Методическое пособие для обучающихся (по выполнению контрольной работы 1) по заочной форме обучения
 Скачать 462.76 Kb. Скачать 462.76 Kb.
|

|
Тема 3.1 Обработка материалов осевым инструментом Процесс сверления. Типы сверл. Конструкция и геометрия спирального сверла. Элементы резания и срезаемого слоя при сверлении. Физические особенности процесса сверления. Силы, действующие на сверло. Момент сверления. Рассверливание отверстий. Основное (машинное) время при сверлении и рассверливании отверстий. Назначение зенкерования и развертывания. Особенности процессов зенкерования. Элементы резания и срезаемого слоя при зенкеровании. Конструкция и геометрические параметры зенкеров. Силы резания, вращающий момент, осевая сила при зенкеровании. Износ зенкеров. Особенности процесса развертывания. Элементы резания и срезаемого слоя при развертывании. Конструкция и геометрия разверток. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ Какие углы имеет сверло? 2. Какие геометрические элементы сверла отрицательно влияют на процесс стружкообразования? 2. С какой целью производят разную форму заточки сверл? 3. Какие составляющие входят в элементы режима резания при сверлении? 4. Какие факторы влияют на величину осевой силы и момента при сверлении? 5. С какой точностью обеспечивается обработка отверстий зенкерованием и развертыванием?6. Какие элементы режущей части зенкера и развертки? Тема 3.2 Назначение режимов резания при сверлении, зенкеровании и развертывании отверстий Аналитический расчет режимов резания при сверлении, зенкеровании, развертывании. Проверка мощности, затрачиваемой на сверление, вращающего момента на шпинделе станка и осевой силы по паспортным данным станка. Рациональная эксплуатация сверл, зенкеров, разверток. Особенности движения подачи развертки по оси отверстия, применение «плавающей» оправки. Применение СОТС при обработке отверстий. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ Какой порядок назначения режима резания при сверлении, зенкеровании и развертывании? 2. Какие особенности при назначении режима резания при сверлении и рассверливании отверстия? ЗАДАНИЕ 3 ВЫПОЛНЕНИЕ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ ОТВЕРСТИЯ 1.Цель работы 1.1. Приобретение навыков назначения режимов резания, выбора режущего инструмента и расчета основного времени. 2. Содержание работы 2.1. Записать данные условий обработки для своего варианта; 2.2. Выбор режущего инструмента, выполнения расчета режимов резания; 2.3. Оформление работы 3. Перечень принадлежностей 3.1. Бумага писчая, формат А4 - 4 л.; 3.2. Калькулятор, выполняющий функции yх. 3.3 Прикладная программа КОМПАС 3D V13 4. Общие сведения 4.1. Сверление является одним из самых распространенных методов получения отверстия. Режущим инструментом здесь служит сверло, которое дает возможность получать отверстия