -  снижение динамических нагрузок; снижение динамических нагрузок;Рисунок 8 Конструктивная схема подвесной роликоопоры гирляндного типа К преимуществам гирляндных роликоопор относятся небольшая масса; высокая амортизирующая способность; простота крепления к станине конвейера; удобство монтажа и демонтажа. Недостатками гирляндных роликоопор являются продольные колебания при движении ленты; повышенный износ поверхности ленты; увеличение сопротивления движению ленты; низкий срок эксплуатации креплений. 1.4.Приводы ленточных конвейеров В ленточном конвейере движущая сила ленте передается с помощью фрикционной передачи (трением) при огибании ею приводного барабана или при контакте приводной ленты с грузонесущей. Основными элементами привода ленточного конвейера являются один или два (реже три) приводных барабана и приводные блоки, состоящие из электродвигателя, редуктора, соединительных муфт и тормоза, обводные барабаны, пусковая и регулирующая аппаратура. Приводы ленточного конвейера выполняются - однобарабанными с одним или двумя двигателями (рис. 9); - двухбарабанными с близко расположенными друг около друга приводными барабанами (рис. 10, а, и 11) и с раздельным расположением приводных барабанов на переднем и заднем концах конвейера (рис. 11 и 12); -  трехбарабанными с близко расположенными друг около друга барабанами (рис. 10, б) или с раздельным расположением двух приводных барабанов на переднем и заднем концах конвейера. Рисунок 9 Схема однобарабанного привода  Наиболее надежным и конструктивно простым является однобарабанный привод, так как имеет небольшие габаритные размеры, простую конструкцию, один перегиб ленты, высокую надежность, но в связи с этим ограниченный (до 240º) угол обхвата лентой барабана и пониженный коэффициент использования прочности ленты. Рисунок 10 Приводы конвейеров с близко расположенными приводными барабанами: а – двухбарабанный, б – трехбарабанный Р |