Гост. О техническому регулированию и метрологии н ациональный
 Скачать 1.15 Mb. Скачать 1.15 Mb.
|

|
ЭД » для bf >£> илы ЗЬ|»1)4 % 6* для 0*><Ь|> мпиц4|< ЭД для «а**,, мгм £«<ЭД для а, < ЭД> *ы**г А™’®? * млвЭД»1ма&>длй65>^,мля£м<ЭДдпяа5<в> нлм1аа<ЭДдлндэ<я2 Рисунок 6 — Скопление 3.34 скопление одиночное: Скопление, минимальное расстояние L от внешнего контура кото- рого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого по- казателя (из двух рассматриваемых) (рисунок 7). 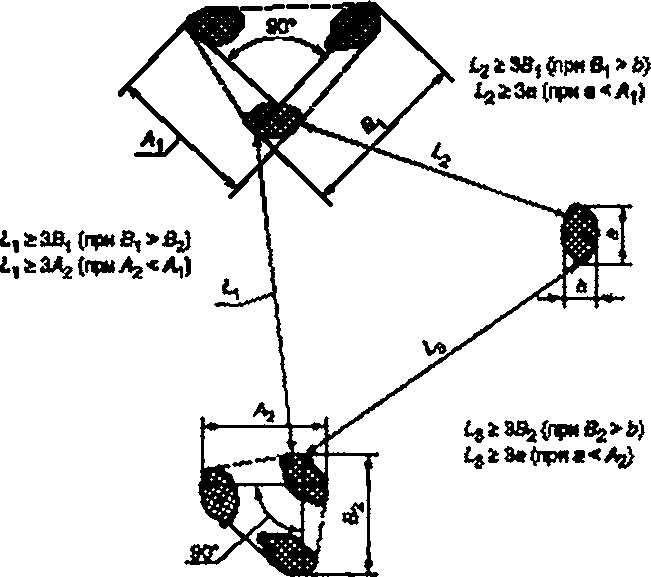 Рисунок 7 — Одиночные скопления 3.35 трещина: Дефект в виде разрыва металла сварного соединения или наплавленной детали (из- делия). ((3]. приложение 1) 3.36 условный размер (протяженность, ширина, высота) дефекта (при ультразвуковом контроле): Размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности. (ГОСТ Р 50.05.02—2018. пункт 3.4) 3.37 суммарная приведенная площадь скоплений или включений (при радиографическом кон- троле): Сумма приведенных площадей отдельных одиночных мелких включений и одиночных ско- плений. ([3]. приложение 1) 3.38 эквивалентная площадь несплошности (при ультразвуковом контроле): Площадь пло- скодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преоб- разователя и расположенного на том же расстоянии от пьезоэлектрического преобразователя, что и реальная несплошность. при которой значения сигнала акустического прибора от несплошности равны. Обозначения 8 настоящем стандарте применены следующие обозначения: А — максимальный размер скопления; В — максимальная ширина скопления: D„ — номинальный диаметр трубы; Я — радиус перехода; — номинальная толщина стенки сваренных деталей (труб); а — максимальный размер включения (группы включений); Ь — максимальная ширина включения (группы включений); L — расстояние между включениями; Л — расчетная высота углового шва; q — высота выпуклости шва; Д>, — условный диаметр трубы. Оценка качества сварных соединений и наплавленных поверхностей Общие требования Нормы оценки качества сварных соединений устанавливают в зависимости от категории сварного соединения по классификации, приведенной в федеральных нормах и правилах в области использования атомной энергии [2]. Нормы оценки качества уплотнительных и антикоррозионных наплавленных поверхностей установлены для всех категорий сварных соединений по классификации, приведенной в федеральных кормах и правилах в области использования атомной энергии [2]. Нормы допустимых размеров несплошностей в сварных соединениях следует принимать: а) для стыковых сварных соединений различной толщины — по номинальной толщине более тон* кой детали; б) для угловых и тавровых сварных соединений — по расчетной высоте углового шва; в) для торцевых сварных соединений — по удвоенной номинальной толщине более тонкой свари- ваемой детали. В случае деталей одинаковой толщины — по удвоенной номинальной толщине. Примечание — Для нахлесточных соединений нормы оценки качества устанавливает проектная (кон- структорская) организация: г) для сварных соединений труб с трубными досками — по номинальной толщине стенки труб; д) для стыковых сварных соединений, выполненных с расточкой. — по номинальной толщине стенки в месте расточки; е) при радиографическом контроле сварных соединений труб или других цилиндрических деталей через две стенки — по номинальной толщине одной стенки. Протяженность (длину) сварных соединений определяют по их наружной поверхности (для коль- цевых. угловых и тавровых сварных соединений — по наружной поверхности привариваемой детали у края углового шва). Геометрические параметры выполненных швов (ширина и высота выпуклости шва, мини- мальное расстояние от края выпуклости шва до линии сплавления предварительной наплавки с ос- новным металлом) должны соответствовать требованиям ГОСТ Р 59023.2 и/или конструкторской до- кументации. Выявленные при визуальном и измерительном контроле несплошности. размеры которых превышают допустимые, должны быть устранены по технологической документации организации-из- готовителя до проведения контроля другими методами. Трещины, отслоения, прожоги, свищи, наплывы, усадочные раковины, подрезы, брызги ме- талла, непровары, скопления и неодиночные включения, выявленные при визуальном и измеритель- ном контроле, не допускаются. При невозможности контроля выпуклости и вогнутости корней сварных швов визуальным и измерительным контролем данные параметры определяют при радиографическом контроле (см. таблицы 3.4, 5,6.7). На сварных соединениях титановых сплавов величина твердости по Виккерсу в металле шва не должна превышать 230 единиц при сварке проволокой ВТ1-О0св, 300 единиц — ПТ-7Мсв. 350 еди- ниц — ВТбсв. Твердость в зоне температурного влияния не должна превышать твердости основного металла. Допускаются единичные выпады до 400 единиц, если замеры твердости вокруг этой точки не превышают приведенных выше значений. Оценка качества при визуальном и измерительном контроле Сталь и железоникелевые сплавы Нормы допустимых одиночных поверхностных включений для сварных соединений и предварительно наплавленных кромок деталей и сборочных единиц из стали и железоникелевых спла- вов приведены в таблице 1. Таблица 1
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||