|
|
оТЧЕТ. Общее ознакомление с базовым предприятием. Т юменский завод медицинского оборудования и инструментов
1. Общее ознакомление с базовым предприятием.
Т юменский завод медицинского оборудования и инструментов. юменский завод медицинского оборудования и инструментов.
1.1. История предприятия, продукция, выпускаемая предприятием.
Тюменский завод медицинского оборудования и инструментов был основан в апреле 1962 года.
Более 40 лет завод занимается разработкой, проектированием и производством парового стерилизационного оборудования. Первый стерилизатор был выпущен в 1965 году. Этот образец в настоящее время находится в заводском музее. Вслед за ним были разработаны и другие модели. В 1966 году выпускается стерилизатор ВКО-50, который может работать в полевых условиях при отсутствии электроэнергии, в 1969 г. — шкафной стерилизатор АШ-250А, ставший основой для разработки целой серии стерилизаторов с прямоугольной камерой, в 1972 г. — стерилизатор для молочных кухонь ГПД-700, а также самый широко применяемый до настоящего момента времени стерилизатор ВК-75. С 1989 года ТЗМОИ один из первых в России наладил массовый выпуск инъекционных шприцев однократного применения.
Сегодня завод является лидером в своей отрасли. Торговая марка «Тюмень-Медико» превратилась в бренд.
ТЗМОИ — обладатель множества наград за выдающиеся успехи в своей деятельности. Диплом конкурса «Евразия — лидер в бизнесе» в номинации «Лучшее предприятие машиностроительного комплекса», призы и дипломы российских и зарубежных выставок, дипломы программы «100 лучших товаров России» — вот далеко не полный их перечень.
Система менеджмента качества завода сертифицирована на соответствие Международным стандартам качества ISO 9001:2000, ISO 13485:2003. ТЗМОИ также имеет CE-сертификат на изделия однократного применения.
В настоящее время завод производит более 200 наименований медицинской продукции. Наряду с простыми моделями стерилизаторов, имеющими полуавтоматическое управление, выпускается оборудование с автоматическим микропроцессорным управлением, устройством для документирования параметров стерилизации, возможностью компьютерной диагностики, а также стерилизаторы универсального типа (для обработки медицинских изделий, текстильных материалов и лекарственных растворов). В товарную группу шприцев входят специальные шприцы для инсулина и туберкулина емкостью 1 мл, а также двухдетальные шприцы емкостью от 2 до 20 мл. В рамках каждой товарной группы товарный ассортимент углублен настолько, чтобы предоставить покупателям полноценный выбор.

1.2 Структура цеха.
демонстрационный зал
вахта
т
14
епло пункт
склад готовых изделий
участок гидроиспытаний
шлифовальный участок
участок резки металла
гальванический участок
участок мойки
ОТК
инструментальная кладовая
отдел тех. документации
отдел метрологии
мастер участка


Токарные станки с ЧПУ. Выполнить эскиз общего вида, дать
техническую характеристику модели станка, на котором Вы работаете.
Назначение и область применения.
Токарный станок с числовым программным управлением (ОСУ) модели 16Б16Т1С1 предназначен для токарной обработки деталей типа тел вращения со ступенчатым и криволинейным профилем, в том числе и для нарезания резьбы, в полуавтоматическом цикле.
Управления станком осуществляется от программы, вводимой в память управляющей системы с пульта оперативного управления, с кассеты внешней памяти или другого внешнего программоносителя.
Станок предназначен преимущественно для центровых работ.
Класс точности станка II по ГОСТ 8-82Е.
Станок может быть использован в механических целях машиностроительных заводов с мелкосерийным и серийным производством.
