Задание на курсовую работу. Методические указания для выполнения лабораторных работ по курсу Автоматизация технологических процессов и производств
 Скачать 5.97 Mb. Скачать 5.97 Mb.
|

|
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» МЕТОДИЧЕСКИЕ УКАЗАНИЯ для выполнения лабораторных работ по курсу «Автоматизация технологических процессов и производств» Часть 2. Автоматизация транспортных установок (для студентов очной и заочной форм обучения по направлению подготовки 15.03.04 «Автоматизация технологических процессов и производств») Донецк 2016 ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» МЕТОДИЧЕСКИЕ УКАЗАНИЯ для выполнения лабораторных работ по курсу «Автоматизация технологических процессов и производств» Часть 2. Автоматизация транспортных установок (для студентов очной и заочной форм обучения по направлению подготовки 15.03.04 «Автоматизация технологических процессов и производств») Рассмотрено на заседании кафедры "Горной электротехники и автоматики им. Р.М.Лейбова", протокол № 1 от 30 августа 2016г. Утверждено на заседании учебно-издательского совета ДонНТУ, протокол № 6 от 15.12.2016г. Донецк 2016 УДК 622.012:65.011.56 Методические указания для выполнения лабораторных работ по курсу «Автоматизация технологических процессов и производств», часть 2 «Автоматизация транспортных установок» (для студентов очной и заочной форм обучения по направлению подготовки 15.03.04 «Автоматизация технологических процессов и производств») / сост: А. С. Оголобченко, В. К. Саулин. - Донецк: ДОННТУ, 2016. - 64 с. В методических указаниях приведена необходимая информация для проведения лабораторных работ по курсу «Автоматизация технологических процессов и производств», часть 2 «Автоматизация транспортных установок» с использованием промышленной аппаратуры автоматизации ленточных конвейеров и рельсового транспорта. Приведено описание состава, функций и принципа действия исследуемой аппаратуры. Описана конструкция лабораторных стендов. Приведен порядок выполнения и задание к выполнению каждой лабораторной работы. Авторы: Оголобченко А. С., доцент, к.т.н. Саулин В. К., старший преподаватель Рецензенты: Лавшонок А.В., к.т.н., доцент кафедры «Горная электротехника и автоматика им. Р.М.Лейбова; Манакин Е.Н., к.т.н. доцент кафедры «Горнозаводского транспорта и логистики». Ответственный за выпуск: зам.заведующего кафедрой ГЭА доцент Неежмаков С.В. СОДЕРЖАНИЕ ОБЩИЕ СВЕДЕНИЯ О ВЫПОЛНЕНИИ ЛАБОРАТОРНЫХ РАБОТ……….…5 ЛАБОРАТОРНАЯ РАБОТА №1: ИССЛЕДОВАНИЕ РЕЛЕ ВРЕМЕНИ ИСКРОБЕЗОПАСНОГО типа РВИ-1М ДЛЯ АВТОМАТИЗАЦИИ КОНВЕЙЕРНЫХ УСТАНОВОК……………………………………………...........7 ЛАБОРАТОРНАЯ РАБОТА №2: ИССЛЕДОВАНИЕ АппаратА контроля скорости и пробуксовки типа КСП……………………….11 ЛАБОРАТОРНАЯ РАБОТА №3: ИССЛЕДОВАНИЕ УСТРОЙСТВА КОНТРОЛЯ ИНФОРМАЦИИ типа УКИ………………………………………...19 ЛАБОРАТОРНАЯ РАБОТА №4: исследование комплекса автоматизированного управления конвейерами типа АУК – 1М» …………………………………………………………………...27 ЛАБОРАТОРНАЯ РАБОТА №5: ИССЛЕДОВАНИЕ МИКРОПРОЦЕССОРНОЙ СИСТЕМЫ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ КОНВЕЙЕРНОЙ ЛИНИЕЙ……………………………………..48 ЛАБОРАТОРНАЯ РАБОТА №6: Исследование комплекса устройств АВТОМАТИЗАЦИИ РЕЛЬСОВОГО ТРАНСПОРТА типа НЭРПА………………………………………………………………………………59 ОБЩИЕ СВЕДЕНИЯ О ВЫПОЛНЕНИИ ЛАБОРАТОРНЫХ РАБОТ Дисциплина “Автоматизация технологических процессов производств относится к базовой части цикла дисциплин учебного плана №610 ГОУВПО "Донецкий национальный технический университет" подготовки бакалавра по направлению 15.03.04 «Автоматизация технологических процессов и производств» по профилю «Автоматизация технологических процессов и производств в горно-металлургической отрасли». Выполнение лабораторных работ по дисциплине позволяет закрепить теоретические знания по курсу, овладеть практическими навыками эксплуатации систем автоматизации горно металлургического комплекса. Лабораторные работы проводятся в специализированной