в сплошном материале и увеличивать диаметр ранее просверленного отверстия. Главное движение при сверлении - вращательное, движение подачи – поступательное. По форме и конструкции различают сверла спиральные, с прямыми канавками, перовые, для глубокого сверления, кольцевые, центровочные, с канавками для подвода смазочно-охлаждающей жидкости, с многогранными пластинами. Сверла выполняют с цилиндрическим, коническим хвостовиками. Основные размеры и углы лезвия сверла стандартизованы. Режущая часть сверла изготавливается из стали Р18, Р6М5 и из твердых сплавов. Хвостовики сверл с коническим хвостовиком имеют конус Морзе, выполненный по ГОСТ 25557-82. 5. Порядок выполнения работы 5.1. Записать данные своего варианта (см. таблицу 10); 5.2. Выбрать сверло и установить значение его геометрических элементов [5. табл. 212 стр. 436-444]. [5 табл. 210 стр. 434-436] 5.3. Установить глубину резания t=D /2 (мм) при сверлении в сплошном металле t =  , мм при рассверливании ранее выполненного отверстия , мм при рассверливании ранее выполненного отверстия5.4. Назначить подачу. При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла. При рассверливании отверстий подача, рекомендованная для сверления, может быть увеличена до 2 раз. Sо, мм/об - при сверлении стали, чугуна, медных и алюминиевых сплавов [8. табл. 25 стр. 277] 5.5. Назначаем скорость главного движения резания V =  , м/мин – при сверлении , м/мин – при сверленииV =  , м/мин – при рассверливании , м/мин – при рассверливании - общий поправочный коэффициент на скорость резания - общий поправочный коэффициент на скорость резания Км [8. табл. 1-4 стр. 261-263]- коэффициент на обрабатываемый материал  [8. табл. 6 стр. 263]-поправочный коэффициент, учитывающий влияние инструментального материала [8. табл. 6 стр. 263]-поправочный коэффициент, учитывающий влияние инструментального материала [8 табл. 31 стр. 280]-поправочный коэффициент, учитывающий глубину обрабатываемого отверстия. [8 табл. 31 стр. 280]-поправочный коэффициент, учитывающий глубину обрабатываемого отверстия.5.6. Определить частоту вращения шпинделя  об/мин об/минD - диаметр отверстия, мм. Корректируем частоту вращения шпинделя по паспортным данным станка. Принимаем меньшее ближайшее значение nd об/мин. Определяем действительную скорость резания  , м/мин , м/минОпределяем крутящий момент Мкр = 10 См  Kp – при сверлении Kp – при сверленииМкр = 10 См  Kp – при рассверливании Kp – при рассверливанииЗначения коэффициентов и показателей степени [8. табл.32 стр.281] Определяем мощность, затрачиваемую на резание N =  , кВт , кВтПроверяем, достаточна ли мощность привода станка  (к.п.д.) (к.п.д.)5.10. Определяем основное время  [7. прил. 4 стр.374] [7. прил. 4 стр.374]5.11. Вывод- Мощность станка позволяет выполнить обработку при данном режиме резания. В случае, когда Nрез.