В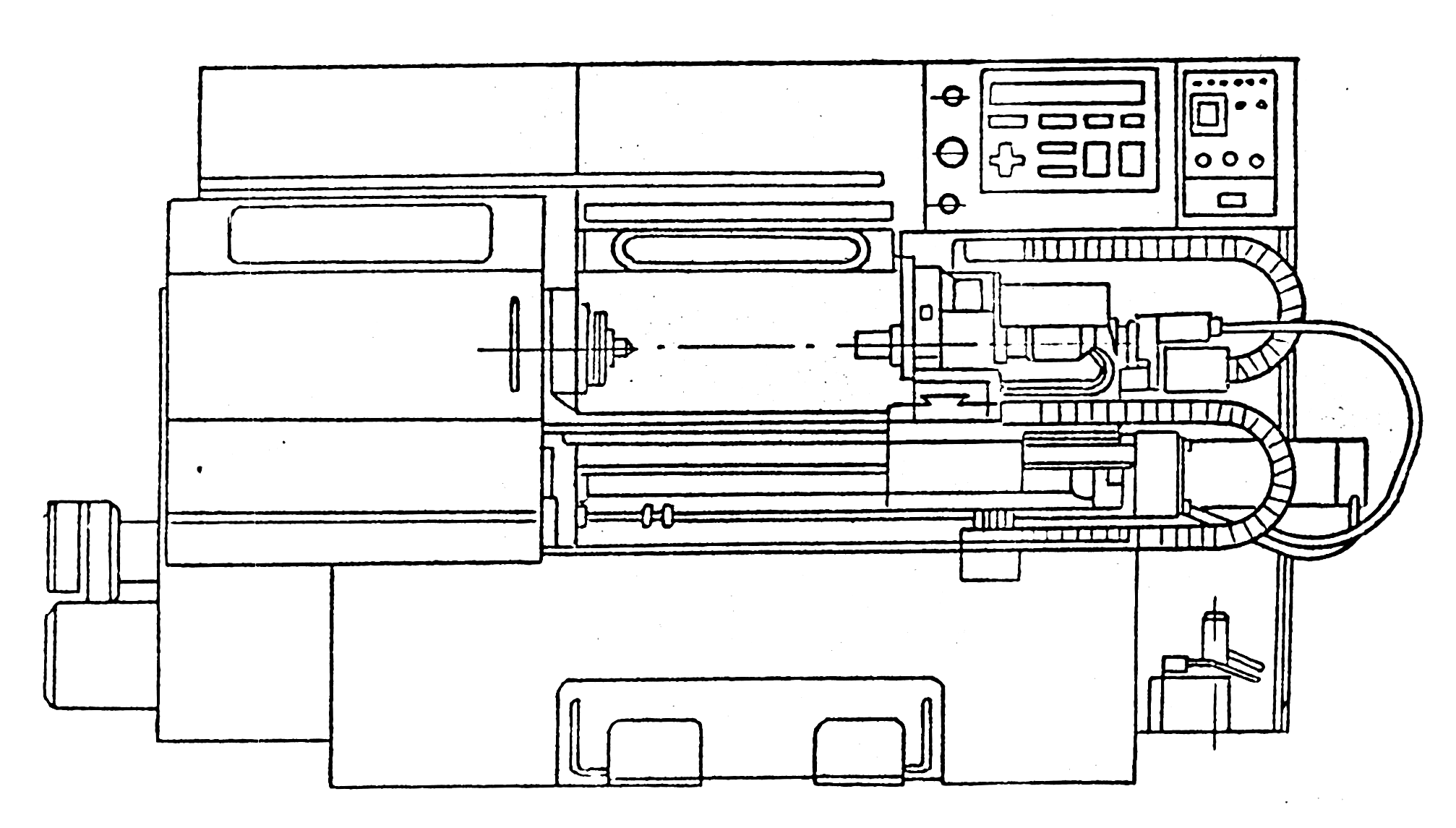
ид кинематического исполнения У4.2 по ГОСТ 15150-69.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
Техническая характеристика станка
Наибольший диаметр устанавливаемого изделия над станиной, мм……………………….360
Наибольший диаметр обрабатываемого изделия над суппортом, мм……………………....125
Наибольшая длина обрабатываемого изделия, мм………………………………....………..750
Наибольшая длина хода суппорта, мм:
Продольного…………………………………………………………………………….…700
Поперечного……………………………………………………………………………….210
Количество частот вращения шпинделя……….………………………………..бесступенчатое
Пределы частот вращения шпинделя, об/мин……………………………..………….…20 700
20 800
80 2800
80 3200
Пределы управляемых по программе частот, об/мин……………………..…….………20 700
20 800
80 2800
80 3200
Пределы шагов нарезаемых резьб, мм………………………………………………0,05 – 40,95
Пределы величин оборотных подач, мм/об:
Продольных…………………………………………………....……………….…0,01 – 20,47
Поперечных…………………………………………………………………..….0,005 – 10,23
Максимальная скорость рабочей подачи, мм/мин……………………………………….…1200
Скорость быстрых ходов, мм/мин:
Продольных…………………………………………………....………….…10000 или 15000
Поперечных…………………………………………………………………….5000 или 7500
Дискретность перемещений, мм:
Продольных…………………………………………………....…………….…0,01 или 0,001
Поперечных…………………………………………………...…………..….0,005 или 0,0005
Количество однопозиционных резцедержателей, шт………………………………………….2
Количество позиций автоматической поворотной резцовой головки, шт……………………..6
Присоединительные размеры однопозиционного резцедержателя
по ОСТ2-УI6-I-78 (ласточкин хвост), мм……………………………………………………..90
Высота резца, устанавливаемого в резцедержателе, мм…………………...…….…...………25
Наибольший крутящийся момент на шпинделе, Н.м………………….……………………480
Габаритные размеры станка, мм, не более
длина……………………………………………………………………………………..3270
ширина……………………………………………………………………………..…….1370
высота……………………………………………………………………....…………….1740
Масса станка, не более, кг……….………………………………………………………….2620
Характеристика оперативной системы управления
Обозначение системы………………………………………….. ” Электроника NC 230”
Число координат:
Всего……………………………………………………………………………….……3
Управляемых одновременно…………………………………………………………..2
Максимальное программируемое перемещение, импульс………………………999999
Система отчета…………………………………………….в приращениях и абсолютная
Ввод данных……………………………….с клавиатуры или кассеты внешней памяти
Питания системы…………………………………………..трехфазный переменный ток
Напряжение, В………………………………………………………………………….220
Частота, Гц…………………………………………………………………………….501
Мощность потребляемая от электросети, ВА……………………………...не более 400
Стабильность напряжения, % …………………………………………………..+10 -15
Тип датчиков обратной связи…………..….фотоимпульсные преобразователи (4 шт.)