лаборатории шахтной автоматики кафедры ГЭА (лаборатория 1.403а). Каждой лабораторной работе должна предшествовать самостоятельная подготовка студентов, в процессе которой подробно изучается описание лабораторной работы, соответствующий раздел конспекта лекций и материал указанных литературных источников. Результаты подготовки проверяются преподавателем. При этом студент должен ответить на контрольные вопросы по лабораторной работе, касающиеся общих сведений об исследуемой аппаратуре. Если студент не подготовился к лабораторной работе, то к занятию он не допускается. Перед началом следующего занятия студент должен представить преподавателю для проверки оформленный отчёт по предыдущей работе, в противном случае студент не допускается к выполнению текущей лабораторной работы. Если в результате проверки отчёта возникнут замечания, то студент обязан их письменно исправить. Защита отчёта происходит путём устного собеседования преподавателя и студента по тематике защищаемой работы. В лаборатории 1.403а на лабораторных столах и стендах имеется рабочее напряжение 220, 380 и 660 В. Данные величины напряжения при несоблюдении правил безопасности представляют опасность для жизни людей, работающих с электроустановками. Поэтому для проведения лабораторных работ все студенты должны ознакомиться с правилами техники безопасности в лаборатории и расписаться в специальном журнале по технике безопасности, подтверждая то, что они получили инструктаж на рабочем месте. Устный инструктаж студентов по правилам техники безопасности на первом занятии проводит преподаватель, обращая особое внимание: на зоны опасные в отношении возможного поражения электрическим током; на действия в экстренных случаях; на коммутационные аппараты, отключающие электроснабжение лаборатории. При выполнении лабораторных работ необходимо строго соблюдать следующие правила безопасности: категорически запрещается включение – отключение коммутационных аппаратов вводного щита; нельзя оставлять без наблюдения лабораторную установку, находящуюся под напряжением; в случае прекращения работы или перегрева элементов, установку необходимо отключить; необходимые соединения в схеме выполняются при отсутствии напряжения на лабораторном стенде; переключения, не предусмотренные порядком выполнения лабораторных работ, производить запрещено; подача напряжения на исследуемую аппаратуру производится только после проверки схемы преподавателем и в его присутствии. Студент, нарушивший правила ТБ, от выполнения лабораторных работ отстраняется. ЛАБОРАТОРНАЯ РАБОТА №1 Тема: ИССЛЕДОВАНИЕ РЕЛЕ ВРЕМЕНИ ИСКРОБЕЗОПАСНОГО типа РВИ-1М ДЛЯ АВТОМАТИЗАЦИИ КОНВЕЙЕРНЫХ УСТАНОВОК Цель работы - изучение состава, конструкции и исследование принципа действия реле времени РВИ-1М. Краткие сведения об устройстве РВИ-1М Назначение Реле времени РВИ-1М предназначено для создания выдержки времени от 0,5 до 300с (три диапазона: I диапазон – 0,5-3с., II диапазон – 3-30с., III диапазон – 30-300с.) в системах автоматизации установок и комплексов: при подаче предупредительного сигнала перед пуском установок и машин; при включении механизмов и машин, пуск которых сдвинут во времени; при контроле времени пуска установок. Область применения Реле РВИ-1М может эксплуатироваться в шахтах, в том числе опасных по газу и пыли, при температуре окружающей среды от минус 40 до 40 °С, относительной влажности до 100% при температуре 35°С. Уровень и вид взрывозащиты, РВ 3В Иа. Степень защиты IP54. Реле применяется в основном в системах автоматизации конвейерных установок с многодвигательным электроприводом. Функции Реле времени РВИ-1М обеспечивает: выдержку времени на включение механизмов и машин, пуск которых сдвинут во времени; контроль времени пуска; выдержку времени на подачу предупредительного сигнала. Состав реле Реле РВИ-1М выполнено во взрывобезопасной оболочке. Выемная часть реле представляет собой стальную панель, где расположены: две колодки