допуски и посадки. Общетехнический курс Допуски и посадки
 Скачать 3.05 Mb. Скачать 3.05 Mb.
|

Степень точности.Качество изготовления продукции определяется совокупностью свойств, процесса ее изготовления, соответствием процесса и его результатов установленным требованиям. Основными производственными факторами являются качество оборудования и инструмента, физико-химические, механические и другие свойства исходных материалов и заготовок, совершенство разработанного технологического процесса и качество выполнения обработки и контроля. В машиностроении показатели качества изделий весьма тесно связаны с точностью обработки деталей машин. Полученные при обработке размер, форма и расположение элементарных поверхностей определяют фактические зазоры и натяги в соединениях деталей машин, а следовательно, технические параметры продукции, влияющие на ее качество (например, мощность двигателей, точность станков), надежность и экономические показатели производства и эксплуатации. Под погрешностью обработкипонимают отклонение полученного при обработке значения геометрического или другого параметра от заданного. Абсолютную погрешностьвыражают в единицах рассматриваемого параметра: Количественно точность характеризуется обратной величиной модуля относительной погрешности Конструктивные допуски и технические требования на изготовление деталей назначают с учетом условий работы деталей в машине. Эти требования обеспечиваются финишными переходами обработки. Однако важно обязательное соблюдение технологического регламента изготовления детали и на всех предшествующих переходах обработки, так как результаты финишных переходов обработки существенно зависят от качества выполнения предшествующих переходов обработки. Допуски размеров регламентируются ГОСТ 25346-82 (СТ СЭВ 145-75), допуски формы и расположения — ГОСТ 24643 — 81 (СТ СЭВ 636-77). Таблицы точности.Особенности выполнения отдельных операций не позволяют дать заключение о точности обработки по аналогии с другими операциями, так как между ними не бывает всестороннего сходства. В частности, отличаются размеры и форма обрабатываемых заготовок, состояние станков, режимы обработки и другие технологические факторы. Хотя таблицы дают лишь общее представление о возможной точности обработки, они необходимы как справочные данные при проектировании технологических процессов. Приводимые таблицы содержат ориентировочные данные по точности для различных методов обработки, полученные систематизацией непосредственных наблюдений в производственных условиях. В таблицах приведены данные о точности и качестве поверхностей при обработке наружных цилиндрических поверхностей и отверстий. Каждому методу обработки соответствует определенный диапазон квалитетов точности Таблицы точности обработки.1. Допуски (мкм) формы цилиндрических поверхностей (цилиндричности, круглости и профиля продольного сечения) в зависимости от квалитета допуска размера   Примечания: 1. Под номинальным размером понимают номинальный диаметр поверхности. 2. Допуски цилиндричности, круглости и профиля продольного сечения (сокращенно «допуски геометрии»), соответствующие уровням: А — нормальной, В — повышенной, С — высокой относительной геометрической точности, составляют примерно 30, 20 и 12% допуска размера. Допуски формы ограничивают отклонения радиуса, а допуски размера — отклонения диаметра поверхности. 3. Допуски геометрии, для которых используется менее 12% допуска размера, характеризуют особо высокую геометрическую точность поверхности. 4. Допуски геометрии назначают в тех случаях, когда они должны быть меньше допуска размера. Исключение составляют случаи, когда истолкование предельных размеров отличается от установленного ГОСТ 25346 — 82 (СТ СЭВ 145 — 75), например, для поверхностей, несопрягаемых или легко деформируемых элементов. В этих случаях числовое значение допуска геометрии может превышать допуск размера. 2. Допуски (мкм) прямолинейности, плоскостности и параллельности плоскостей в зависимости от квалитета допуска размера (по РТМ 2 Н31 — 4 — 81) 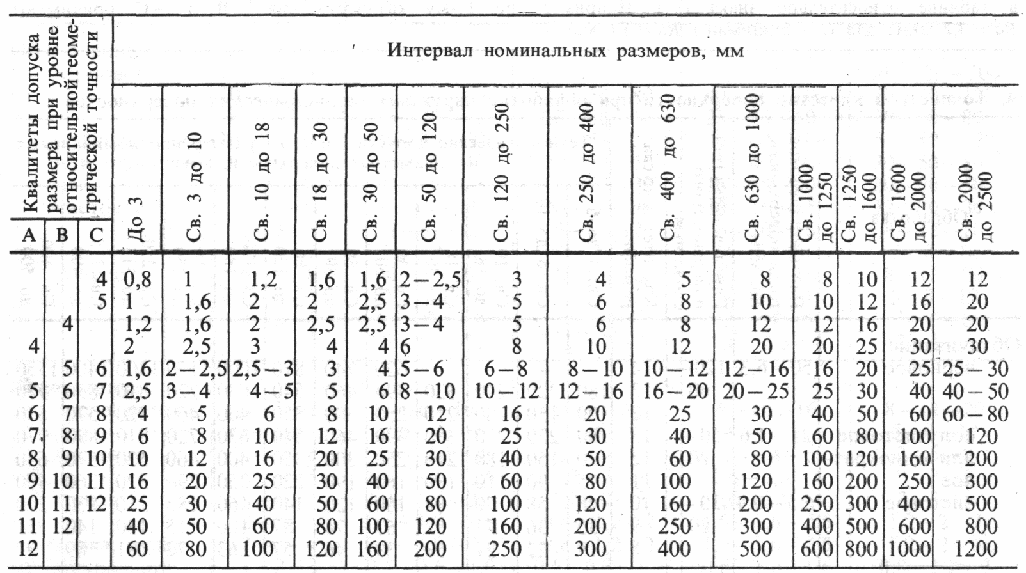 Примечание. Под номинальным размером понимают размер наибольшей стороны плоской поверхности. |