Техническая характеристика электрооборудования
Род тока питающий цепи:
Напряжение, В…………………………………………………………………….380
Частота, Гц…………………………………………………………………………...50
Напряжение местного освещения, В……………………………………………….
110
Напряжение цепи управления, В……………..…………………………………….
110
Количество электродвигателей на станке,
(кроме двигателей вентиляторов), шт……………………………………………….…8
Электродвигатель главного движения:
Тип……………………………………………………………………….……МР132М
Мощность, кВт……………….………………………………………………………11
Частота вращения  , об/мин……………………………..……… , об/мин……………………………..………
Электродвигатель приводов подач:
Продольных
Тип………………………………………………………………………..2МТА
Номинальный момент, НМ………………………………………………….13
Частота вращения , об/мин…….………………..………
Поперечных
Тип………………………………………………………………………..2МТА
Номинальный момент, НМ………………………………………………….13
Частота вращения , об/мин…….………………..………
Тип преобразователей приводов подач……..………………КЕМТОК (НРБ)
Электродвигатель насоса охлаждения П – 50М:
Мощность, кВт……………….………………………………………………….…0,25
Частота вращения, об/мин……………………………..……………………….…3000
Электродвигатель станции смазки шпиндельной бабки:
Тип……………………………………………………………………..…4АА56.В4.У3
Мощность, кВт.………………………………………………….……………….…0,18
Частота вращения, об/мин…….…………………………………....…………..…1350
Электродвигатель централизованной импульсной станции смазки:
Тип……………………………………………………………………..…4АА50.В2.У3
Мощность, кВт.………………………………………………….……………….…0,09
Частота вращения, об/мин…….…………………………………....…………..…2800
Электродвигатель привода пиноли:
Тип……………………………………………………………………..…4АА56.В4.У3
Мощность, кВт.………………………………………………….……………….…0,18
Частота вращения, об/мин…….…………………………………....…………..…1350
Электродвигатель привода резцедержатель:
Тип……………………………………………………………………..…4АА56.В4.У3
Мощность, кВт.………………………………………………….……………….…0,18
Частота вращения, об/мин…….…………………………………....…………..…1350
Суммарная мощность всех электродвигателей (кроме двигателей
вентиляторов), не более, кВт…………………………………………………………..17
Описать настройку станка.
Сначала устанавливаются приспособления (если они требуются), после чего зажимают заготовку, затем устанавливаются резцы и задают программу обработки детали с помощью ввода условных символов (команд).