контактов для переключения искроопасных цепей исполнительных реле и подключения питания; печатная плата с радиоэлементами электрической схемы; регулировочный резистор; выключатель; светоиндикаторы (красный – «готовность реле», зелёный – «срабатывание реле»), переключатель диапазонов (обеспечивает ступенчатое переключение следующих диапазонов: I диапазон – 0,5-3с., II диапазон – 3-30с., III диапазон – 30-300с.). реле К1 с искробезопасными цепями управления – повторяет команду управления. реле К2 с цепями коммутации, которое включается при поступлении команды управления и отключается по истечению заданной выдержки времени или при снятии команды (выдержка времени на отключение электрических цепей). реле К3 с цепями коммутации, включающееся по истечении заданной выдержки времени и отключающееся при снятии команды управления (выдержка времени на включение электрических цепей). Принцип действия Реле РВИ-1М является времязадающим устройством, создающим регулируемую задержку выходного сигнала по отношению к входному (к команде управления). В исходном состоянии реле К1, К2, К3 – обесточены. При поступлении команды управления срабатывают реле К1 и К2, реле К1 повторяет команду управления, реле К2 включается одновременно с реле К1 и отключается в момент истечения заданной выдержки времени, величина которой прямо пропорциональна времени разряда соответствующего конденсатора. В момент отпускания контактов реле К2 срабатывает реле К3 – осуществляя коммутацию в электрической цепи объекта управления. При снятии команды управления обмотки всех трёх реле обесточиваются. Описание лабораторного стенда На лабораторном стенде расположено промышленное реле РВИ-1М, которое подключено к аппаратуре АУК-1М и совместно осуществляет процесс последовательного пуска третьего электродвигателя электропривода второго ленточного конвейера. Структурная схема стенда приведена на рисунке 1, где обозначено: ПУ – пульт управления аппаратуры АУК-1М; БУ – блок управления аппаратуры АУК-1М; УПДС – датчик скорости; РВИ – реле времени РВИ-1М; 1, 2, 3 – лампы. Визуализация функционирования реле времени реализована с помощью лампы 3, свечение которой показывает включение в работу третьего электродвигателя второго конвейера, а первый и второй электродвигатели включаются блоком управления БУ №2 аппаратуры АУК-1М. После подачи напряжения питания на аппаратуру АУК-1М, кнопкой «Пуск» на пульте управления аппаратуры АУК – 1М производится включение конвейерной линии (всего 4 конвейера). Реле РВИ-1М подключено ко второму конвейеру (порядковый номер конвейера соответствует порядковому номеру датчика скорости УПДС на стенде). Три лампы над вторым датчиком УПДС имитируют процесс последовательного пуска трёх электродвигателей 2-го конвейера. Свечение первой лампы соответствует пуску первого электродвигателя конвейера, через 1-3с. (выдержка времени, предусмотренная аппаратурой АУК-1М) загорается вторая лампа (имитация пуска 2-го электродвигателя), одновременно с запуском которого, поступает импульс (команда) управления на реле РВИ-1М, по истечению заданной выдержки времени которого загорается третья лампа, имитирующая пуск третьего электродвигателя конвейера. Порядок выполнения и задание к выполнению лабораторной работы Изучить назначение, функции, состав и принцип действия реле времени РВИ-1М. Ознакомиться с конструкцией реле РВИ-1М на лабораторном стенде.  