об > Nшп - необходимо определить загрузку станка по мощности  Для кратковременного резания (длительностью до 1 мин) допускается перегрузка электродвигателя станка на 25 % его номинальной мощности. В случае большей перегрузки необходимо уменьшить скорость или взять более мощный станок. 6. Требования к оформлению расчета 6.1. Выполненное задание оформляется на стандартных листах формат А4. Пример выполнения задания Вариант № 31 Задание: На вертикально-сверлильном станке 2Н 135 производят сверление отверстия диаметром D и глубиной l. Необходимо: выбрать режущий инструмент, назначить режим резания, определить основное время. Таблица 9
Выбор режущего инструмента Сверло Ø18 с коническим хвостовиком из стали Р18. ГОСТ 10903-64 [6 табл. 215 стр.440] Геометрические элементы: форма заточки - двойная с подточкой поперечной кромки. Углы сверла 2 φ = 118°, 2 φ1 = 700 . ﮯα = 300 ﮯγ = 25° [5. табл. 210, стр. 435] w=30° Назначение элементов резания Определяем глубину резания t = D/2, мм t = 18/2 = 9мм 2. Назначаем подачу Sо = (0,33 - 0,38) мм/об [8. табл.25 стр.277] К1 = 0,9 (глубина сверления до 5D) Тогда Sо = (0,33 - 0,38) *0,9 = (0,3 - 0,34) мм/об Корректируем по паспорту станка Sо = 0,28 мм/об Определяем скорость резания V = , м/минСv = 9.8 q = 0.4 y= 0.5 m = 0.2 [8. табл.28 стр.278] - общий поправочный коэффициент на скорость резания Км = Кr  Kr = 0.95 n=1 Км = 0,9 [8. табл. 1,2 стр. 261-262] Kr = 0.95 n=1 Км = 0,9 [8. табл. 1,2 стр. 261-262] [9. табл. 6 стр. 263]-поправочный коэффициент, учитывающий влияние инструментального материала [9. табл. 6 стр. 263]-поправочный коэффициент, учитывающий влияние инструментального материала [9. табл. 31 стр. 280]-поправочный коэффициент, учитывающий глубину обрабатываемого отверстия. [9. табл. 31 стр. 280]-поправочный коэффициент, учитывающий глубину обрабатываемого отверстия. 0,9 0,9 1 0,85 = 0,765 1 0,85 = 0,765V =  0,765 = 21м/мин 0,765 = 21м/мин4. Число оборотов шпинделя  nд = 355 об/мин (по паспорту станка) 5. Определяем действительную скорость резания  м/мин м/минОпределяем крутящий момент Мкр = 10 См Kp – при сверленииСм = 0,0345 q = 2 y = 0.8 [8. табл.32 стр.281] Кр = Кмр = 0,9 [8. т.9 стр. 264] Мкр = 0,0345  0,9 = 3,62Н•м 0,9 = 3,62Н•мОпределяем мощность, затраченную на резание N = , кВтN=  = 0,13 кВт = 0,13 кВтПроверяем, достаточна ли мощность привода станка (к.п.д.)Nшп = 4,5 0,8 = 3,6 кВтОпределяем основное время  y =7 мм. [7. прил.4 стр.374] L=70+7=77 мм  Эскиз обработки 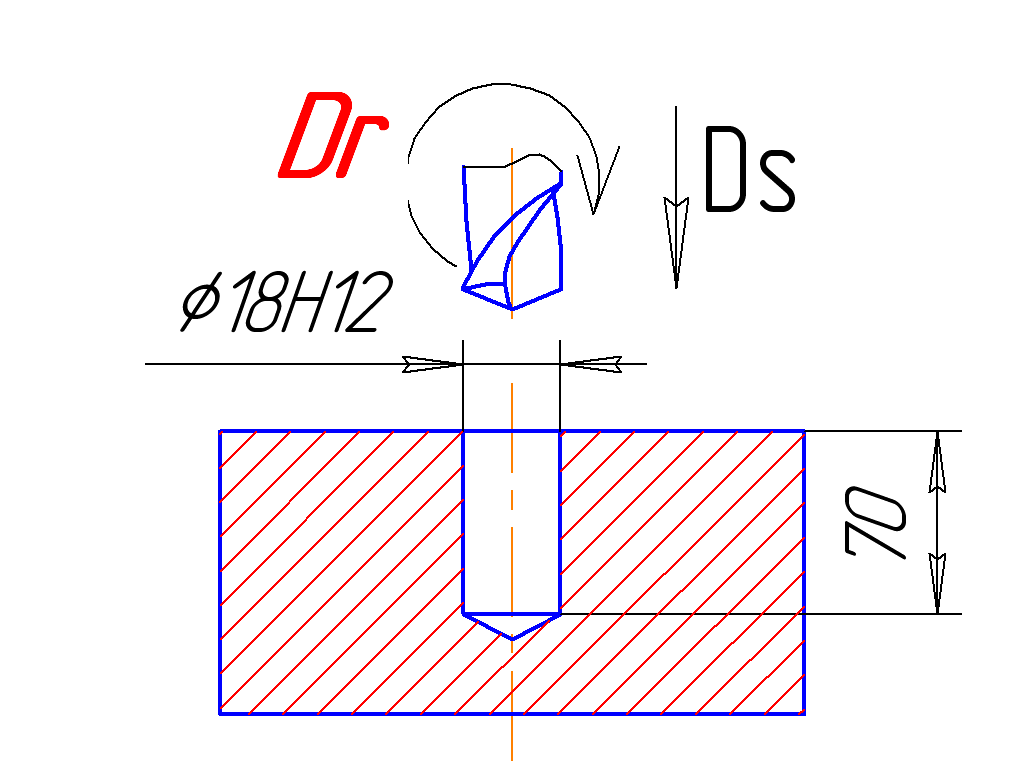 Рис. 12 Задание: На вертикально-сверлильном станке 2Н135 проводят сверление отверстия диаметром D и глубиной l. Необходимо: выбрать режущий инструмент, назначить элементы режима резания; определить основное время. Таблица 10
РАЗДЕЛ 4. ОБРАБОТКА МАТЕРИАЛОВ ФРЕЗЕРОВАНИЕМ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||