Данные команды вводятся на пульте управления станком с ЧПУ:
Код команды
|
Разрядность
|
Пример
|
Название команды (содержание примера)
|
Использование команды
|
N
|
3
|
N001
|
Номер кадра (первый кадр)
|
Обязательно вначале кадра
|
G
|
2
|
G01
|
Подготовительная функция (линейная интерполяция)
|
Вводится для подготовки или при изменении условий перемещения
|
X
Z
|
4, 5, 6
|
X+00300
|
Координата конечной точке перемещения вдоль оси x или z (1,5 мм в направлении от оси детали)
|
Обязательно указывать знак. Количество разрядов:
4 при G11, G21, G31;
5 при G01, G02,G03;
6 при G10, G20, G30, G33, G27, G25, G58
|
I
K
|
4, 5, 6
|
I+06000
|
Координаты центра круга относительно начальной точки дуги (30 мм вдоль оси x)
|
Обязательно указывать знак. Количество разрядов:
4 при G21, G23;
5 при G02, G03;
6 при G20, G30
|
D
|
6
|
D+000200
|
Шаг резьбы (правая резьба с шагом 2 мм)
|
Обязательно указывать знак и незначащие нули
|
F
|
5
|
F10600
|
Величина подачи (600 мм/мин)
|
Вводится при изменении подачи
|
S
|
3
|
S045
|
Скорость вращения шпинделя (с табличным кодом 500 об/мин)
|
Вводится при изменении скорости вращения шпинделя
|
T
|
3
|
T102
|
Ввод инструмента (инструмент № 2, ввод с подтверждением)
|
Вводится при установке инструмента
|
L
|
2
|
L32
|
Корректор инструмента (коррекция по координатам x и z инструмента № 2)
|
Используется при вводе или отмене коррекции инструмента
|
M
|
3
|
M104
|
Вспомогательная функция (включение правого вращения шпинделя)
|
Вводится для включения или выключения органов станка
|
G00 - позиционирование при ускоренном перемещении ( подход, отход к заготовке); G01 - рабочее перемещение по прямой; G04 - выдержка времени; G90 - размеры приведенные в кадре даны в абсолютных координатах; G91 - размеры даны в приращениях; М03 - вращение шпинделя по часовой стрелке, М04 - вращение шпинделя против часовой стрелке, М05 - останов шпинделя, М08 – включение охлаждения, М09 - отключение охлаждения.
Далее обрабатывается первая (пробная) заготовка, которая измеряется и на основе отклонений ее размеров от размеров заданных чертежом вводятся корректоры для программы обработки детали.
Описать и выполнить эскиз «схемы наладки» станка на обработку
детали.
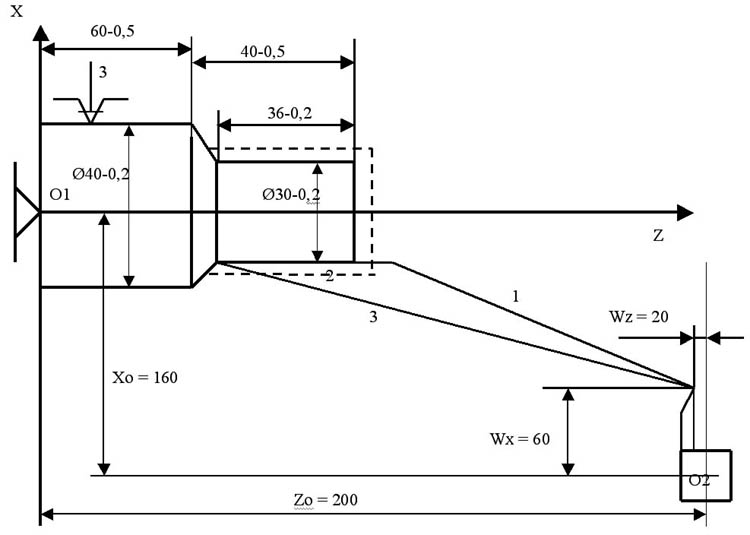
Поясним вышеприведенный рисунок. Прежде всего, на рисунке приведен операционный эскиз детали типа, тела вращения, даны размеры детали, требования по точности получения размеров, нанесены условные обозначения опорных поверхностей. Требования по шероховатости к поверхностям не указаны, т.к. это не может быть обеспечено управляющей программой, а обеспечивается правильным выбором технологических режимов и глубиной резания. Деталь закреплена в трехкулачковом патроне с упором в торец. Поэтому и оси координат будут проходить по данным осям, как показано на рисунке. Внизу, справа показана условно револьверная головка с центром вращения - О2. Отсчет перемещения револьверной головки происходит от какой-либо определенной точки механизма и поэтому необходимо дать настроечные размеры режущего инструмента по отношению к центру. Это размеры Wx и Wz, которые проходят параллельно основным осям Х и Z. Оси координат обрабатываемой заготовки должны быть связаны с осью координат револьверной головки. Это значения Хо и Zо. На обрабатываемой поверхности заготовки показано пунктирной линией размеры, которые были до начала обработки данной поверхности. Это необходимо учитывать при наличии угла у режущего инструмента, т.е. подход резца должен быть не в точку начала обработки поверхности, а несколько ранее. Теперь можно построить эквидистанту, т.е. траекторию перемещения режущей кромки резца. На рисунки эта траектория состоит из трех участков: 1 - быстрый подход; 2 - рабочий ход и 3 - быстрый отход в исходную позицию. В реальном проектировании управляющей программы вовсе не обязательно возвращать в исходную позицию. В данном примере это рассмотрено для простоты пояснений. Три участка траектории - это три кадра управляющей программы.
Режущий инструмент и приспособления для токарных станков с ЧПУ.
|
|
|
 Скачать 0.95 Mb.
Скачать 0.95 Mb.