Рисунок 1 – Структурная схема лабораторного стенда Задать выдержку времени реле РВИ-1М равную 3с. Для этого установить переключатель диапазонов на лицевой панели в положение 2, вывести резистор плавной регулировки в крайнее левое положение. Произвести запуск конвейерной линии аппаратурой АУК-1М в местном режиме с блока БУ2 и с помощью секундомера измерить заданную выдержку времени по времени свечения красного светодиода реле РВИ-1М. Выключить конвейерную линию. По заданию преподавателя установить необходимую выдержку времени (путём перестановки переключателя и регулировочного резистора). Произвести запуск конвейерной линии аппаратурой АУК-1М в местном режиме с блока БУ2 и с помощью секундомера измерить по времени свечения красного светодиода реле РВИ-1М заданную выдержку времени. Подготовить и оформить отчет о лабораторной работе. Содержание отчета В отчёте привести назначение, область применения, состав, принцип действия реле РВИ-1М. Выводы. Контрольные вопросы Назначение, состав и принцип действия реле времени РВИ-1М. Перечислите диапазоны временных выдержек реле времени РВИ.1М. Чем обеспечивается установка выдержки времени реле РВИ-1М. Назначение регулировочного резистора на лицевой панели реле времени РВИ-1М. Рекомендуемая литература 1. Справочник по автоматизации шахтного конвейерного транспорта / Н. И. Стадник, В. Г. Ильюшенко, С. И. Егоров [и др.]. - Киев : Техника, 1992. - 438 с. ЛАБОРАТОРНАЯ РАБОТА № 2 Т е м а: ИССЛЕДОВАНИЕ Аппарат контроля скорости и пробуксовки типа КСП Цель работы - изучение конструкции и исследование принципа действия аппарата контроля скорости и пробуксовки ленточных конвейеров типа КСП. Краткие сведения об аппаратуре КСП Назначение Аппарат контроля скорости и пробуксовки КСП предназначен для контроля скорости и пробуксовки ленты и защиты от перегрузок ленточных конвейеров с номинальными скоростями движения ленты в пределах 1,4 – 5 м/с. Область применения Аппарат предназначен для работы в шахтах, опасных по газу и пыли, в условиях умеренного, холодного или тропического климата (температура окружающего воздуха от –10 до +40 °С, относительная влажность до 100% при температуре 35 °С). Аппарат используется со специальным приспособлением контроля скорости приводного барабана конвейера с применением датчика ДМ-2М (ДМ-3). Функции Аппарат КСП обеспечивает: формирование команды на управление механизмом натяжения ленты на начальной стадии проскальзывания, предотвращая развитие этого процесса; сигнализацию о нарушениях нормального режима работы конвейера (начальной стадии развития проскальзывания и превышении номинальной скорости ленты); отключение привода конвейера в аварийных режимах работы конвейера при: появлении проскальзывания ленты, равного 18 % или -7 % (знак минус свидетельствует о том, что лента по скорости опережает приводной барабан, что характерно для бремсберговых конвейеров), снижении скорости ленты до 0,75 Vн , снижении скорости привода до 0,88 Vн , превышении лентой скорости 1,08 Vн; неисправности цепей датчиков скорости; выдачу команды на наложение тормозов при снижении скорости ленты до 0,2 - 0,5 м/с и при превышении скорости 1,08 Vн; выдачу команды на включение последующего в линии конвейера при достижении лентой в процессе разгона конвейера скорости 0,94 Vн. Состав Аппарат KCП имеет прямоугольный корпус (см. рисунок1), который обеспечивает степень защиты JP54 по ГОСТ 14254-60. 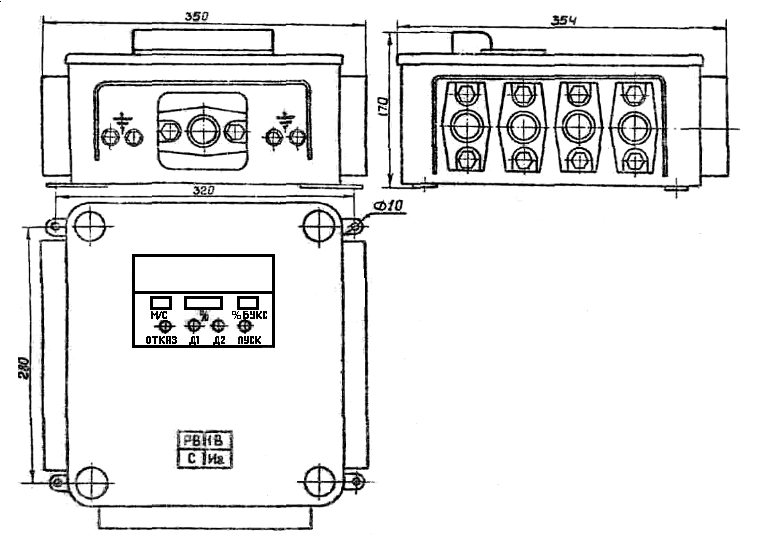 Рисунок 1 – Внешний вид аппарата КСП На крышке корпуса расположены приводы кнопок "Деблокировка" и "Проверка", закрытые откидным щитком. Электронные элементы аппарата собраны на печатной плате. На открытой части платы расположены (см.рисунок 2): кнопки: 1 - "Деблокировка", 2 - "Настройка", 7- "Проверка",; резисторы настройки на скорость ленты: 3 - "Грубо", 4 - "Точно" ; резисторы настройки на скорость барабана: 5 - "Грубо", 6 - "Точно" ; семисегментный цифровой индикатор 8 - абсолютная скорость ленты; семисегментный цифровой индикатор 11 - процентное снижение (превышение) скорости; светодиоды 10 – знак превышения (+) или снижения (-)скорости; семисегментный индикатор 9; светодиод 12 - пробуксовка; светодиоды 14 "Д1", 15 "Д2" – сигнализация о срабатывании технологи ческих датчиков Д1, Д2; светодиод 16 "Пуск" – сигнал об отсутствии команды пуска конвейера; светодиод 13 "Отказ". На цифровых индикаторах 9, 11 высвечиваются следующие аварийные сообщения: ПРС – превышение скорости ленты Vл над номинальной Vн; СНС – снижение скорости ленты Vл относительно номинальной Vн; СНБ – снижение скорости барабана Vб; З – затянувшийся пуск привода конвейера; СНП – пробуксовка (Vл < Vб); ПРП – пробуксовка (Vл > Vб); ОБП – обрыв провода датчика скорости ленты; ОББ – обрыв провода датчика скорости барабана.  Рисунок 2 – Органы настройки и индикации аппарата КСП Электронная схема аппарата КСП выполнена на базе микропроцессорной техники и состоит из следующих функциональных узлов (см. рисунок 3): 5 - блок преобразования, который преобразует сигналы от датчиков скорости ленты и барабана в вид, необходимый для устойчивой работы аппарата; 6 - генераторы опорных частот, обеспечивающих заполнение сигналов датчиков скорости импульсами, определяющими необходимые уставки при настройке на различные скорости конвейера; 7 - блок контроля технологических датчиков, формирующий сигналы от этих датчиков; 8 - модуль программного управления, выполняющий записанную в ПЗУ программу работы аппарата; 9 - блок индикации обеспечивает в рабочем режиме индикацию абсолютной скорости конвейера, процентное отклонение скорости ленты и барабана относительно их номинальных значений в цифровом виде, информацию о состоянии технологических датчиков и мнемоническое сообщение о виде аварии при аварийной остановке конвейера; 10 - блок выходных реле, который подключает аппарат к другим техническим средствам автоматизации конвейерного транспорта (АУК, УКИ и т.п.); 11 - источник питания, обеспечивает питание стабилизированным напряжением +5В интегральные микросхемы и транзисторы, нестабилизированным напряжением +12В - линии контроля технологических датчиков, переменным напряжением 12В - входные цепи аппаратуры АУК.1М (цепи для включения датчика скорости).  Рисунок 3 - Структурная схема аппарата КСП Кроме того, на рисунке 3 обозначено: 1 – датчик скорости барабана; 2 – датчик скорости ленты; 3 - контакт пускателя привода; 4 - технологические датчики (температура и уровень масла в гидросистеме тормоза конвейера). Блок выходных реле содержит реле, функциональное назначение которых следующее: К4 - реле контроля малых скоростей ленты. Реле включается при достижении лентой скорости, большей 0,2 -0,5 м/с, отключается при снижении скорости ленты до 0,2 - 0,5 м/с, а также при срабатывании технологических датчиков и превышении скорости ленты сверх допустимого значения. К5 - реле контроля пробуксовки. Реле включается при подаче питающего напряжения, отключается при наличии пробуксовки выше допустимого значения, затянувшемся пуске, повреждении цепей датчиков скорости, срабатывании технологических датчиков. К6 - реле используется для блокировки с аппаратурой АУК. Реле включается при достижении конвейером скорости (0,8-0,84)Vн. К7 - реле управления короткозамыкателем. Реле включается при 0,96Vн, отключается при 0,75 Vн или 1,08 Vн, при снижении скорости привода до 0.85Vном и ниже, при пробуксовке – свыше допустимого значения, при повреждении цепей датчиков скорости, при срабатывании технологических датчиков. К8 - реле превышения скорости ленты. Реле включается при подаче питающего напряжения и отключается при достижении скорости 1,08 Vн, при повреждении цепей датчиков скорости, при срабатывании технологических датчиков. Принцип работы Работа аппарата КСП определяется программой, записанной в ПЗУ микропроцессорного модуля программного управления. После подачи питания на аппарат, микроконтроллер выполняет тестовые программы, включает реле К5, К8, обнуляет регистры и ячейки внутреннего ОЗУ, индицирует нулевое значение скорости конвейера, проверяет наличие сигнала о пуске конвейера, при отсутствии этого сигнала контролирует состояние технологических датчиков, индицирует отсутствие пуска и ждёт его появления. При появлении сигнала о пуске конвейера контролируется наличие движения по сигналам от датчиков скорости. Если сигналы от датчиков отсутствуют в течение 60с, индицируется затянувшийся пуск. При наличии движения вычисляется скорость конвейера. Когда скорость достигает 0,4 м/с, подхватываются колодки тормоза, и аппарат переходит к вычислению снижения скорости ленты. Вычисленное значение относительной скорости ленты загружается в соответствующие ячейки ОЗУ для последующего вычисления пробуксовки. Величины отклонения сравниваются с уставками, заданными в программе, и при их превышении заносятся в счётчики соответствующих ячеек ОЗУ. Здесь же проверяется точность настройки после режима настройки, индицируется процент отклонения скорости ленты, контролируются технологические датчики. Когда скорость конвейера достигнет значения (0,8-0,84)Vн, выдаётся сигнал аппаратуре управления типа АУК о запуске конвейера. Если скорость ленты конвейера не достигнет этого значения за время 60 с, выдаётся команда на отключение конвейера и индицируется затянувшийся пуск. Когда скорость ленты конвейера достигнет значения 0,96Vн, выдаётся команда на включение короткозамыкателя. При выходе конвейера на рабочий режим вычисляется количество проходов программы для аварийного отключения в зависимости от скорости конвейера (введение такой зависимости позволяет стабилизировать время на аварийное отключение конвейера при различных номинальных скоростях конвейера); запоминается и индицируется значение скорости. В зависимости от режима работы аппарата только с датчиком скорости ленты или с датчиком скорости вращения барабана программа или вычисляет пробуксовку, или переходит к анализу состояния аварийных счётчиков. Вычисление пробуксовки производится путем вычисления скорости вращения барабана относительно номинальной скорости со сравнением её с ранее измеренной относительной скоростью ленты. На этом участке программы индицируется среднеарифметическое значение пробуксовки за число аварийных проходов и состояние технологических датчиков. Аварийные значения пробуксовки заносятся в счётчик. После настройки проверяется точность настройки по пробуксовке, проверяется состояние технологических датчиков, измеряется скорость с занесением информации об отклонении от уставки в счётчик. Выполнив измерения всех параметров скорости, программа начинает анализировать аварийные счётчики. В режиме настройки анализ не производится, и программа повторяет цикл измерения параметров. При наличии аварий происходит отключение конвейера, индицируется мнемоническое сообщение о виде аварии. При превышении скорости происходит немедленное наложение тормозов и аппарат блокируется. При срабатывании технологических датчиков тормоза накладываются мгновенно, но аппарат не блокируется, программа возвращается в начало, ожидая повторного запуска, индицируя светодиодами Д1, Д2 сработавший датчик. При других авариях идёт поиск скорости конвейера 0,5 м/с, при которой накладываются тормоза, и после этого аппарат блокируется. Повторный запуск конвейера возможен только после нажатия кнопки «Деблокировка», при этом программа начинает работать сначала. В аппарате осуществляется выдержка времени (путем установки перемычки в блоке выходных реле), в течение которой блокируется контроль пробуксовки в начале разгона конвейера и контролируется состояние технологических датчиков. Таким образом, при работе конвейера периодически измеряются текущие значения скорости движения ленты и поверхности приводного барабана путем пересчета количества импульсов, поступающих на входы счетчиков от генераторов опорных частот за время, равное Т1n и Т2n, где: Т1 и Т2- периоды следования импульсов от датчиков скорости ленты и барабана; n - целое число, зависящее от значения номинальной скорости (скорости настройки) ленты. Вычисляются отклонения скоростей от номинальной и сравниваются с уставками, заданными в программе. Контроль длительности пуска конвейера осуществляется путём организации программных циклов на время затянувшегося пуска 30- 60с на участке программы, где ожидается достижение скорости конвейера (0,8-0,84) Vн. |